1
изобретение относится к технологии машиностроения и касается транспортных устройств для перемешения изделий и приспособлений-спутников между рабочими позициями.
известен шаговый конвейер для штучных грузов, содержащий две грузонесущие рамы, совершаюндие качательные движения в вертикальном и горизонтальном направлениях, и привод их перемещения I.
Наибоелее близким техническим решением к изобретению является шаговый конвейер для перемещения штучных крупногабаритных грузов с одной рабочей позиции на другую, включающий подвижную раму, вьЕполненную в виде тележки с ползуном и фиксаторами, установленной на направляющих 2.
Цель изобретения - улучшение условий обслуживания рабочих позиций путем обеспечения независимого шагового перемещения тележек.
Это достигается тем, что предлагаемый конвейер оснащен дополнительной рамой, связанной с тележкой, пневмоцилиндром со средствами управления, воздухопроводом.
имеющим гнезда, а фиксаторы выполнены в виде парных полых цилиндров и оснаще гы пневмоцилиндрами, связанными пнематически с полыми цилиндрами, при этом тележка и ползун установлены с возможностью осевого перемешения по воздухопроводу и связаны между собой посредством пневмоцилиндра, рабочие полости которого связаны пневматически с гнездами и фиксаторами, а шток и корпус закреплены соответственно в тележке и ползуне.
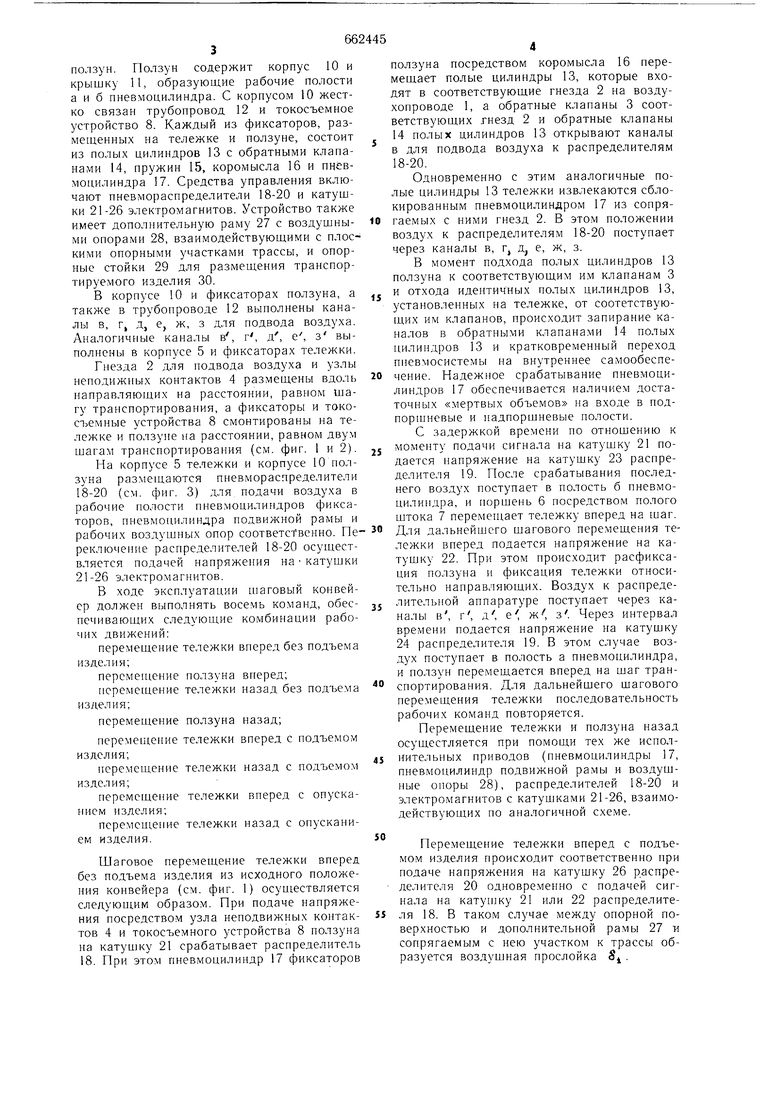
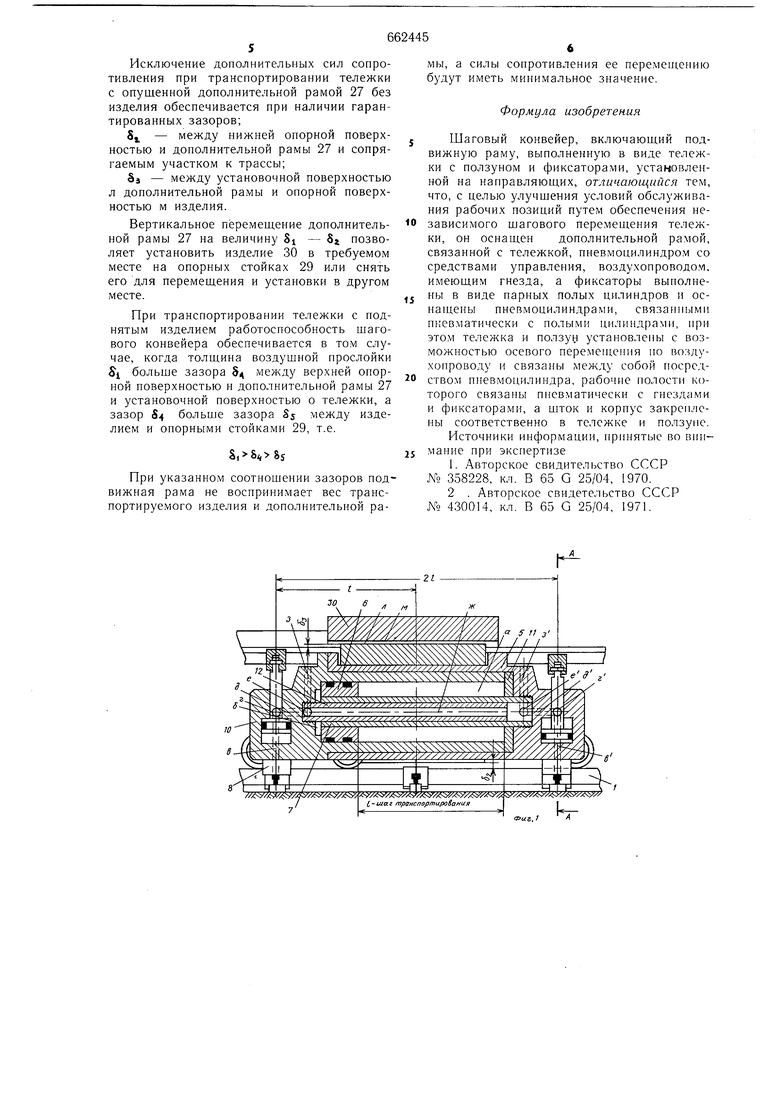
На фиг. 1 схематично изображен шаговый конвейер с опущенным изделием; на фиг. 2 - разрез А-А фиг. 1 (изделие поднятого); на фиг. 3 - пневматическая схема упраления работой конвейера.
