(54) УСТРОЙСТВО ДЛЯ СБОРКИ ВИНТОВ С ШАЙБАМИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки комплектов винт-шайба | 1987 |
|
SU1445897A1 |
| Автомат для сборки крепежных элементов | 1981 |
|
SU1007899A1 |
| Многопозиционный сборочный автомат | 1981 |
|
SU1009692A1 |
| Автомат для сборки дюбелей с шайбами | 1991 |
|
SU1794004A3 |
| Станок для сборки комбинированного шипа противоскольжения | 2023 |
|
RU2821136C1 |
| Устройство для автоматической сборки винтов с шайбами | 1982 |
|
SU1036489A1 |
| АВТОМАТ ДЛЯ СБОРКИ РЕГУЛИРУЮЩЕГО УЗЛА ПРУЖИНЫ | 1973 |
|
SU375150A1 |
| Автомат для сборки болтов с шайбами | 1980 |
|
SU921759A1 |
| Устройство для комплектования болтов с шайбами | 1974 |
|
SU663526A1 |
| Автомат для сборки крепежных изделий | 1987 |
|
SU1528636A1 |
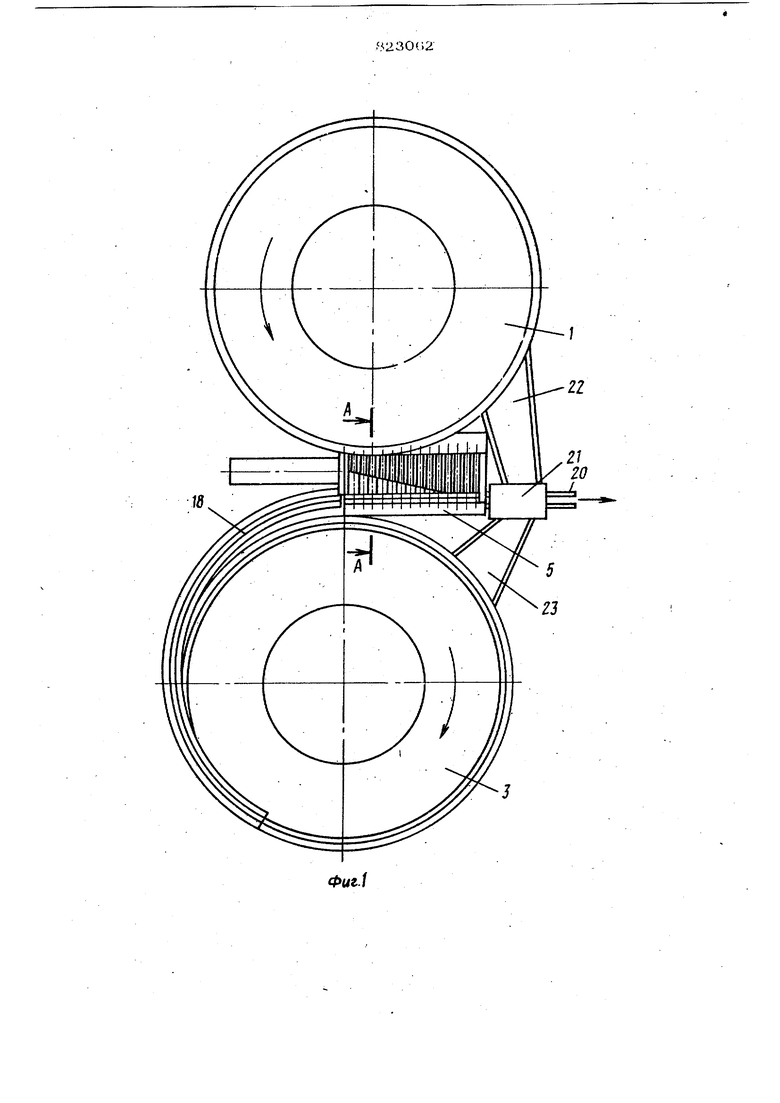
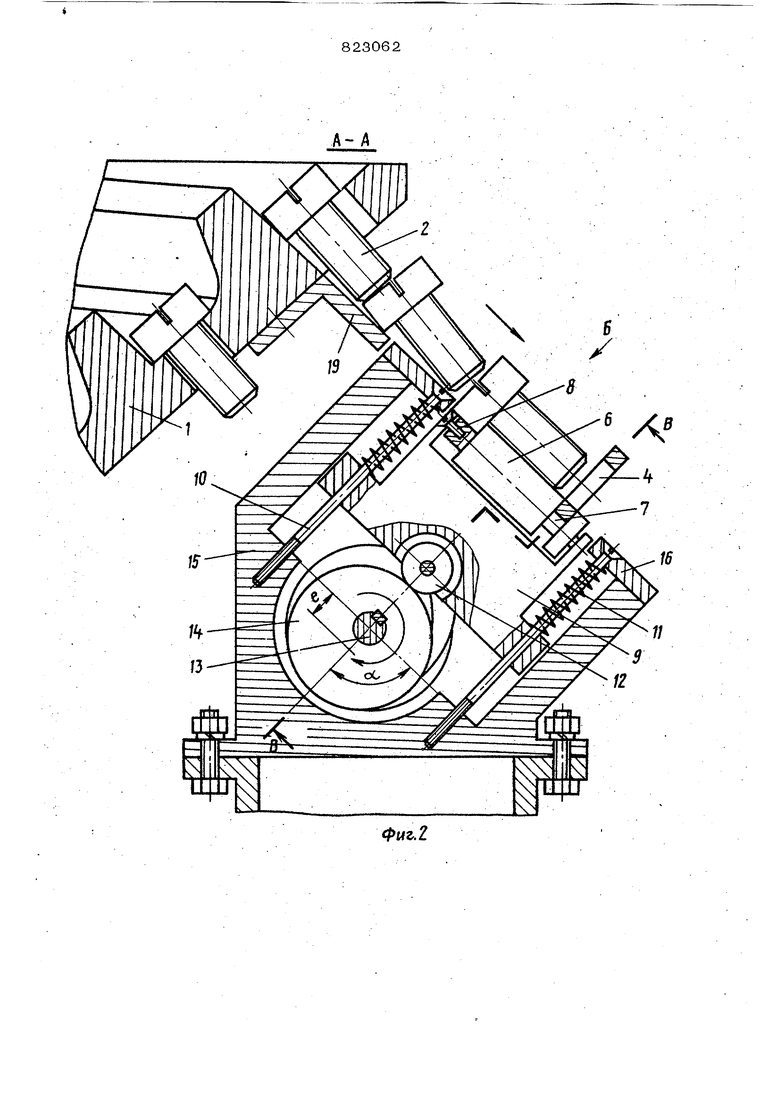
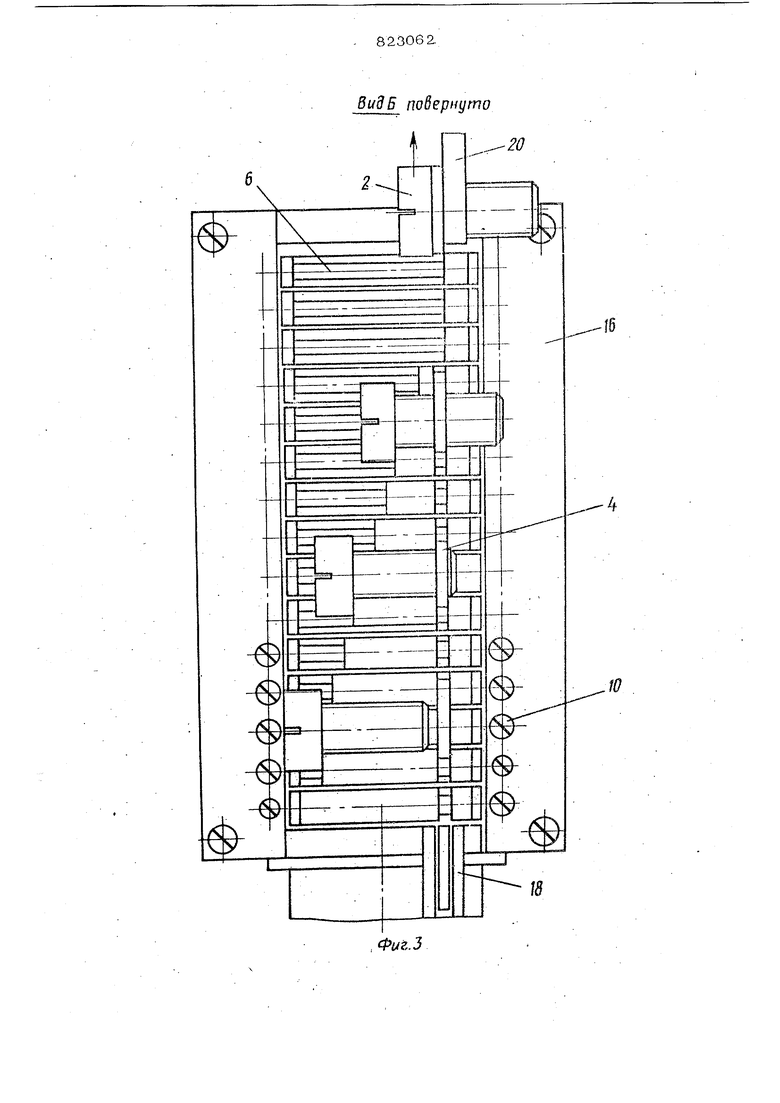

Изобретение относится к машиностроеняю и может быть использовано-при автоматизации крупносерийного и массо- вого производства. Известно устройства для сборки винто с шайбами, содержащее питатели с лотками fl. . Однако устройство обладает низкой производительностью. Цель изобретения .- повышение произ- водительности труда. Поставленная цэль достигается тем, что устройство снабжено ползунами, ступенчатыми валиками с цили{{дрической проточкой и распределительным валом с эксцентриками, каждый валик установлен в ползуне, который упруго поджат к распределительному валу, а эксцентрики этого вала установлены друг относительно друга с угловым смещением, п)ричем цилиндрическая проточка выполнена акс-. иентрично относительно оси валик а. На фиг. 1 изображено устройство для сборки винтов с шайбами общий вид на фиг. 2 - разрез А-А на фиг. 17 на фиг. 3 - вид Б на фиг. 2, на .фиг. 4 В-В на фиг. 2. Устройство состоит из питателя, выполнежого в виде вибробункера 1 для винтов 2 и вибробункера 3 для шайб 4, между которыми расположена сборочная позиция 5, состоящая из ряда последовательно .