Изобретение относится к станкостроению и может быть использовано при получении оптических поверхностей на материалах, поддающихся сверхточной обработке резанием.
Цель изобретения - повышение качества поверхностного слоя зон асферических поверхностей, ограниченных двумя плоскостями, перпендикулярными оси симметрии асферической поверхности, за счет исключения периодического врезания режущего инструмента в обрабатываемую поверхность.
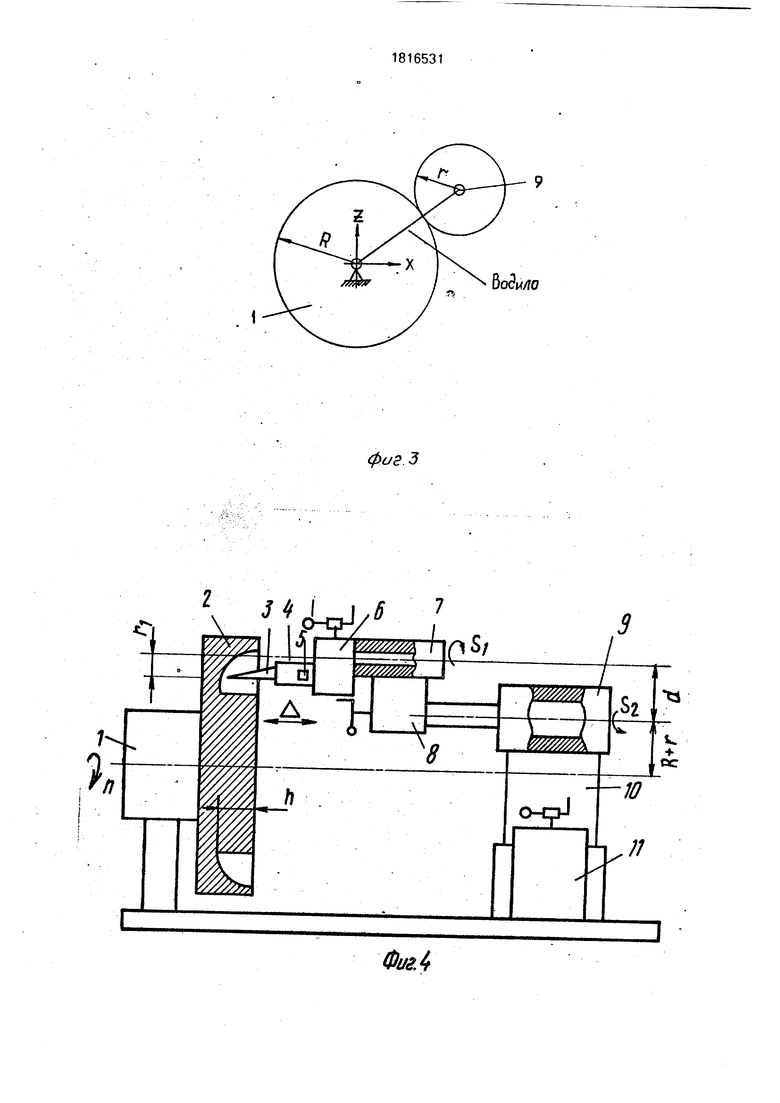
На фиг.1 изображена схема обработки асферических поверхностей в плоскости, проходящей через оси рабочего и первого инструментального шпинделей; на фиг.2 - то ж е, в пространственной системе координат; на фиг.З - схема расчета соотношения .частот вращения рабочего и второго инструментального шпинделей; на фиг.4 - устройство для обработки зон асферических поверхностей; на фиг.5 -то же, вид сверху. .
На фиг. 1-4 стрелка с обозначением А соответствует поступательному перемещению режущего инструмента, круговая стрелка с обозначением Si соответствует направлению круговой подачи первого инструментального шпинделя величиной Si, круговая стрелка с обозначением S2 соответствует направлению круговой подачи второго инструментального шпинделя величиной $2. Круговая стрелка с обозначением п соответствует направлению вращения рабочего шпинделя с частотой п.
Устройство, осуществляющее способ (фиг.3-4), содержит рабочий шпиндель 1, обрабатываемую деталь 2, резец 3, резцедержатель 4, исполнительный механизм 5, ручной привод 6, второй инструментальный шпиндель 7, ручной привод 8, первый инструментальный шпиндель 9, стойку 10, ручной привод 11, станину устройства 12.
