(54) УСТРОЙСТВО ДЛЯ СБОРКИ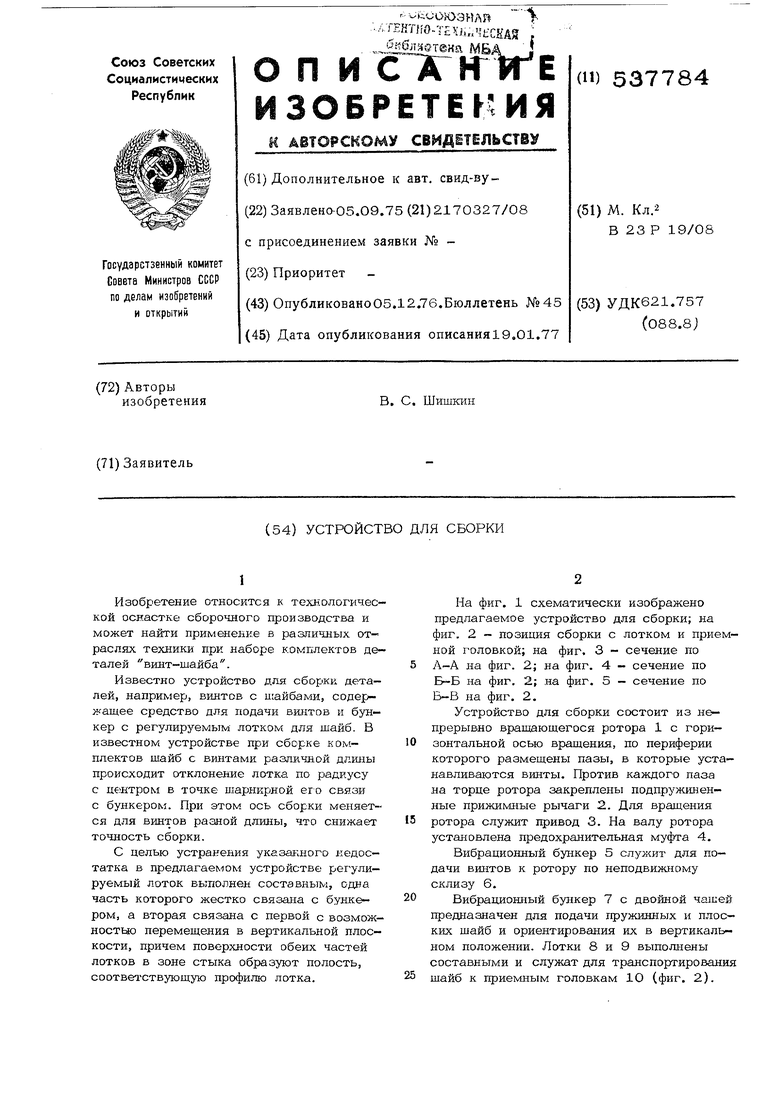

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки винтов с шайбами | 1977 |
|
SU704751A1 |
| Устройство для автоматической сборки составных частей химических источников тока | 1991 |
|
SU1790016A1 |
| Автомат для сборки болтов с шайбами | 1985 |
|
SU1349953A1 |
| Устройство для сборки винта с шайбами | 1986 |
|
SU1404234A1 |
| Автомат для сборки болтов с шайбами | 1980 |
|
SU921759A1 |
| АВТОМАТ ДЛЯ СБОРКИ БОЛТОВ С ШАЙБАМИ | 1971 |
|
SU426786A1 |
| Автомат роторного типа для сборки болтов с шайбами | 1975 |
|
SU556928A1 |
| Устройство для сборки корпусных деталей с комплектующими | 1988 |
|
SU1511042A1 |
| Устройство для подачи контактных выводов на позицию прессования в автомате для сборки непроволочных сопротивлений | 1959 |
|
SU131813A1 |
| Устройство для сборки крепежного элемента с шайбами | 1987 |
|
SU1526944A1 |
1
Изобретение относится к технологической оснастке сборочного производства и может найти применение в различных отраслях техники при наборе комплектов деталей винт-шайба.
Известно устройство для сборки деталей, например, винтов с Я1айбами, содержащее средство для подачи винтов и бункер с регулируемым лотком для шайб. В известном устройстве при сборке комплектов шайб с винтами различной длины происходит отклонение лотка по радиусу с центром в точке шарнирной его связи с бункером. При этом ось сборки меняется для винтов разной длины, что снижает точность сборки.
С целью устранения указа шого недостатка в пpeдлaгae 1oм устройстве регулируемый лоток выполнен составным, одна часть которого жестко связана с бункером, а вторая связана с первой с возможностыо перемещения в вертикальной плоскости, причем поверхности обеих частей лотков в зоне стыка образуют полость, соответствующую профилю лотка.
