(54) УСТАНОВКА ДЛЯ СУШКИ ИЗДЕЛИЙ 
| название | год | авторы | номер документа |
|---|---|---|---|
| Окрасочно-сушильный агрегат | 1987 |
|
SU1520808A1 |
| ОКРАСОЧНО-СУШИЛЬНАЯ ЛИНИЯ | 1991 |
|
RU2024325C1 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
| Установка для окраски изделий | 1977 |
|
SU716620A1 |
| Поточная линия для обработки металлоконструкций | 1984 |
|
SU1191245A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КИРПИЧЕЙ | 1995 |
|
RU2054354C1 |
| Полуавтоматическая линия для сборки трубчатых секций теплообменников | 1982 |
|
SU1134336A1 |
1
Изобретение относится к технике сушки иможет быть, использовано в авиационной, электротехнической и других отраслях промышленности для обработки покрытий на изделиях.
Известна установка для сушки изделий, содержащая сушильную камеру и размещенные в ней транспортер для горизонтального перемещения рам с высуиливаемыми изделиями и вертикальные конвейеры подачи и съема последних с транспортера 1. Такая установка является наиболее близкой к изобретению по своей технической сущности и достигаемому результату.
Эта установка работает следующим образом: высушиваемые изделия с помощью вертикального конвейера подачи помещают в сушильную камеру на транспортер, которым они перемещаются по горизонтальному пути в камере и высушиваются, а затем с помощью другого вертикального конвейера снимаются с. транспортера. Недостатком известной установки является вероятность простоев из-за неритмичной подачи и съема изделий с транспортер,- что снижает производительность .:
