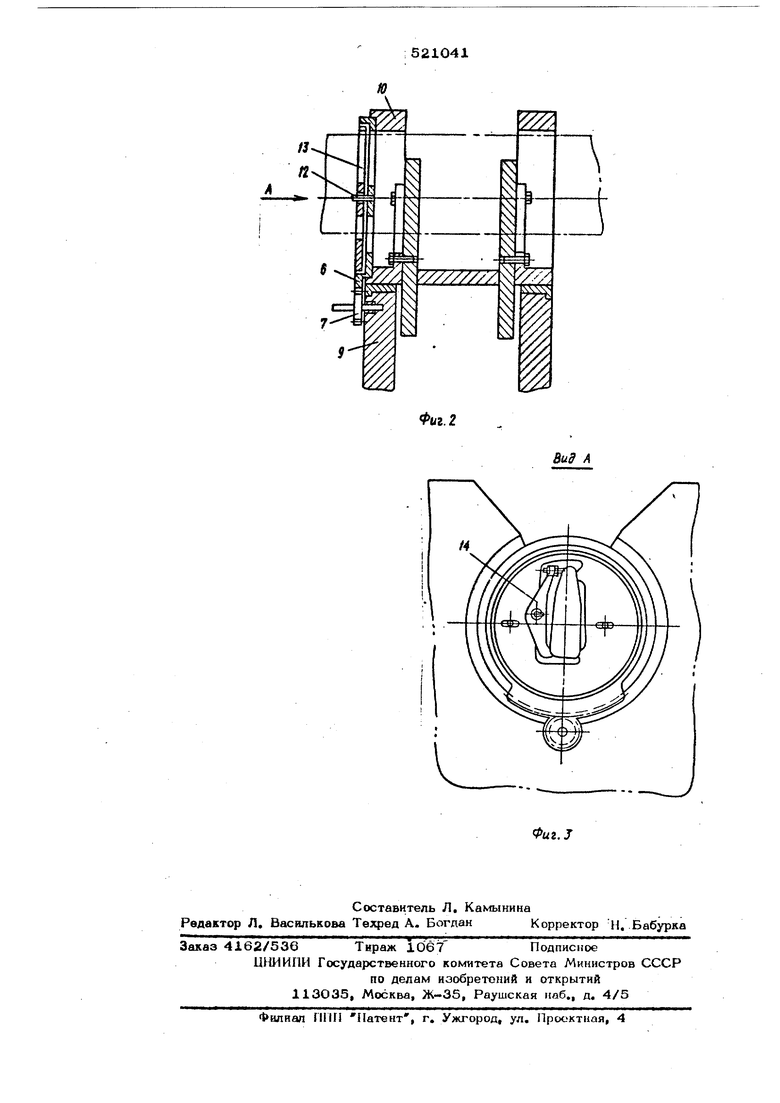
(54) УСТРОЙСТВО ДЛЯ ПРАВКИ ДЕТАЛЕЙ КРУЧЕНИЕМ корпус секции и переда1мцей вращеняе на подвижный исполнительный элемент датчика 8 угла поворота детали, В зубчатом секторе на штифтах 12 установлена шайба 13, соединяемая с деталью с помощью эксцентрикового прижим 14. Неподвижная секция 3 осуществляет зажим деталн; и отличается от поворотной только отсутствием силовых, поворотных цилиндров и жосткой фиксацией поворотног диска. Зубчатый сектор 6 неподвижной секции 3 связан посредством шестерни 7 с корпусом датчика 3 угла поворота детали, Таким образом, фактический угол закрутки определяется как разность поворота крайни сечений закручиваемого участка. Передаточное отношение зубчатой передачи выбирается в зависимости от требуе- мой чувствительности к величине закрутки и точности процесса, Сигнал от датчика 8 поступает в покензываюший прибор 15, расположенный на пульте управления, и в схему управления устройством. Схема управления содержит задающее устройство 16 и сравнивающее устройство 17, вырабатывающее сигнал на прекращени нагружения при равенстве активного угла заданному, Во внутренний канал детали вставляют твердый заполнитель, который прессовыми растяжками постоянно удерживается в зоне крутки. Деталь выставляют заданным участком межд5 секциями 2 и 3, зажимают и эксцентриковыми прижимами 14 соеднняют с шайбой 13, и соответственно, с секторами 6, Затем посредством задаюшего устройства 16 задают требуемый ак- тивиый угол и с помощью силового гндроцилиндра 5 деталь закручивают. При этом деталь воздействует на КОЕЙтактирующие с ней шайбы 13, и посредством секторов 6 и шестеренок 7 поворот передается на датчик 8, При достижении заданного угла выходной сигнал сравнивающего устройства дает команду на прекращение нагружения. После этого