1
Изобретение касается технологии машиностроения и может быть использовано преимущественно при изготовлении лонл еронов и других удлиненных изделий, имеющих закрученный вдоль продольной оси профиль.
Известно устройство для обработки скручиванием преимущественно прутков, содержащее неподвижную и поворотную зажимные ГОЛОВКИ, причем последняя представляет собой упругий элемент с наклеенными на него тензодатчиками, подключенными к МОСТОВОЙ схеме 1.
Недостатками известного устройства являются невысокая производительность и ограниченность номенклатуры изделий.
Известно устройство для обработки удлиненных деталей скручиванием, содержащее смонтированные на станине, связанную с приводом поворотную и неподвижную рабочий секции, на каждой из которых установлены диски с зажимными скобами и ложементами, причем диск неподвижной рабочей секции связан посредством тяги со станиной, а также датчик угла поворота детали при ее скручивании и подключенную к нему и к приводу поворотной рабочей секции систему управления скручиванием детали {2.
Недостатком известного устройства является невысокая производительность труда и невысокое качество получаемых изделий (низкая геометрическая точность) в СВЯЗИ с тем, что получение заданного остаточного угла достигается путем последовательного приближения к заданной величине за счет корректирующих нагружений, так как колебания механических и геометрических параметров детали вызывают значительный разброс остаточного угла, не позволяющий автоматизировать процесс по принципу фиксированной настройки на заданный угол скручивания.
Отличительной особенностью предлагаемого устройства является то, что оно снабжено закрепленным на тяге, соединяющей диск неподвижной рабочей секции со станиной, датчиком реакции крутящего момента, а система управления снабжена решающим органом, подключенным к датчику реакции крутящего момента и датчику угла поворота детали при скручивании.
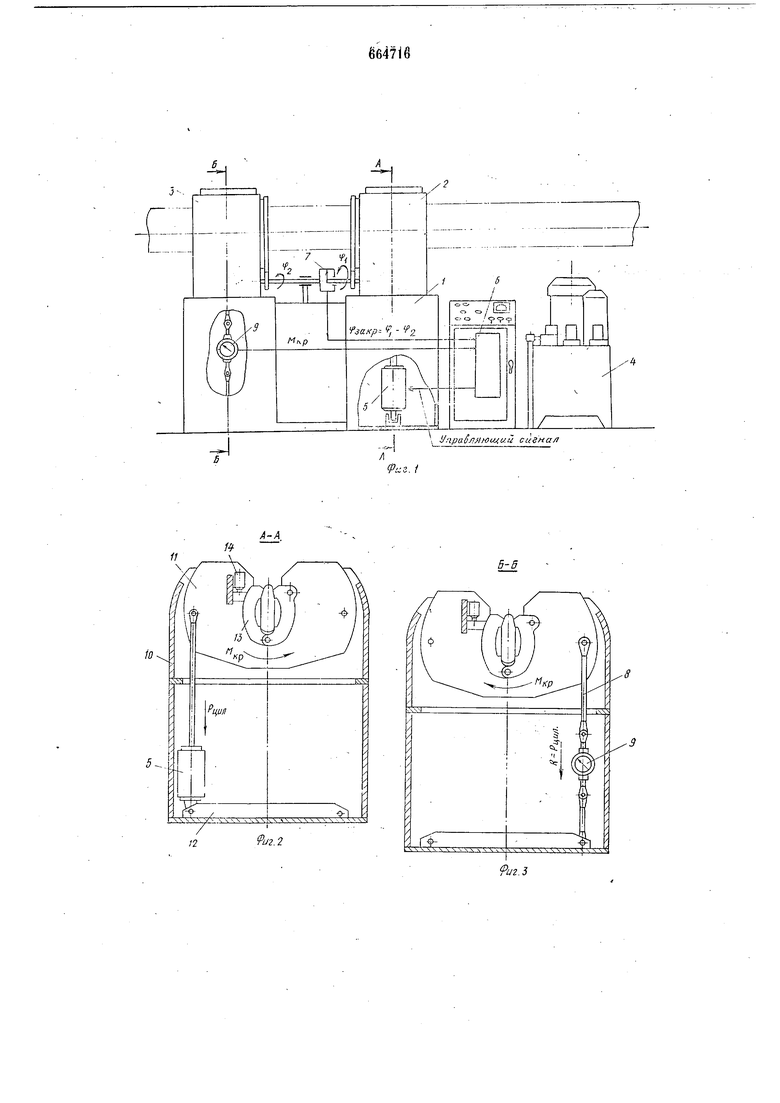
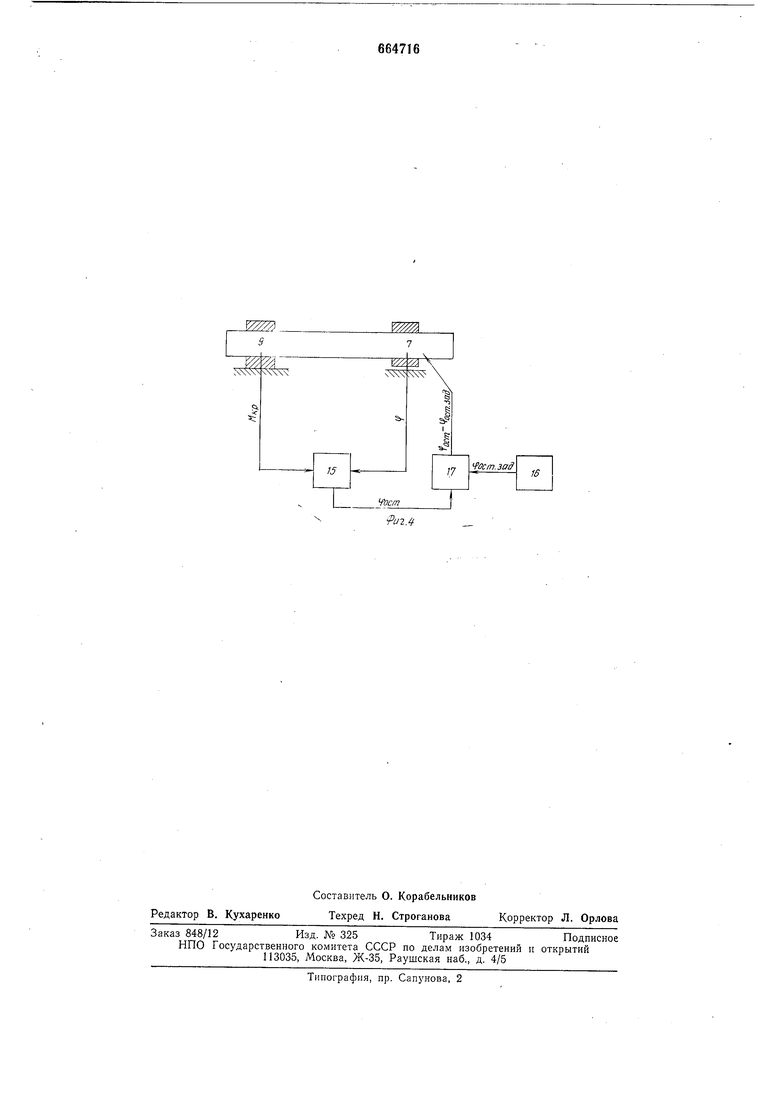
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - поворотная секция (разрез А-А фиг. 1); на фиг. 3 - неподвижная секция (разрез Б-Б фиг. 1); на фиг. 4-структурная схема системы управления.. Устройство состоит из станины 1 с закрепленными на ней поворотной 2 и неподвижной 3 рабочими секциями, гидростанции 4, привода поворотной секций в виде силового гидроцилиндра 5, системы управления 6, датчика 7 угла поворота, звена фиксации неподвижной