Цель изобретения - повьшенне производительности.
Поставленная цель достигается тем, что конвейеры снабжены магазинами-накопителями, каждый из которых выполнен в виде двух неподвижнйх коробчатых направляющих и перемешивающихся по ним приводных тележек, к которым с помощью демпферов и рычагов прик0реплены подвижные опорные балки, несущие рамы с изделиями, и каждый магазин-накопитель снабжен телескопическим устройством для навески и снятия рам с конвейеров.
5
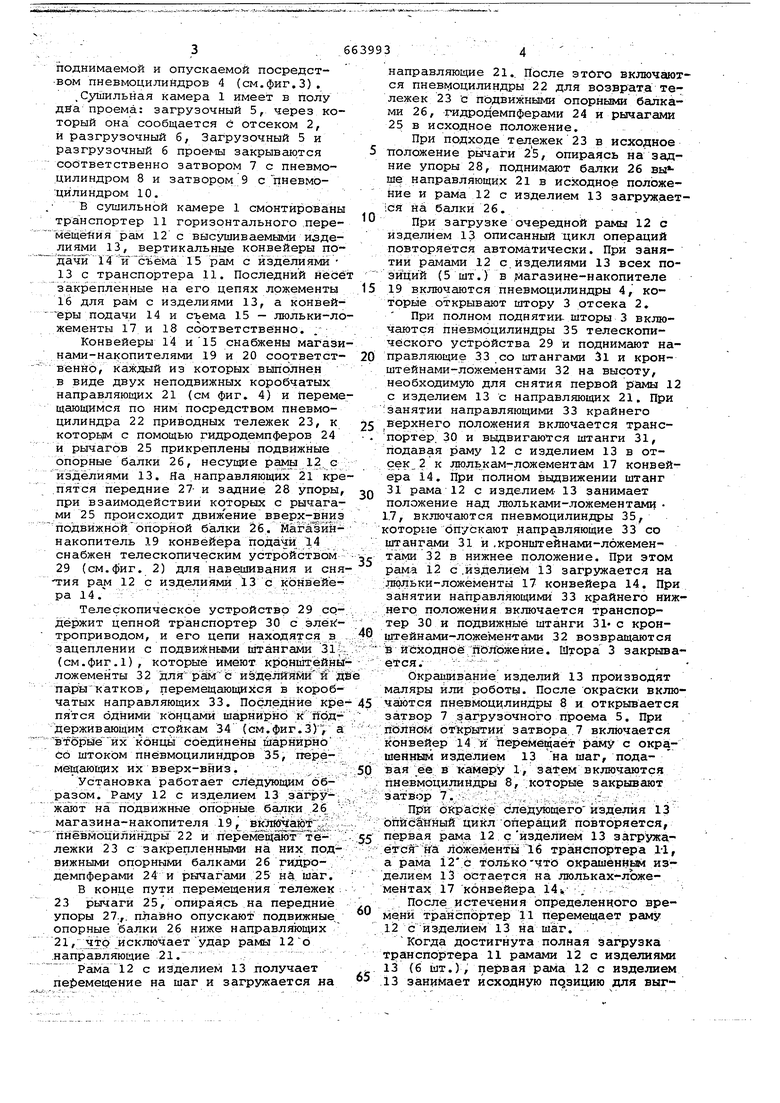
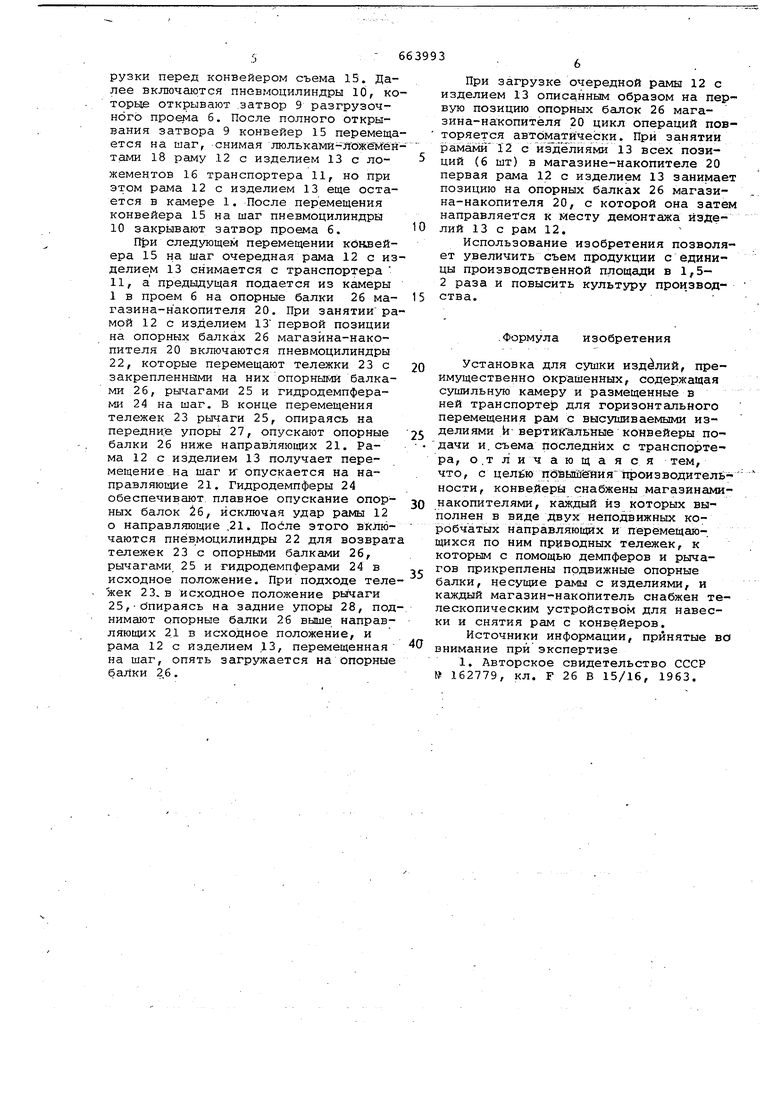
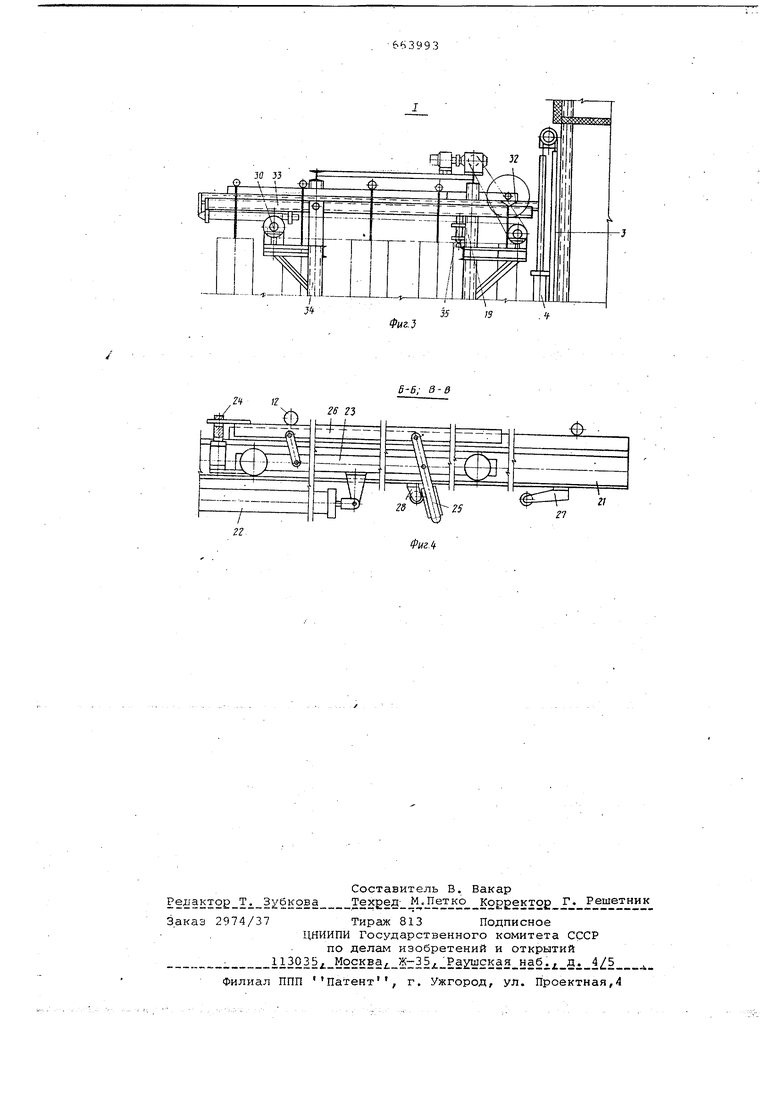
На фиг. 1 схематически изображена предлагаемая установка, продольный разрез; на фиг. 2 разрез А-А фиг, 1; на фиг. 3 - узел I на фиг. 1;
0 на фиг. 4 - разрезы Б-Б и В-В на фиг.2.