При этом деталь 2 крепится на рабочем .шпинделе 1, установленном на станине 12. На станине 12 укреплена также стойка 10, несущая первый инструментальный шпиндель 9 и имеющая ручной привод 11 для перемещения первого инструментального шпинделя 11 так, чтобы его ось оставалась
(Л
С
00
ел
G4
параллельной оси рабочего шпинделя 1. На оси вращения первого инструментального шпинделя 9 установлен ручной привод 8, жестко связанный с вторым инструментальным шпинделем 7. Ручной привод 8 параллельно перемещает ось второго инструментального шпинделя 7 относительно оси первого инструментального шпинделя 9. На втором инструментальном шпинделе 7 установлен ручной привод 6, несущий резцедержатель 4 с рез- цом 3 так, чтобы основная режущая кромка резца 3 была смещена относительно оси второго инструментального шпинделя 7. В резцедержателе 4 размещен исполнительный механизм 5, необходимый для перемещения резца 3 в направлении, параллельном оси второго инструментального шпинделя 7.
Для обработки резанием зон асферических поверхностей, например эллиптического параболоида, ограниченных двумя параллельными плоскостями, перпендикулярными оси симметрии асферической поверхности (ось ОУ), необходимо, чтобы, когда окончание режущей кромки резца 3 отстоит на наибольшее расстояние от оси вращения рабочего шпинделя 1, оси рабочего 1, первого 9 и второго 7 инструментальных шпинделей и окончание режущей кромки резца 3 находились в плоскости ZOY (фиг,1-2). При этом ось второго инструмен- тального шпинделя 7 должна отстоять от оси рабочего шпинделя 1 на расстояние R-rv Ось первого инструментального шпинделя 9 вращается относительно оси второго инструментального шпинделя 7 по окружности радиусом г. В этом случае при вращении детали 2 проекция оси первого инструментального шпинделя 9 на поверхность детали 2 формирует направляющую окружность. При вращении оси первого инструменталь- ного шпинделя 9 с частотой, большей в 3 раза частоты вращения рабочего шпинделя 1 (), проекция оси второго шпинделя 7 на поверхность детали 2 образует производящую окружность, которая без проскальзы- вания катится по образующей окружности. В случае, если ()2 : 1, проекция оси второго инструментального шпинделя 7 будет формировать на поверхность детали 2 эллипс с полуосями: (большая), (меньшая). Эллипс будет сформирован, если частота п вращения рабочего шпинделя 1 и частота и Зг второго инструментального шпинделя 7 относятся, как 1:3. При этом вращение оси второго инструментального шпинделя 7 вокруг своей оси обеспечивает движение резца 3 по окружности радиуса п. Величина 2п обусловлена шириной обрабатываемой зоны, а большая полуось эллипса, определяющая меньшую границу зоны, равна Q R+2r-П меньшая - . При частоте вращения резца 3 большей, чем частота вращения оси второго инструментального шпинделя 7. (), резец 3 движется по кривой типа эпициклоида и траекторией своего движения заполняет пространство, ограниченное эллипсами зоны. Если отношение длины окружности 2лг1 к длине эллипса с полуосями a R+2r-n, есть иррациональное число, то кривая, образуемая движением резца 3 типа эпициклоида, не замкнута, она имеет бесконечное множество ветвей, пересекающихся одна с другой. Таким образом может быть достигнута любая необходимая подача резца 3 по формируемой зоне путем обеспечения необходимой плотности рисок от резца 3 на обработанной поверхности, В случае, если расстояние d между осями первого 9 и второго 7 инструментальных шпинделей больше г, но при сохранении соотношения их частот 3:1 второго инструментального 9 и рабочего 1 шпинделей, на поверхности детали 2 может быть сформирован эллипс соответствующей меньшей границы зоны: a-R-t-r+frt-dj-t-n (большая), (d-r)-n. Таким образом может быть сформирован любой эллипс. Резцу 3 сообщают согласованное с Si 82 и п поступательное перемещение Д необходимое для формирования необходимого профиля обрабатываемой зоны.
Величины круговых подач Si, 82 резца 3 и частота вращения рабочего шпинделя 1 определяют исходя из расчетных режимов резания, а поступательное перемещение А резца 3 находят из параметров асферической поверхности.
При такой обработке резанием зоны асферических поверхностей резец 3 всегда ориентирован по касательной к своей траектории, что сохраняет постоянными углы резания и способствует повышению точности обработки изделия.
Например, для обработки эллиптических параболоидов, имеющих в сечениях плоскости, проходящие через ось Y параболы , а в сечениях плоскостей, параллельных плоскости XOY - эллипсы.
