(54) АВТО/ПАТ ДЛЯ СБОРКИ БОЛТОВ С ШАЙБАМИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для комплектования болтов с шайбами | 1974 |
|
SU663526A1 |
| Автомат роторного типа для сборки болтов с шайбами | 1975 |
|
SU556928A1 |
| Устройство для сборки комплектов винт-шайба | 1987 |
|
SU1445897A1 |
| Автомат для сборки крепежных изделий | 1987 |
|
SU1528636A1 |
| Сборочный автомат | 1982 |
|
SU1144827A1 |
| Автомат для сборки винтов с шайбами | 1988 |
|
SU1708571A1 |
| Устройство для сборки крепежного элемента с шайбами | 1987 |
|
SU1526944A1 |
| Устройство для сборки винтов с шайбами | 1977 |
|
SU704751A1 |
| Сборочный автомат | 1977 |
|
SU707754A1 |
| Автомат для сборки крепежных элементов | 1981 |
|
SU1007899A1 |
1
Изобретение относится к автоматизации сборочных процессов в машиностроении и предназначено для сборки болтов с шайбами.
Известен автомат для сборки болтов с шайбами, содержащий станину, питатель для болтов с лотком подачи, вибробункер для шайб, выполненный в виде конической чаши со спиральным лотком, отводной лоток и систему управления 1.
Недостатком известного автомата является наличие подаюших, питаюших и отсекаюших механизмов, что загромождает и усложняет конструкцию автомата.
Цель изобретения - упрощение конструк дни автомата и повышение его компактности путем выполнения сборочных операций непосредственно на чаше вибробункера для шайб, что сокращает до минимума питающие, подающие и отсекающие механизмы.
Поставленная цель достигается тем, что на последнем витке спирали лотка чаши вибробункера автомата выполнены ступенчатая направляющая и открытый паз, причем паз выполнен напротив дополнительно введенного устройства для создания вихревого воздущного потока.
Кроме .того, агло.мат снабжен жестко связанным с питателем ограничительным кольцо.м, концеитрично 1)асположе1П ЫМ но оси устройства для создания ви.хревого воздушного потока.
Причем автомат снабжен также датчпко.м контроля окончания сборки, расно.юженным на отводном :1отке.