Предлаг аемая установка .содержит теплоизолированную сушильную камеру 1, смонтированную на одном рамном
5 каркасе, с отсеком 2, используемым в основном для окраски и расположенным непосредственно под сушильной камерой Г. Отсек 2 ограничен перегородками из листовой и шторой 3 поднимаемой и опускаемой посредством пневмоцилиндров 4 (см.фиг,3), ,Сушильная камера 1 имеет в полу дна проема: загрузочный 5, через который она сообщается с отсеком 2, и разгрузочный 6, Загрузочный 5 и разгрузочный 6 проемы закрываются соответственно затвором 7 с пневмоцилиндром 8 и затвором 9 с пневмо:цилиндром 10, . В сушильной камере 1 смонти1Е5ованы транспортер 11 горизонтального лере мёщё-ния рам 12 с высушиваемыми иаде ЛИЯМИ 13, вертикальные конвейеры по дачй I4 ir съёма 15 рам с изделиями 13 с транспортера 11. Последний несё закрепленные на его цепях ложементы 16 для рам с изделиями 13, а конвей еры подачи 14 и съема 15 - люльки-ло жементы 17 и 18 соответственно. .Конвейеры 14 и 15 снабжены магази нами-накопителями 19 и 20 соответст веннЬ, ка.ждый из которых выполнен в виде двух неподвижных коробчатых направляющих 21 (см фиг. 4) и переме щающимся по ним посредством пневмоцилиндра 22 приводных тележек 23, к KOTOpbiM с помощью гидродемпферов 24 и рычагов 25 прикреплены подвижные опорные балки 26, несущие рамы 12 с йз дёлиями 13. На направляющих 21 кре пятся передние 27- и задние 28 упоры, при взаимодействии ксэторых с рычагами 25 происходит движение вверх-вниз подвижнойопорной балки 26, Магазййнакопитель 19 конвейера подачи 14 снабжен телескопическим устройством 29 (см,фиг. 2) для навешивания и сня гия рам 12 с изделиями 13 с конвейера 14, : : ;, ; Телескопическое устройство 29 содержит цепной транспортер 30 с троприводом, и его цепи находятся в зацеплении с подвижными штангами 31, (см,фиг.1), которые имеют кронштейны ложементы 32 ДЛЯ рай с иёделйгями и д пары катков, перемещающихся в коробчатых направляющих 33. Последние кре пятся одними концами шарнирно к Ноддерживающим стойкам 34 (см.фиг.3), а BToptSe их концы соединены шарнирно со штоком пневмоцилиндров 35, перемещающих их вверх-вниз. Установка работает следующим 66ра.зом. Раму 12 с изделием 13 загружают на подвижные опорные балки 26 магазина-накопителя 19, включают -, пн iBMoii и л йндры 22 и перемйцайют т ележки 23 с закрепленнь1ми на них подвижными опорными балками 26 гидродемпферами 24 и эачагами 25 н& шаг. В конце пути перемещения тележек , 23 рычаги 25, опираясь на передние упоры 27.,. nhaisHo опускают подвижные опорные балки 26 ниже направляющих 21, что исключаетудар рамы 126 .направляющие 21. Рама 12 с изделием 13 получает пе)емещение на шаг и загружается на направляющие 21.. После этйго включаются пневмоцилиндры 22 для возврата тележек 23 С подвижными опорными балками 26, гидродемпферами 24 и рычагами 25 в исходное положение. При подходе тележек 23 в исходное положение рычаги 25, опираясь на задние упоры 28, поднимают балки 26 вы ш направляющих 21 в исходное положение и рама 12 с изделием 13 загруж.ает;ся йа балки 26. . При загрузке очередной рамы 12 с изделием 13 описанный цикл операций повторяется автоматически. При занятии раглами 12 с. изделиями 13 всех позиций (5 шт.) в магазине-накопителе 19 включаются пневмоцилиндры 4, которые открывают штору 3 отсека 2, При полном ПОДНЯТИИ- шторы 3 включаются пневмоцилиндры 35 телескопического устройства 29 и поднимают направляющие 33 со штангами 31 и кронштейнами-ложементами 32 на высоту, необходимую для снятия первой рамы 12 с изделием 13 с направляющих 21. При :занятии направляющими 33 крайнего верхнего положения включается транспортер, 30 и выдвигаются штанги 31, подавая раму 12 с изделием 13 в отсек 2 к люлькам-ложементам 17 конвейера 14. При полном вьщвижении штанг 31 рама 12 с изделиеМ 13 занимает положение над люльками-ложементами 1.7, включаются пневмоцилиндры 35, оторые опускают направляющие 33 со штангами 31 и .кронштейнами-ложементами 32 в нижнее положение. При этом рама 12 с .