секции в виде тяги 8 с закрепленным на ней датчиком 9 крутящего момента. Поворотная рабочая секция 2 предназначена для зажима и скручивания детали и состоит из корпуса 10 (фиг. 2), в котором на цапфах установлен поворотный диск 11, шарнирно соединенный с силовым гидроцилиндром 5, установленным на кронщтейне 12. В поворотном диске 11 на общей оси размещены зажимные силовые скобы 13 с ложементами и гидроприводом 14, а также детали узла замера угла: кольцо с зубчатым сектором и плавающая щайба с эксцентриковым принсимом (на чертежах не показаны). Неподвижная рабочая секция осуществляет зажим детали. Она по конструкции аналогична поворотной секции (фиг. 3) и отличается от нее только отсутствием силового цилиндра и жесткой фиксацией поворотного диска посредством тяги 8 с датчиком крутящего момента. Примерная схема системы управления (фиг. 4) содержит подключенный к датчикам 7 и 9 решающий орган 15, задающий орган 16 и подключенный к гидроцилиндру 5 орган сравнения 17. Схема может быть выполнена в различных вариантах из известных элементов. Обработка информации от датчиков в том числе определение коэффициента адаптации по жесткости изделия и конечных параметров нагружения М и ф производится и соответствии с взаимной функциональной зависимостью между параметрами процесса Мкр и гр М-Мъ -, (.в + осг.зад ), - коэффициент адаптации; Тв - А MA и рл, MB и фв - крутящий момент и активный угол скручивания в разные моменты времени упругой стадии нагружения;М и -ф - текущие крутящий момент и скручиваййй;Фойт. зад. заданный остаtбчный угол. Устройство работает слеДуЮЩим образом. Деталь выставлтяют заданйьШ участком между рабочими секциями 2 и 3, заншмают бйловымй скобами и эксцент 3й1 овь1м йрйжимом соединяют с узлом замера угла скручивания в рабочих секциях 2 и 3. Затем в задающий орган системы управлеиия вводят информацию о необходимой, величине остаточного угла скручивания. С помощью силового гидроцилиндра 5 деталь скручивают. В процессе нагружения сигналы от датчиков крутящего момента и угла поворота (сигнал крутяа1его момента является линейным по углу) поступают в рещающий орган 15, реализующий уравнение. Сигнал Фост. от решающего органа и сигнал фост. зад. от задающего органа 16 поступают в орган сравнения 17, управляющий поворотной рабочей секцией. При фост. фост. зад. подается команда на прекращение нарун ения, после чего полость гидроцилиндра соединяется со сливом и под действием сил пружинения происходит