Шаговый конвейер включает размешенные вдоль трассы направляющие, выполненные в виде воздухопроводов 1 с гнездами 2 для подвода воздуха, обратными клапанами 3 и узлами неподвижных контактов 4. Подвижная рама, выполненная в виде тележки, включает в себя корпус 5, поршень 6, жестко связанный с корпусом 5 полый шток 7, токосъемное устройство 8, ходовые колеса 9 и взаимосвязанный с тележкой ползун. Ползун содержит корпус 10 и крышку 11, образующие рабочие полости а и б пневмоцилиндра. С корпусом 10 жестко связан трубопровод 12 и токосъемное устройство 8. Каждый из фиксаторов, размещенных на тележке и ползуне, состоит из полых цилиндров 13 с обратными клапанами 14, пружин 15, коромысла 16 и пийвмоцилиндра 17. Средства управления включают пневмораспределители 18-20 и катушки 21-26 электромагнитов. Устройство также имеет дополнительную раму 27 с воздушными опорами 28, взаимодействующими с плоскими опорными участками трассы, и опорные стойки 29 для размещения транспортируемого изделия 30. В корпусе 10 и фиксаторах ползуна, а также в трубопроводе 12 выполнены каналы в, г, д, е, ж, 3 для подвода воздуха. Аналогичные каналы в , г , д , е , з выполнены в корпусе 5 и фиксаторах тележки. Гнезда 2 для подвода воздуха и узлы неподижных контактов 4 размещены вдоль направляющих на расстоянии, равном шагу транспортирования, а фиксаторы и токосъемные устройства 8 смонтированы на тележке и ползуне на расстоянии, равном двум щагам транспортирования (см. фиг. 1 и 2). На корпусе 5 тележки и корпусе 10 ползуна размещаются пневмораспределители 18-20 (см. фиг. 3) для подачи воздуха в рабочие полости пневмоцилир|дров фиксаторов, пневмоиилиндра подвижной рамы и рабочих воздущных опор cooTBeTcfBeHHO. Переключение распределителей 18-20 осуществляется подачей напряжения на катущки 21-26 электромагнитов. В ходе эксплуатации шаговый конвейер должен выполнять восемь команд, обеспечивающих следующие комбинации рабочих движений: перемещение тележки вперед без подъема изделия; перемещение ползуна вперед; иеремегцение тележки назад без подъема изделия; перемещение ползуна назад; перемещение тележки вперед с подъемом изделия; перемещение тележки назад с подъемом изделия; перемещение тележки вперед с опускар{ием изделия; перемещение тележки назад с опусканием изделия. Шаговое перемещение тележки вперед без подъема изделия из исходного положения конвейера (см. фиг. 1) осуществляется следующим образом. При подаче напряжения посредством узла неподвижных контактов 4 и токосъемного устройства 8 ползуна на катушку 21 срабатывает распределитель 18. При этом пневмоцилиндр 17 фиксаторов ползуна посредством коромысла 16 перемещает полые цилиндры 13, которые входят в соответствующие гнезда 2 на воздухопроводе 1, а обратные клапань 3 соответствующих гнезд 2 и обратные клапаны 14 полых цилиндров 13 открывают каналы в для подвода воздуха к распределителям 18-20. Одновременно с этим аналогичные полые цилиндры 13 тележки извлекаются сблокированным пневмоцилиндром 17 из сопрягаемых с ними гнезд 2. В этом положении возхчух к распределителям 18-20 поступает через каналы в, г д е, ж, з. В момент подхода полых цилиндров 13 ползуна к соответствующим им клапанам 3 и отхода идентичных полых цилиндров 13, установленных на тележке, от соотетствующих им клапанов, происходит запирание каналов в обратными клапанами 14 полых цилиндров 13 и кратковременный переход цневмосистемы на внутреннее самообеспечение. Надежное срабатывание пневмоцилиндров 17 обеспечивается наличием достаточных «мертвых объемов на входе в подnopnjHeBbie и надпорщневые полости. С задержкой времени по отнощению к моменту подачи сигнала на катушку 21 подается напряжение на катушку 23 распределителя 19. После срабать вания последнего воздух поступает в полость б пневмоцилиндра, и поршень 6 посредством полого штока 7 перемещает тележку вперед на шаг. Для дальнейшего шагового перемещения тележки вперед подается напряжение на катущку 22. При этом происходит расфиксация ползуна и фиксация тележки относительно направляющих. Воздух к распределительной аппаратуре поступает через каналы в , г , д , е ж , з. Через интервал времени подается напряжение на катушку 24 распределителя 19. В этом случае воздух поступает в полость а пневмоцилиндра, и ползун перемещается вперед на щаг транспортирования. Для дальнейщего шагового перемещения тележки последовательность рабочих команд повторяется. Перемещение тележки и ползуиа назад осущестляется при помощи тех же исполнительных приводов (пневмоцилиндры 17, пневмоцилиндр подвижной рамы и воздущные опоры 28), распределителей 18-20 и электромагнитов с катушками 21-26, взаимодействующих по аналогичной схеме. Перемещение тележки вперед с подъемом изделия происходит соответственно при подаче напряжения на катушку 26 распределителя 20 одновременно с подачей сигнала на катущку 21 или 22 распределителя 18. В таком случае между опорной поверхностью и дополнительной рамы 27 и сопрягаемым с нею участком к трассы образуется воздушная прослойка S .