В выбранной на фиг.1-2 системе координат эллиптический параболоид выражается уравнением
Х2 72 1Г+1Г 2(У-п).
(1)
где a, b - параметры параболлоида;
h - высота формируемого рельефа.
Резец 3 совершает движение по кривой типа эпициклоида, которое при отсутствии
поступательного движения резца 3 лежит в некоторой плоскости, параллельной ZOY. Для формирования необходимого профиля зоны требуется обеспечить поступательное перемещение Л резца 3 таким, чтобы окончание режущего инструмента принадлежало всякий раз асферической поверхности. Для этого определим аналитическое выражение траектории окончания резца 3 в системе координат, связанной с вращающейся деталью 2 при вращении первого 9 и второго 7 инструментальных шпинделей. В выбранной системе координат траектория движения оси первого 9 инструментального шпинделя (Выгодский М.Я.. Справочник по высшей математике. - М.: Наука, 1975, с.811) имеет аид:
л
X(R+r+r}cos(n+Si)t-d cos R + r + r(n+Si)t;
Z()sio(n+Si)t-d.sin R + + r(n+Si)t. (2)
Здесь R+r- расстояние, на которое отстоит ось первого инструментального шпинделя 9 от оси рабочего шпинделя 1;
г - расстояние, на которое отстоит ось свторого инструментального шпинделя 7 от- носительно второго инструментального шпинделя 9.
Для формирования эллипса на поверхности детали 2 необходимо, чтобы (R+r), п -частота вращения рабочего шпинделя 1; Si - частота вращения первого инструментального шпинделя 9. d - расстояние между осями первого 9 и второго 7 инструментальных шпинделей. В этом случае уравнения (2) примут вид:
cos(4nt)-d cos(3 4nt); sin(4ny)- d sin (3 4 nt). (3)
Из уравнения (З) видно, что параметры эллипса, формируемого на поверхности детали 2, зависят от параметра d. Эллипс (3) при соотношении (R+r) r 2:1 будет сформирован при определенном соотношении частоты п вращения рабочего 1 и частоты S.1 первого инструментального 9 шпинделей, равном . Необходимость такого соотношения частот обусловлена тем, что, воспользовавшись теоремой Виллиса (метод обращенного движения - стр. 160 Артоболевский Й.И. Теория механизмов и машин. - М.: Наука, 1988, с.160) передаточное отношение от рабочего 1 к второму инструментальному 9 шпинделям относительно водила - звена,
соединяющего центр вращения рабочего 1 1 и второго инструментального 9 шпинделей при неподвижном водиле, равно:
ий
Ш1 -(ОН Wl -ftJH
(4)
Однако в неподвижной системе коорди- Ю нат{г;Х}, ,
тогда Utt - + 1-U9H(1)-U9Hra+1
15 ид U9H(1)1-U91H .
(6)
Допустим, что контактирующие окружности, формируемые рабочим 1 и вторым инструментальным 9 шпинделями, контак-
тируют посредством зубчатого зацепления. При этом окружность, принадлежащая рабочему 1 шпинделю, характеризуется количеством зубьев Zi, а окружность 4, формируемая первым инструментальным 9 шпинделем, Zg.
Тогда
U9if
(7)
Допущение о контакте окружностей, принадлежащих рабочему 1 и первому 9 инструментальным шпинделям, посредством зубчатого защепления правомерно потому, что образование циклоиды возможно лишь
в том случае, когда между контактирующими окружностями отсутствует проскальзывание. Отсюда следует также, что вращения рабочего шпинделя 1 и первого инструмен- тального 9 шпинделя должны осуществляться навстречу друг другу. В этом случае (6) примет вид
и +5
или UQH 9
Z9+Z1
(8)
(9)
Однако, как было ранее установлено, формирование эллипса на поверхности детали 2 возможно при соотношении радиусов (R+r). Это соотношение определяет и соотношение Zg; , тогда (9) запишется
55
(10)
Откуда следует, что соотношение частоты п вращений рабочего шпинделя 1 и частоты Si инструментального шпинделя 9 должно составлять
(11)
По эллипсу, определяемому уравнения- ИИ (3), как по направляющей окружности, катится ось производящей окружности радиусом п, в качестве которой выступает ось второго инструментального шпинделя 7, вращается с частотой $2. В этом случае при частоте вращения Si первого инструмен- талького 9 шпинделя меньше частоты вращения S2 второго инструментального шпинделя 7, т.е. . окончание резца 3 будет формировать кривую типа эпициклоиды. Если отношение длины окружности к длине эллипса (3) есть иррациональное число, то кривая типа эпициклоиды не замкнута, она имеет бесчисленное множество ветвей, пересекающихся одна с другой. При этом направления вращения первого 9 и второго .7 инструментальных шпинделей дрлжны быть навстречу друг другу по причи не, рассмотренной в предыдущем примере. И тогда все пространство формируемой зоны будет покрыто следами движения резца 3, пересекающихся между собой под углом, равным или близким к углу 90°. Такой субмикрорельеф обеспечивает отсутствие ани- зотрории при отражении светового луча от обработанной поверхности, независимо от пространственной ориентации светового луча. Величина Д поступательного резца 3 определяется из условия, что Десть расстояние от.плоскости ZOX вточке, где находится в данный момент резец 3, до асферической поверхности (1). Зная движение первого 9 и второго 7 инструментальных шпинделей, легко определить координаты нахождения резца 3 в любой момент времени.