раскручивание детали. Затем деталь освобождается и перемещается для скручивания следующего ее участка. Цикл повторяется. Описанное устройство с системой автоматического управления позволяет получать заданный остаточный угол с одного нагружения с высокой точностью, исключить многократные корректирующие докрутки, повысить производительность труда и качество изделий. Ожидаемая экономическая эффективность от внедрения устройства только для скручивания лонжеронов лопастей вертолетов составит 140 тыс. руб. Формула изобретения Устройство для обработки удлиненных деталей скручиванием, содержащее смонтированные на станине, связанную с приводом поворотную и неподвижную рабочие секции, на каждой из которых установлены диски с зажимными скобами и ложементами, причем диск неподвижной рабочей секции связан посредством тяги со станиной, а также датчик угла поворота детали при скручивании и подключенную к нему и к приводу поворотной рабочей секции систему управления скручиванием детали, отличающееся тем, что, с целью повышения производительности труда и качества изделий, оно снабжено закрепленным на указанной тяге датчиком реакции крутящего момента, а система управления снабжена решающим органом, подключенным к датчику реакции крутящего момента и даТчику угла поворота детали при скручивании. Источники информации, принятые во внимание при экспертизе 1.Патент Великобритании № 1113308, кл. В ЗЕ, опубл. 15.05.68. 2.AiaTopcKoe свидетельство СССР № 521041, кл. В 21D 11/14, 07.04.75.
I - i
-XX
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гибки деталей скручиванием | 1978 |
|
SU733788A1 |
| Устройство для правки деталей кручением | 1975 |
|
SU521041A1 |
| Устройство для правки деталей | 1973 |
|
SU452396A1 |
| УСТРОЙСТВО ДЛЯ АЭРОДИЙАМИЧЕСКОЙ ЗАКРУТКИ ДЕТАЛЕЙ | 1969 |
|
SU247051A1 |
| Устройство для правки деталей | 1975 |
|
SU547260A1 |
| Универсальная гидравлическая зажимная установка - стенд для позиционирования и герметизации фланцевой трубопроводной арматуры с настраиваемой системой зажима | 2022 |
|
RU2818609C2 |
| СТЕНД ДЛЯ СБОРКИ И РАЗБОРКИ ГИДРАВЛИЧЕСКИХ ЗАБОЙНЫХ ДВИГАТЕЛЕЙ | 2008 |
|
RU2372599C1 |
| ГИДРОПРИВОДНОЙ СТЕНД | 1997 |
|
RU2133389C1 |
| Устройство для изготовления сеток из стержней | 1975 |
|
SU602277A1 |
| СТЕНД ДЛЯ ИСПЫТАНИЯ СЕТОК И СЕТОЧНЫХ ПАНЕЛЕЙ НА РАСТЯЖЕНИЕ ВО ВСЕХ НАПРАВЛЕНИЯХ СЕТОЧНОГО ПЛЕТЕНИЯ | 2020 |
|
RU2742596C1 |
Ч M
fsaxp-- f, - fz
1 /.граСЛЯЮм.
с иен a/I
5-,
U2.2
B-5