полость гидроцилиндра соединяется со сливом, и под действием сил пружинения происходит раскрутка. Затем деталь осво бождается и перемещается для крутки сле|дующего участка, цикл повторяется Формула изобретения 1,Устройство для правки деталей кручением, преимущественно лонжеронов лопасти несущего винта, содержащее смонтированные на станине поворотную и неподвижную рабочие секции, на каждой из которых установлены диски с зажимными скобами и самоцентрирующимися ложементами, отличающееся тем, что, с целью повышения качества правки, оно снабжено установленными в дисках рабочих секций зубчатыми сект-;рами, охватывающими заготовку и связанными посредством зубчато пере- . дачн,с установленным на станине датчиком угла поворота детали при кручении, 2,Устройство поп, 1, отличающееся тем, что одна рабочая секция связана с подвижным исполнительным эле- i ментом датчика угла поворота детали при кручении, а другая - с его корпусом.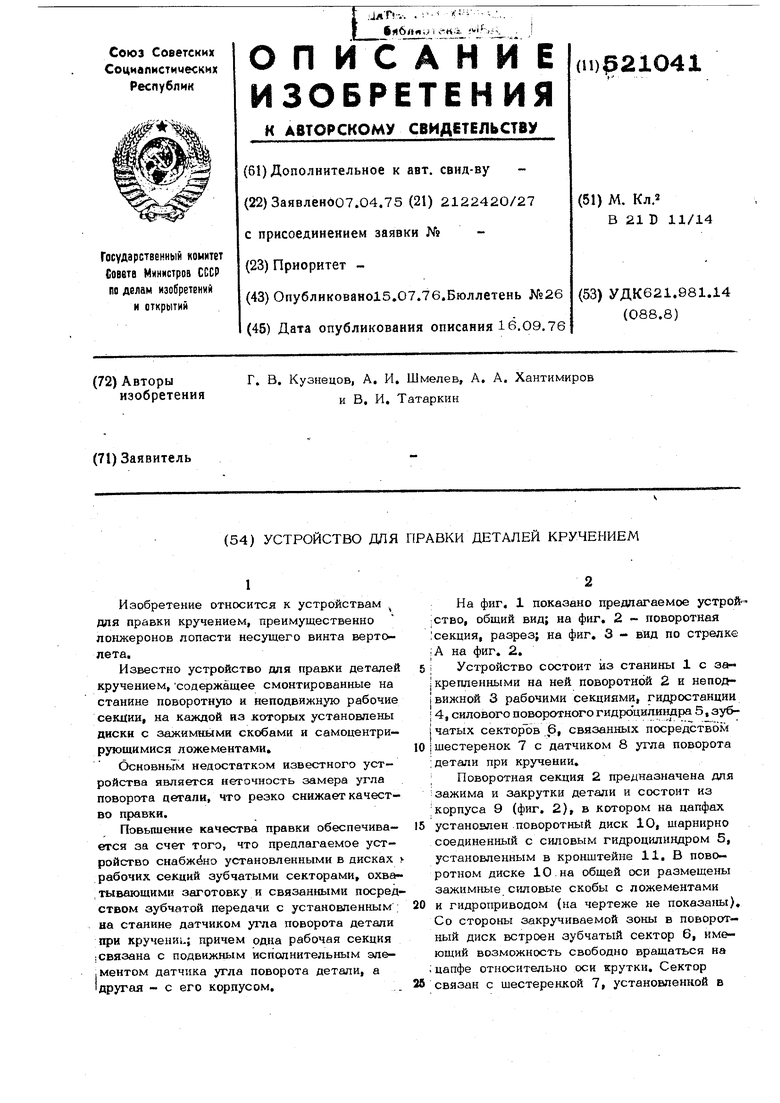
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для правки деталей | 1973 |
|
SU452396A1 |
| Устройство для обработки удлиненных деталей скручиванием | 1975 |
|
SU664716A1 |
| Устройство для правки деталей | 1975 |
|
SU547260A1 |
| УСТРОЙСТВО ДЛЯ АЭРОДИЙАМИЧЕСКОЙ ЗАКРУТКИ ДЕТАЛЕЙ | 1969 |
|
SU247051A1 |
| Способ автоматического управления статическим прессом крутки длинномерных деталей | 1976 |
|
SU565749A1 |
| Устройство для гибки деталей скручиванием | 1978 |
|
SU733788A1 |
| Устройство для гибки сортового металла | 1979 |
|
SU792669A1 |
| Предохранительное устройство для остановки грузоподьемной машины | 1972 |
|
SU501041A1 |
| Машина для завертывания круглых конфет | 1936 |
|
SU50032A1 |
| Способ измерения усилия кривошипного горячештамповочного пресса по крутящему моменту приемного вала | 2024 |
|
RU2837056C1 |