Аналогично может рассчитываться Ди для других видов поверхностей, образующих асферические поверхности.
При таком способе резания следы после резца образуют на обработанной поверхности незамкнутое бесчисленное множество ветвей эпициклоиды, в результате чего обеспечивается шероховатость поверхности с изотропными свойствами, т.е. обработанная поверхность имеет одинаковую отражатель- ную способность независимо от того, как со- риентирован в пространстве падающий на нее луч.
Кроме того, при таком способе резания режущий инструмент постоянно направлен по касательной к траектории движения рез- ца, что обеспечивает постоянной ширину стружки. Это способствует снижению уровня шероховатости и повышению точности обработки.
Устройство работает следующим образом,
На рабочем шпинделе 1 фиксируют де- таль 2 и сообщают рабочему шпинделю 1 вращение с частотой п. После этого сообщают вращение первому инструментальному шпинделю 9 с частотой $2, предварительно сместив параллельно его ось относительно оси рабочего шпинделя 1 на расстояние R+r. После этого сообщают вращение второго инструментального шпинделя 7 с частотой $2. предварительно сместив параллельно его ось относительно оси первого инструментального шпиндеЛя на расстояние d и оси второго инструментального шпинделя 7 режущую кромку резца 3 на расстояние п. При этом перед началом работы резец 3 установлен в свое начальное положение. Начиная с обработки большей границы имеет место наименьшая глубина резания. Резец 3 первоначально вводится в контакт ручным приводом 6 с поверхностью детали 2, а затем резцу 3 сообщают поступательное перемещение Д согласованное с величинами Si, §2 и п, а также согласованное с параметрами асферичности зоны. Обработка зоны продолжается до тех пор, пока обрабатываемая поверхность не будет иметь однообразную шероховатость.
Согласованное с Si, 82 и п перемещение Д резца 3 предварительно табилируется с необходимой точностью, после этого заносится в запоминающее устройство (на фиг. не показано), которое с необходимой частотой выдает сигнал на исполнительный механизм 5. В качестве запоминающего устройства можно использовать, например, постоянное запоминающее устройство (ПЗУ) типа К556 ОТ4, РТ5. Указанные микросхемы могут быть запрограммированы на стандартном программаторе на базе ПВМ. Выход ПЗУ соединен с цифровым аналоговым преобразователем, управляющим исполнительным механизмом 5.
Наиболее целесообразным вариантом реализации исполнительного механизма 5 перемещения резца 3 ввиду небольших (в пределах десятков микрон) линейных перемещений является исполнение в виде прецизионного двигателя малых перемещений, например пьезоэлектрических или электро- гидравлическрго, что обеспечит его высокую жесткость, точность и быстродействие.
Для вращения инструментальных 7 и 9 и рабочего 1 шпинделей целесообразно использовать пневмоприводы или высокомо- ментные электроприводы.
Оснащение устройства электро- или лневмоприводами и пьезо- или гидравлическимй приводами позволяет наиболее просто реализовать предлагаемый способ. При этом предлагаемая реализация способа сводит к минимуму длину кинематической цепи, чем значительно повышает жесткость, точность и быстродействие работы и исполнительного механизма, что в конечном итоге повышает точность обработки поверхностей.
Ручные приводы 6, 8 и 11 устройства предназначены для предварительной на- стройки, определяемой геометрическими параметрами обрабатываемой зоны, и могут быть выполнены как винтовые пары.