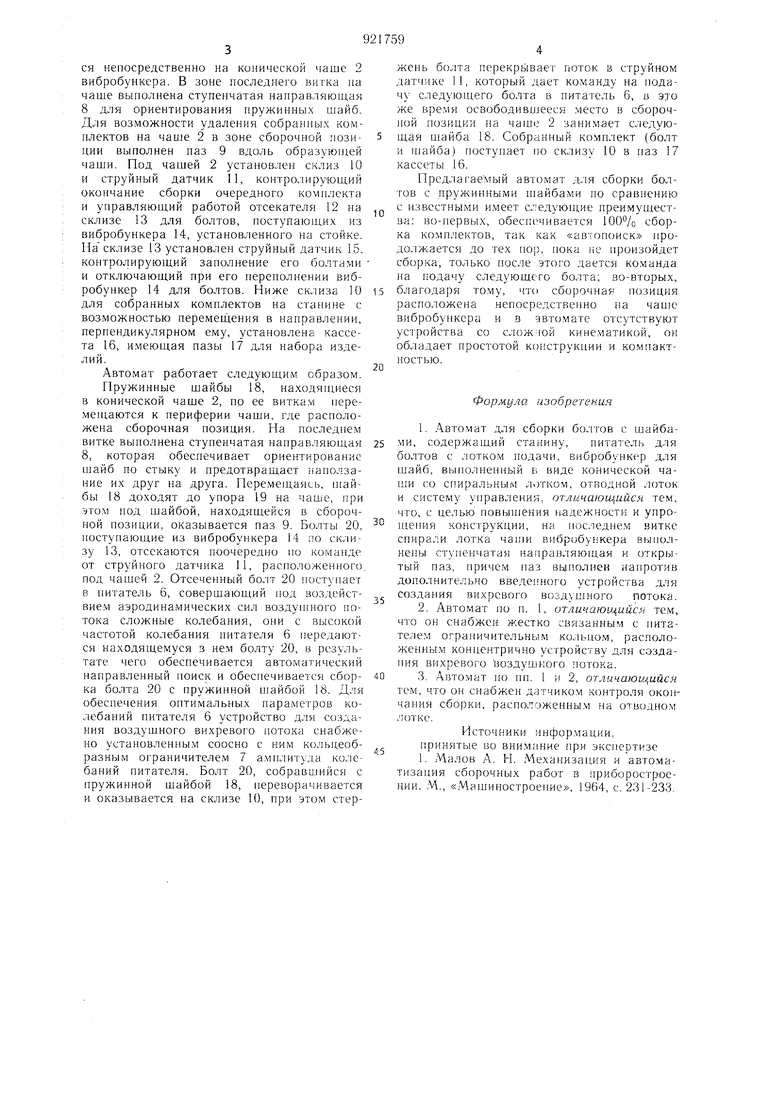
На фиг. 1 изображена схема пред.1агаемого автомата, разрез; на фиг. 2 -- то же,
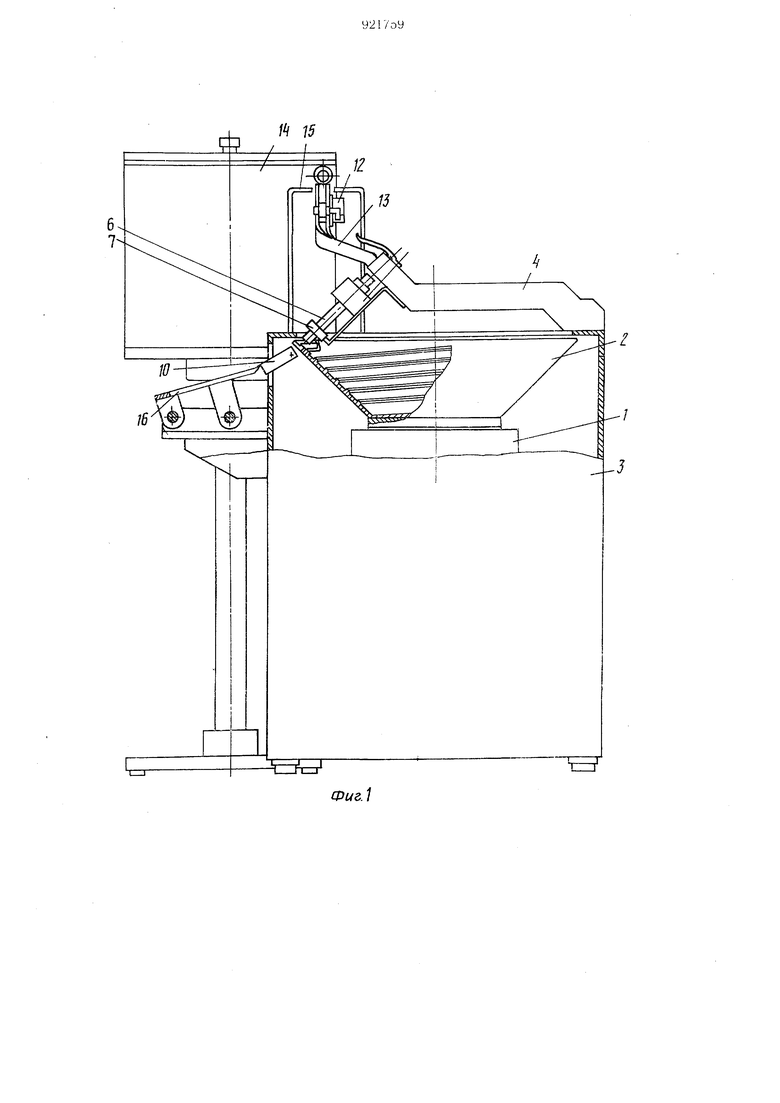
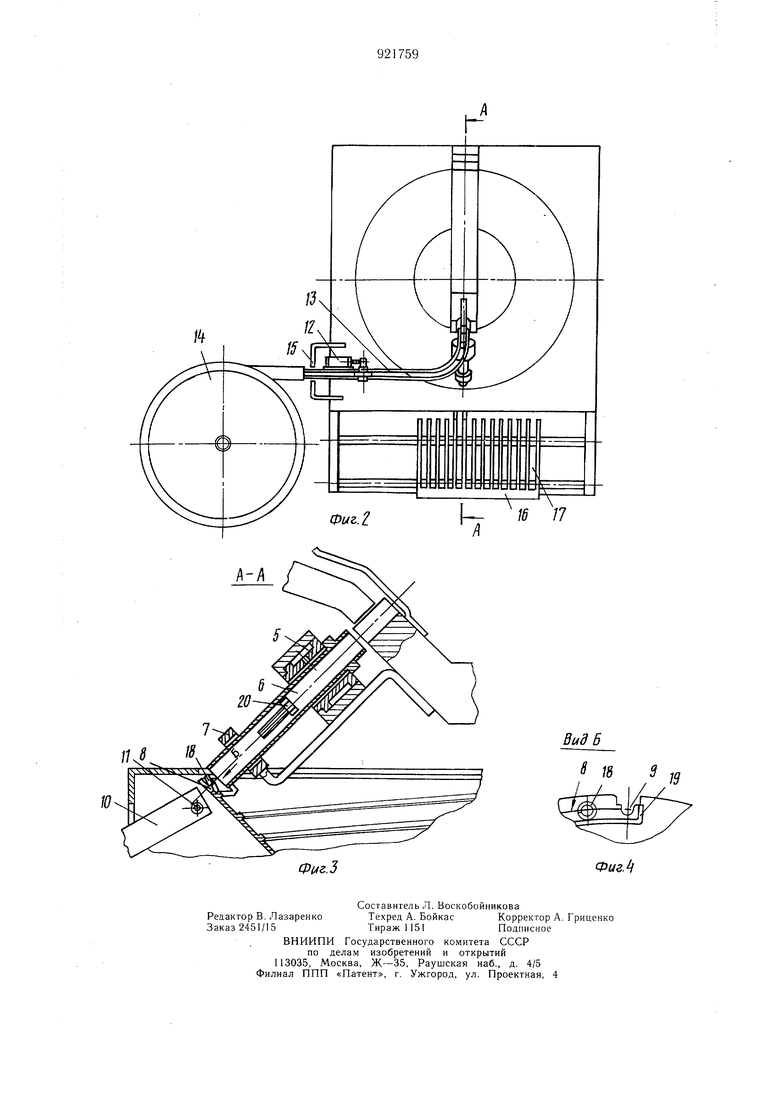
10 вид сверху; на фиг. 3 - разрез А- А на
фиг. 2; на фиг. 4 -- вид Б на фиг. 3. Вибробункер 1 для шайб с конической чашей 2 расположен внутри станины авто.мата 3. Над чашей вибробункера перпендикулярно ее образуюн1ей на кронп1тейне 4,
жестко связанном со станиной 3, установлено устройство для создания воздущно1о вихревого потока 5, внутри него с радиальным зазоро.м расиоложен трубчатый гпггатель 6 для болтов. С устройством для создания воздушного вихревого потока 5 связан установленный соосно с ним ко,1ьцевой ограничитель 7 ами,1итуды колебаний иитателя 6 для болтов. Питатель 6 расно.южен над сборочной позицией, которая находится непосредственно на конической чаше 2 вибробункера. В зоне последнего витка на чаше выполнена ступенчатая нанравляющая 8 для ориентирования пружинных шайб. Для возможности удаления собранных комплектов на чаше 2 в зоне сборочной позиции выполнен паз 9 вдоль образуюп1ей чаши. Под чашей 2 установлен склиз 10 и струйный датчик 11, контролиру-юндий окончание сборки очередного комгкчекта и управляюш,ий работой отсекателя 12 на склизе 13 для болтов, поступающих из вибробункера 14, установленного на стойке. Насклизе 13 установлен струйный датчик 15. контролирующий заполнение его болтами и отключающий при его переполнении вибробункер 14 для болтов. Ниже склиза 10 для собранных комплектов на станине с возможностью перемещения в направлении, перпендикулярном ему, установлена кассета 16, имеющая пазы 17 для набора изделий.
Автомат работает следующим образом.