изделием 13 загружается на люльки-ложементы 17 конвейера 14. При занятии направляющими 33 крайнего нижнего положения включается транспортер 30 и подвижные штанги 31-с кронштейнами-ложементами 32 возврсццаются в исходное пЬл Ьжение. Штора 3 закрывается.-- ;-:-; . , Окрашивание изделий 13 производят маляры или роботы. После окраски включзиотся пневмоцилиндры 8 и открывается затвор 7 загрузочного проема 5. При полном открытии затвора 7 включается конвейер 14 и переметает раму с окрашенным изделием 13 на шаг, подавая ее в камеру 1, затем включаются пневмоцилиндры 8, :которые закрывают затвор 7. ,. , При окраске следующего изделия 13 описанный цикл операций повторяется, первая рама 12 сизделием 13 загружаетсяна ложементы 16 транспортера Г1, а рама 12с толькочто окрашенным изделием 13 остается на люльках-ложементах 17 кбнвейера I4i-: ; . , После истечения определенного времени транспортер J1 перемещает раму 12сизделием 13 на шаг. . когда достигнута полная загрузка транспортера 11 рамами 12 с изделиями 13(6 шт.), первая рама 12 с изделием 13 занимает исходную пдзицию для выгрузки перед конвейером съема 15. Далее включаются пневмоцилиндры 10, ко торые открывают затвор 9 разгрузочного проема б, После полного открывания затвора 9 конвейер 15 перемеща ется на шаг, снимая люлькамй-лоЖвМён тами 18 раму 12 с изделием 13 с ложементов 16 транспортера 11, но при этом рама 12 с изделием 13 еще остается в камере 1. После перемещения конвейера 15 на шаг пневмоцилиндра 10 закрывают затвор проема 6. При следующем перемещении конвейера 15 на шаг очередная рама 12 с из делием 13 снимается с транспортера 11, а предыдущая подается из камеры 1 в проем 6 на опорные балки 26 магазина-накопителя 20. При занятии ра мой 12 с изделием 13 первой позиции на опорных балках 26 магазина-накопителя 20 включаются пневмоцилиндры 22, которые перемещают тележки 23 с закрепленными на них опорными балками 26, рычагами 25 и гидродемпферами 24 на шаг. В конце перемещения тележек 23 рычаги 25, опираясь на передние упоры 27, опускают опорные балки 26 ниже направляющих 21. Рама 12 с изделием 13 получает перемещение на шаг к опускается на направляющие 21. Гидродемпферы 24 обеспечивают плавное опускание опорных балок 1б, исключая удар рамы 12 о направляющие ,21. Пойле этого включаются пневмоцилиндры 22 для возврат тележек 23 с опорными балками 26, рычагами 25 и гидродемпферами 24 в исходное положение. При подходе теле жек 23. в исходное положение рьгчаги 25,Опираясь на задние упоры 28, под нимают опорные балки 26 выше направляющих 21 в исходное положение, и рама 12 с изделием 13, перемещенная на шаг, опять загружается на опорные балки 26. При загрузке очередной рамы 12 с изделием 13 описанным образом на первую позицию опорных балок 26 магазина-накопителя 20 цикл операций повторяется автоматически. При занятии рамами 12 с изделиями 13 всех позиций (6 шт) в магазине-накопителе 20 первая рама 12 с изделием 13 занимает позицию на опорных балках 26 магазина-накопителя 20, с которой она затем направляется к месту демонтажа изделий 13 с рам 12, Использование изобретения позволяет увеличить съем продукции с единицы производственной площади в 1,52 раза и повысить культуру производства. .Формула изобретения Установка для сушки изделий, преимущественно окрашенных, содержащая сушильную камеру и размещенные в ней транспортер для горизонтального перемещения рам с высушиваемыми изделиями к- вертйкальные конвейеры подачи и.съема последних с транспортера, о,тли чающаяся тем, что, с целью пбйЫйёййя производительности, конвейеры снабжены магазинаминакопителями, каждый из которых выполнен в виде двух Неподвижных коробчатых направляющих и перемещающихся по ним приводных тележек, к которым с помощью демпферов и рычагов прикреплены подвижные опорные балки, несущие рамы с изделиями, и каждый магазин-накопитель снабжен телескопическим устройством для навески и снятия рам с конвейеров. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 162779, кл. F 26 В 15/16, 1963.
б f
1 Г1 Г1 Г1 П Г1 т
г iz
35 19
ВВ; в-в
21
/7
Фиг 4