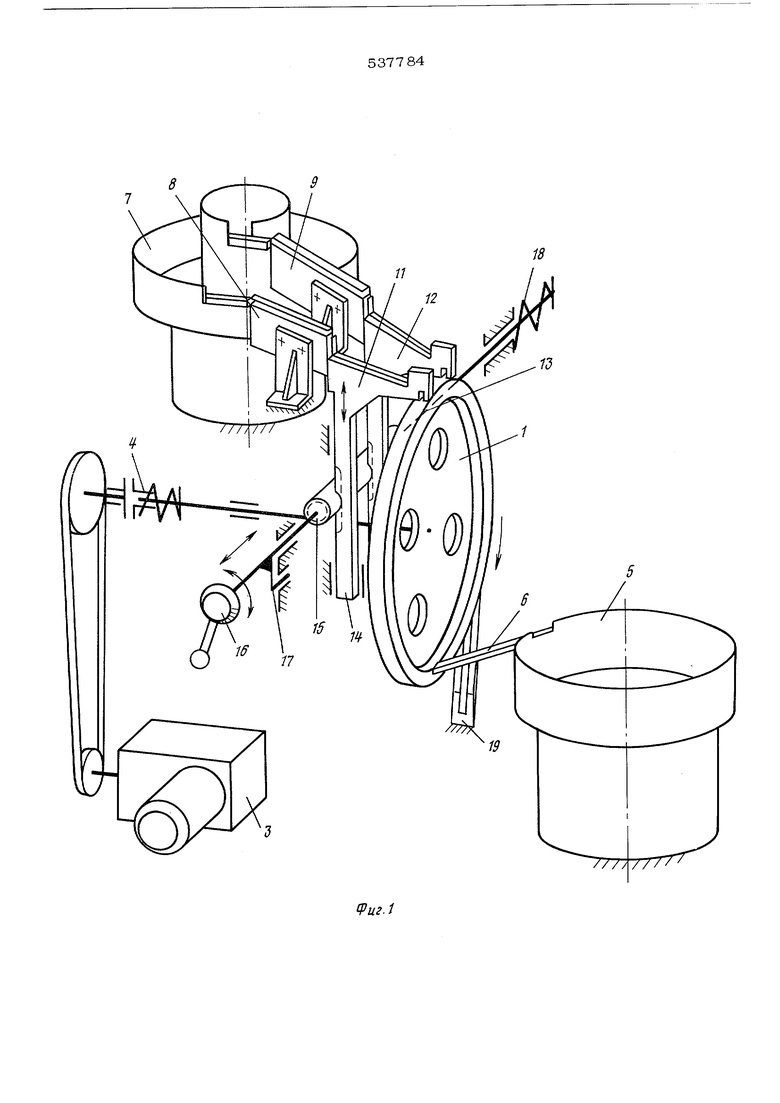
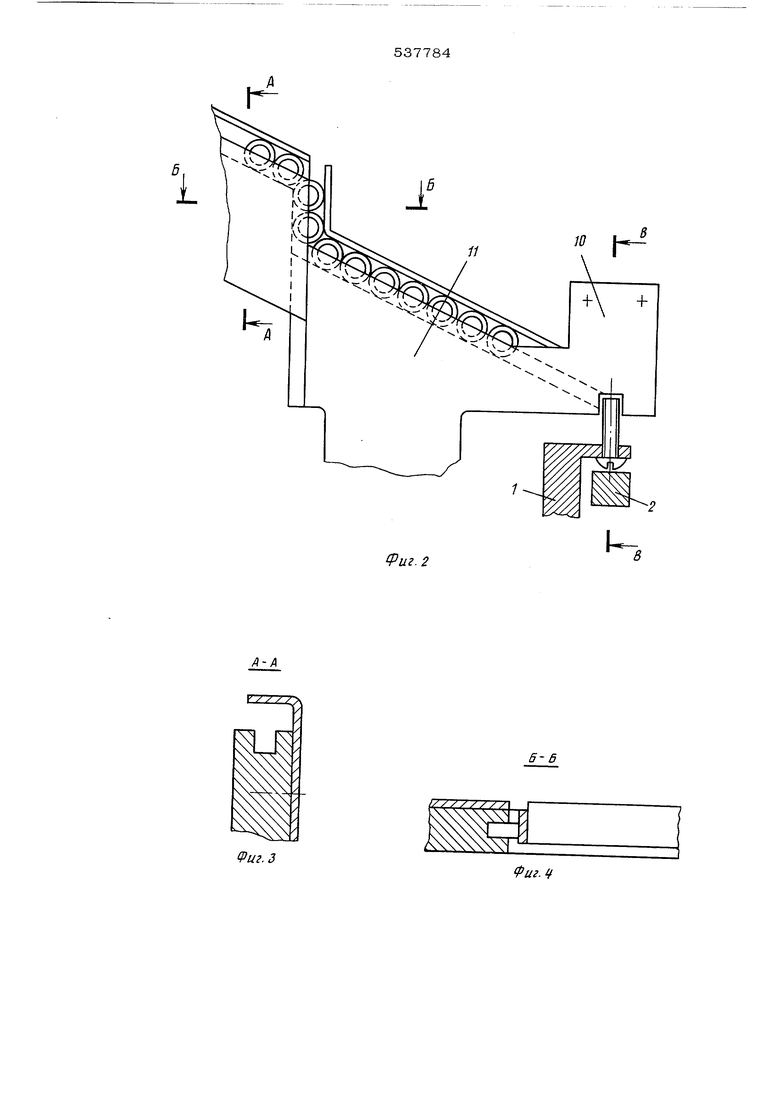
На фиг. 1 схематически изображено предлагаемое устройство для сборки; на фиг. 2 - позиция сборки с лотком и приемной головкой; на фиг. 3 - сечение по А-А на фиг. 2; на фиг. 4 - сечение по Б-Б на фиг. 2; на фиг. 5 - сечеНие по Ei-B на фиг. 2.