расположенных перпендикутшрно направлению транспорггирова Ния ступенчатых валиков 6, каждый из которых снабжен цилиндрической проточкой 7 под шайбу 4, вьшопненной эксцентрично относительно оси валика. Последний уста нрвлен в осях 8, которые смонтировашл в плоском ползуне 9, перемещаемом в направляющих 1О и упруго поджатом пружинами 11 через роликовую Ьпару 12 к распределительному валу 13. Эксцентрики 14 последнего установлены друг относительно- друге со смешением на угол . Размер ступеньки t ступенчатых валиков последовательно воэа;ггает в аави имости от места расположсния в 1лнков от начала сборочной позиции к оо концу таким образом, Что ступеньки постепенно сближаются с кодьцовой проточкой 7. Направляющие 10 выполнены циливдрическими и закреплены в корпусе 15 и в планке 16 , также установленной на корпусе. Распределительный вал 13 установлен в корпусе в подшипниках 17 и приводится во вращение от электродвигателя со встроенным редукто ром. В начале сборочной позиции расположены лотки для подвода шайб 18 и винтов 19. На выходе из сборочной позиции расположен отводной лоток 20 с контрольным устройством 21 для проверки комплектности собранных деталей и отводные лотки 22 и 23 для возврата несобравшихся по каким-либо причинам винтов и шайб в свои бункера. Устройство работает следующим образом. Под действием вибрации в вибробункерах 1 и 3 происходит ориентировани винтов 2 и шайб 4 в удобное для сборки положение. По лоткам 18 и 19 они подаются на сборочную позицию таким обра зом, что шайбы 4 поступают в цилиндрическую приточку 7 ступенчатых валиков а винты 2 перпендикулярно направлению транспортирования поступают во впадину, образованную находящимися на разной в ысоте валиками, прижатыми к эксцентри кам распределительного вала 13. При врашении распределительного вала 13 каждый ий ползунов 9 совершает в направляющих 10 под воздействием эксцентриков 14 и пружин 11 возвратнойоступательное движение. Однако за счет того, что эксцентрики развернуты друг относительно друга на угол , движение каждого последуюш. ползуна запаздывает по фазе движения также на величину этого угла. Оси ступенчатых валиков, закрепленные