Контроль за величиной перемещения Л резца 3 может осуществляться в зависимо- сти от требуемой точности фотоэлектрическим датчиком или интерферометром.
Контроль за величиной частот Si, 82, п может быть осуществлен оптоволоконными или электромагнитными частотомерами.
Преимуществом способа обработки зон асферических поверхностей резанием и устройство для его реализации являются высокие характеристики по точности и уровню шероховатости обработки, позволяющие получить фрагменты асферических метал л о- оптических поверхностей с погрешностью формы не хуже 0,5 мкм и шероховатости не более R 0,02 мкм, при этом риски от резца 3 выполнены в виде незамкнутых бесконеч- ных ветвей эпициклоиды. Обработку таких поверхностей с аналогичным качеством поверхностного слоя не может обеспечить устройство-прототип..
Формула изобретения .
1. Способ обработки асферических поверхностей резанием, при котором ин- струментальному шпинделю сообщают вращательное движение и согласованное с ним поступательное перемещение режущему инструменту, а шпинделю с закрепленной на нем деталью сообщают круговую подачу, согласованную с поступательным перемещением режущего инструмента, отличэющ ий-
с я тем, что. с целью повышения качества поверхностного слоя зон асферических поверхностей, ограниченных двумя плоскостями, перпендикулярными к оси симметрии асферической поверхности, за счет исключения периодического врезания режущего инструмента в обрабатываемую поверхность, оси вращения режущего инструмента сообщают вращение вокруг оси, параллельной оси вращения детали, при этом частота вращения детали в три раза меньше частоты вращения оси вращения режущего инструмента и направления этих вращений совпадают, при этомградиус вращения режущего инструмента равен половине ширины формируемой зоны, а частота вращения режущего инструмента больше частоты вращения оси вращения режущего инструмента и направления их вращений совпадают.
2. Устройство для обработки асферических поверхностей резанием, содержащее станину с рабочим шпинделем для крепления, детали, инструментальный шпиндель, резцедержатель, несущий резец и исполнительный механизм перемещения резца, о т- личающееся тем, что, с целью повышения качества поверхностного слоя зон асферических поверхностей, ограниченных двумя параллельными плоскостями, перпендикулярными к оси симметрии асферических поверхностей, за счет исключения периодического врезания режущего инструмента в обрабатываемую поверхность, устройство снабжено стойкой и дополнительным шпинделем с корпусом, при этом инструментальный шпиндель установлен на закрепленной на станине стойке параллельно и эксцентрично оси рабочего шпинделя, корпус дополнительного шпинделя установлен на инструментальном шпинделе с возможностью вращения вокруг оси последнего, а ось дополнительного шпинделя размещена эксцентрично и параллельно оси инструментального шпинделя, причем резцедержатель закреплен на дополнительном шпинделе.
.kr. /




| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки асферических поверхностей резанием и устройство для его осуществления | 1991 |
|
SU1816532A1 |
| Устройство для обработки асферических поверхностей точением | 1990 |
|
SU1759564A1 |
| Устройство для обработки асферических поверхностей точением | 1990 |
|
SU1759563A1 |
| Устройство для получения асферических поверхностей | 1978 |
|
SU766752A1 |
| Способ токарной обработки выпуклых (вогнутых) торцовых поверхностей | 1974 |
|
SU526448A1 |
| Способ токарной обработки асферических поверхностей и устройство для его осуществления | 1983 |
|
SU1103947A1 |
| РОТАЦИОННЫЙ РЕЗЕЦ | 2011 |
|
RU2463130C1 |
| РЕЗЦОВАЯ ЗУБОРЕЗНАЯ ГОЛОВКА ДЛЯ НАРЕЗАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2430813C2 |
| Станок для обработки статора роторно-ппоршневого двигателя | 1972 |
|
SU510318A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1971 |
|
SU432975A1 |


Использование: в станкостроении, при обработке оптических поверхностей: Сущность изобретения: ось первого инструментального шпинделя смещена относительно оси рабочего шпинделя, при этом частоты их вращения относятся, как 1:3. На инструментальном шпинделе со смещением установлен дополнительный шпиндель, частота вращения которого больше частоты вращения инструментального шпинДеля, при этом резец установлен со смещением относительно оси дополнительного шпинделя. 2 с.п. ф-лы, 5 ил.
. Фиг.1
фиг.З
Фиг4
| Способ токарной обработки асферических поверхностей и устройство для его осуществления | 1983 |
|
SU1103947A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| . | |||
