(54) ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦР.НТРОБЕЖНОГО ЛИТЬЯ ФАСОННЫХ ОТЛИВОК
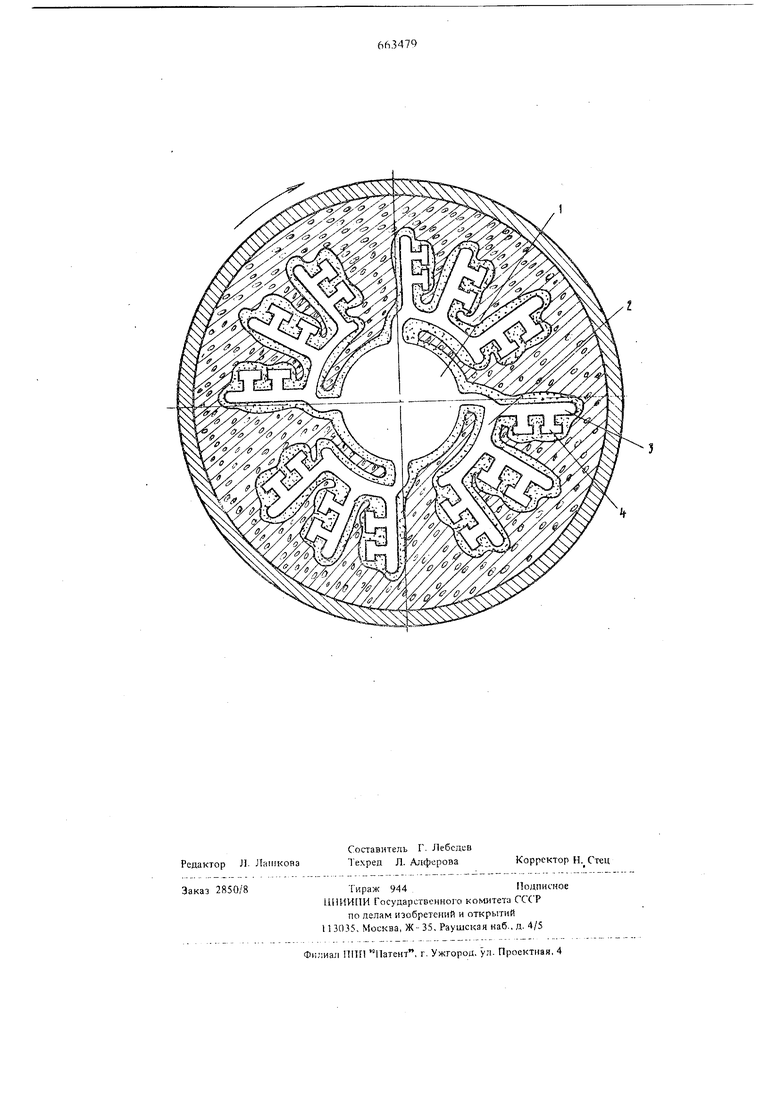
к месту соединения ко.глсктора 2 с металле11(111е.(миком I, радиальный канал 3. Движение металла по радиальному каналу 3 иод действием цен1роГ1еж П)1х и инррциомных сил происхоjyir по чадной, относительно направления вращения, стенке канала с одновременным уменьшением сечения потока. Это приводит к тому, что скачала металл заполняет наиболее удаленные от оси нрашения полости 4, а затем поочередно остальные полости 4, соединенные питателями с рассматриваемым радиальным каналом 3. Занолнение металлом следующего и остальных радиальных каналов 3 может происходить TOJTbKo после полного заполнения ближайшего к месту соединения коллектора 2 с металлоприемником 1 радиального канала 3.
Таким образом, благодаря предлагаемой литниковой системе осуществляется последовательно-направленное заполнение металлом полостей формы. Металл одновремешго может заполнять ограниченное число заливаемых полостей 4, равное количеству коллекторов 2. Заполнение каждой полости происходит при высокой весовой скорости заливки, что позволяет улучшить заполняемость рабочих полостей формы и качество тонкостенных отливок.
Опробование приведенной литнкковой системы показало, что брак отливок по недоливам металла стшжается в 2 раза в сравнении с известными типами литниковых систем. Одновременно появляется возможность изготовления отливок с толщиной стенок в 1,2-1,5 раза меньшей, чем при сутцествуюших литниковых системах, что позволяет снизить объем механической обработки тонкостенных стальных деталей на 20%.
При средней стоимости 1 т тонкостенных стальных фасонных отливок 1,2 тыс.руб. и браке отливок 10. снижение брака до 5% позволяет получить экономический эффект в размере 60 руб.
При средней стоимости механической обработки 1 т этих отливок 2,0 тыс.руб. сокрашение объема механической обработки на 20% позволит получить экономический эффект в размере 400 руб.
Суммарный экономический эффект составит 460 руб. на 1 т готовых деталей.
Формула изобретения
Литниковая система для центробеж1гого литья фасонных отливок, включающая расположенный по оси вращения металлоприемник, сообщающийся через кольцевой коллектор с питателями и заливаемыми полостями, отличающаяся тем, что, с целью повышения качества тонкостеш1ых отливок путем увеличения весовой скорости заполнения полостей формы, коллектор выполнен в виде отдельных частей кольца, расположенных по направлению вращения относительно, места соединения с металлоприемником, с отходящими радиальными каналами, а питатели и заливаемые полости расположены по направлению вращения от радиальных каналов.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 350579, кл. В 22 D 13/04, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литниковая система для центробежного литья фасонных заготовок | 1981 |
|
SU996082A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2009007C1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ФАСОННОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 2013 |
|
RU2558698C2 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ФАСОННОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 2014 |
|
RU2570138C1 |
| Устройство для центробежного литья | 1979 |
|
SU854570A1 |
| Способ литья под давлением | 1990 |
|
SU1787675A1 |
| МЕТАЛЛОПРИЕМНИК ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 2008 |
|
RU2402403C2 |
| Установка для центробежного литья | 1981 |
|
SU980942A1 |
| Литниковая система для заливки крупногабаритных тонкостенных отливок, представляющих собой тела вращения из магниевых сплавов в атмосфере защитного газа, в формы из ХТС | 2019 |
|
RU2738170C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФАСОННЫХ ОТЛИВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2284244C2 |