Пружинные шайбы 18, находяп1иеся в конической чаще 2, по ее витка.м перемещаются к периферии чащи, где расположена сборочная позиция. На последнем витке выполнена ступенчатая направляющая 8, которая обеспечивает ориентирование щайб по стыку и предотвращает 1апо.лзание их друг на друга. Перемещаясь, Н1айбы 18 доходят до упора 19 на чаше, при этом под шайбой, находящейся в сборочной позиции, оказывается паз 9. Болты 20. поступающие из вибробункера 14 по склизу 13, отсекаются поочередно ио команде от струйного датчика 11, расположенного, под чащей 2. Отсеченный болт 20 поступает в питатель 6, соверщающий под воздействием аэродинамических сил воздун1ного потока сложные колебания, они с высокой частотой колебания питателя 6 передаются находящемуся з нем болту 20, в результате чего обеспечивается автоматический направленный поиск и обеспечивается сборка болта 20 с пружинной шайбой 18. Для обеспечения оптимальных параметров колебаний питателя 6 устройство для создания воздушного вихревого потока снабжено установленным соосно с ним кольцеобразным ограничителем 7 а.мплитуда колебаний питателя. Болт 20, собравшийся с пружинной щайбой 18, переворачивается и оказывается на склизе И), при этом стержень болта перекрьшает поток в струйном датчике 11, который дает команду на подачу следующего болта в питатель 6, в это же время освободивгпееся место в сборочной позиции на чаше 2 занимает следующая шайба 18. Собранный комплект (болт и ) поступает но склизу 10 в паз 17 кассеты 16.
Предлагаемый автомат для сборки болтов с пружинными П1айбами по сравнению с извсстны.ми имеет следуюн1ие преимущества: во-первых, обеспечивается 100% сборка комплектов, так как «автопоиск продолжается до тех пор-, пока lic произойдет сборка, только после этого дается команда па подачу следующего болта; во-вторых, благодаря тому, что сборочная позиция расположена непосредственно на чаше внбробункера и в автомате отсутствуют устройства со слож-юй кинематикой, он обладает простотой конструкции и компактностью.
Формула изобретения
Источники инфор.мации, принятые во внимание при экспертизе 1. Малов А. И. Механизация и автоматизация сборочных работ в приборостроении. Л ., «Ма1пиностроение, 1964, с. 231-233. / 15