Исключение дополнительных сил сопротивления при транснортировании тележки с опущенпой дополнительной рамой 27 без изделия обеспечивается при наличии гарантированных зазоров;
5 - между нижней опорной поверхностью и дополнительной рамы 27 и сопрягаемым участком к трассы;
§3 - между установочной поверхностью л дополнительной рамы и опорной поверхностью м изделия.
Вертикальное перемещение дополнительной рамы 27 на величину Sj - Sj позволяет установить изделие 30 в требуемом месте на опорных стойках 29 или снять его для перемещения и установки в другом месте.
При транспортировании тележки с поднятым изделием работоспособность шагового конвейера обеспечивается в том случае, когда толщина воздушной прослойки 1 больше зазора 5 между верхней опорной поверхностью н дополнительной рамы 27 и установочной поверхностью о тележки, а зазор 8 больше зазора Ss между изделием и опорными стойками 29, т.е.
S,
При указанном соотношении зазоров подвижная рама не воспринимает вес транспортируемого изделия и дополнительной рамы, а силы сопротивления ее перемеи1,ению будут иметь минимальное значение.
Формула изобретения
Шаговый конвейер, включающий подвижную раму, выполненную в виде тележки с ползуном и фиксаторами, установленной на направляющих, отличающийся тем, что, с целью улучщения условий обслуживания рабочих позиций путем обеспечения независимого шагового перемещения тележки, он оснащен дополнительной рамой, связанной с тележкой, пневмоцилиндром со средствами управления, воздухопроводом, имеющим гнезда, а фиксаторы выполнены в виде парных полых цилиндров и оснащены пневмоцилиндрами, связанными пневматически с полыми цилиндрами, при этом тележка и ползун установлены с возможностью осевого перемещения по воздухопроводу и связаны между собой посредством пневмоцилиндра, рабочие полости которого связаны пневматически с гнездами и фиксаторами, а шток и корпус закреплены соответственно в тележке и ползуне. Источники информации, иринятые во внимание при экспертизе
1. Авторское свидительство СССР № 358228, кл. В 65 G 25/04, 1970.
2 . Авторское свидетельство СССР Кч 430014, кл. В 65 G 25/04, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для сборки изоляторов | 1986 |
|
SU1403107A1 |
| Автоматическая литейная линия изготовления отливок вакуумной формовкой | 1987 |
|
SU1581472A1 |
| Шаговый конвейер | 1979 |
|
SU859258A1 |
| Шаговый конвейер | 1980 |
|
SU1079557A1 |
| Устройство для обслуживания леток электропечей | 1989 |
|
SU1633250A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2008 |
|
RU2373320C1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СБОРКИ РЕЛЬСОШПАЛЬНЫХ РЕШЕТОК ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2285080C1 |
| Устройство для рубки мяса | 1989 |
|
SU1717057A1 |
| Конвейерная тележка | 1972 |
|
SU578233A1 |
| Шагающий конвейер | 1981 |
|
SU975520A2 |
,
j
17 8 f
Воздух
j г
2