Устройство для сборки состоит из непрерывно вращающегося ротора 1 с горизонтальной осью вращения, по периферии которого размещены пазы, в которые устанавливаются винты. Против каждого паза на торце ротора закреплены подпружиненные прижимные рычаги 2. Для вращения ротора служит привод 3. На валу ротора установлена предохранительная муфта 4.
Вибрационный бункер 5 служит для подачи винтов к ротору по неподвижному склизу 6.
Вибрационный бункер 7 с двойной чашей предназначен для подачи пружинных и плоских шайб и ориентирования их в вертикальном положении. Лотки 8 и 9 выполнены составными и служат для транспортирования щайб к приемным головкам 10 (фиг. 2).
Лотки HMBiuT часть, жестко связанную с бункером, и часть, перемещающуюся относительно первой в вертикальной плоскости. Подвижные части 11 и 12 с-ооих ЛОТКОБ связаны с рейками 13 и 14, которые установлены в направляющих. Гейки сцеплены с реечной шестерней 15, на валу которой установлены рукоятка 16, фиксатор 17 и пружина 18. Неподвижные и подвижные участки лотков в зоне стыка образуют полости, соответствующие профилю лотков для прохождения по ним деталей. При перемещении подвижного участка 11 или 12 он скользит своим торцом по торцу неподвижного участка.
Лоток 19 установлен под острым углом к плоскости вращения и длужит для отвода собранных комплектов из паза ротора и сброса их в тару.
Устройство работает следующим образо
Ротор 1 вращается непрерывно с постоянной скоростью. Винт подается из бункера 5 и, скользя головкой по склизу 6 стержнем вниз, западает в паз ротора, когда последний проходит мимо этого склиза. По мере вращения ротора винт зажимается рычагом 2 и в верхнем положении, примерно через пол-оборота, винт захватывает из приемной головки 10 пружинную щайбу (фиг. 5), поданную туда по лотку 8 из бункера 7. Затем аналогичным образом винт захватывает плоскую шайбу. Далее винт выступающим из ротора стержнем попадает в лоток 19, рычаг 2 отжимается, а винт вместе с надетыми на него шайбами отводится из паза ротора и попадает в тару.
Наладка устройства происходит следующим образом.
Потянув за рукоятку 16, перемещают шестерню 15 вдоль оси и выводят фиксатор 17 из гнезда. Затем поворачивают рукоятку в положение, соответствующее длине
винта, указанной на лимбе рукоятки. При этом шестерня 15, вращаясь, синхронно перемещает обе рейки 13 и 14 и связанные с ними подвижные части 11 и 12 лотков с приемными головками. Приемные головки при этом размещаются на требуемой для сборки высоте по оси винта, т. е. по оси сборки . После этого рукоятку отпускают и пружина 18 перемещает щестерню 15 в исходное положение. Одновременно
фиксатор 17 вводится в следующее гнездо. Число гнезд фиксатора соответствует числу различных длин собираемых винтов.
Формула изобретения
Устройство для сборки,, например, винтов с щайбами, содержащее средство для подачи винтов и бункер с регулируемым лотком для щайб, отличающеес я тем, что, с целью повышения точности сборки с одновременным расщирением технологических возможностей устройства, регулируемый лоток выполнен составным, одна часть которого жестко связана с бункером, а вторая связана с первой с возможностью перемещения в вертикальной плоскости, причем поверхности обеих частей лотков в зоне стыка образуют полость, соответствующую профилю лотка.
Источники информации, принятые во внимание при экспертизе:
k.
В
Фиг. 2
9и.3
Б- В
Фиг.
10