в nontsyHax 9, срвершают волновое движение, амЛлнтуда которого равна двойному эксцеитриситоту эксцентриков 14. Сопрягаемые детали стремятся занять .viecTO во впадине бегущей волны получаемого таким образо во.1 оиого двилчрпия, а вершина этой вол ны также как и впадина, перемешает п лаправлоии трписпортирован1ш. 8 24 За счет наклона сборочной позиции к горизонтальной плосксч:ти в плоскости, перпендикулярной направлению транспорта рования, и за счет того, что длина ступеньки валика постепенно увеличивается по мере перемещения от начала к концу сборочной позиции, вкнты 2 перемещаются в направлении сборки под действием составляющей своего веса и сопрягаются с шайбой 4 в процессе траиспортировання. За счет трения между материалом винта и материалом ступенчатого валика 6 последний в процессе относительного движения поворачивается вокруг осей 8, и за счет эксцентричного расположения цилиндрической проточки 7 происходит сканирование шайбы относительно винта, что способствует улучш-ению условий собираемости комплектуемых деталей. После сборки собранные комплекты поступают по лотку 20 в контрольное устройство 21, где происходит отсортировка несобравшихся по каким-либо причинам винтов и шайб, которые возвращаются в соответствующие бункеры по лоткам 22 и 23. Формула изобретения 1.Устройство для сборки винтов с шайбами, содержашее питатели с лотками, отлич а юшееся тем, что, с целью повышения производительности, оно снабжено ползунами, ступенчатыми валиками с цилиндрической проточкой и распределительным валом с эксцентриками, каждый валик установлен в ползуне, который упруго поджат к распределительному валу, а эксцентрики этого вала установлены друг относительно друга с угловым смещением. 2.Устройство по п. 1, о т л и ч аю ш е е с я тем, что, с целью улу-1шелия условий самоориентирования деталей, цилипдрическая проточка иыполненл эксцентрично относительно оси валика. Источ-ники инфор мадии, принятые во внимание при экспортлзе 1. Авторское свидетодьстио СССР N 663526, кл. В 23 F 19/08, 19,8.
Фиг.2
В ид Б подернуто
20
Ш
Ь
Фиг.З
