1
Изобретение относится к обработке металлов давлением, а именно к устройствам для изготовления деталей выдавливанием.
Известно устройство для изготовления деталей выдавливанием, содержащее пуансон и матрицу, состоящую из двух, размещенных одна над другой частей, нижняя из которых смонтирована на основании и имеет рабочий участок, а верхняя, выполненная с конической наружной поверхностью и загрузочным каналом, - в держателе 1.
Недостаток известного устройства состоит в том, что на нем можно изготавливать детали лишь одного типоразмера.
С целью возможности изготовления деталей различных типоразмеров предложенное устройство снабжено переустанавливаемой плитой, размещенной между частями матрицы и имеющей сквозные профилированные отверстия, дополняющие каждое при перестановке плиты рабочий участок нижней матрицы до полного црофиля, при этом верхняя часть матрицы выполнена разъемной в вертикальной плоскости.
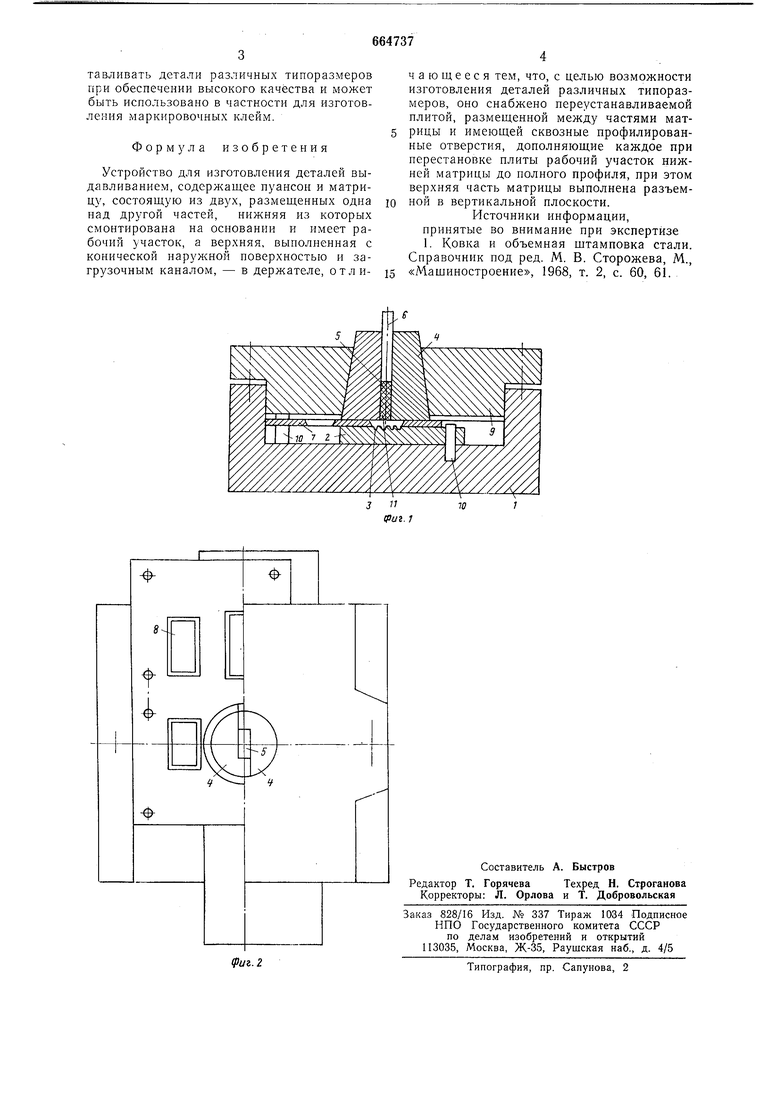
На фиг. 1 показано предлагаемое устройство, разрез; на фиг. 2 - то же, вид сверху.
Устройство содержит основание 1, матрицу, состоящую из нижней части 2 с рабочим участком 3 и верхней части 4 с конической наружной поверхностью и загрузочным каналом 5, в который устанавливают заготовку и в котором расположен пуансон 6. Между частями 2 и 4 матрицы размещена плита 7 с профилированными отверстиями 8, дополняющими каждое при перестановке плиты рабочий участок нижней матрицы до полного профиля. Верхняя часть матрицы выполнена разъемной и смонтирована в держателе 9. Для установки плиты 7
в требуемое положение служат щтифтьГ 10. При откинутом положении держателя 9 устройства с частью 4 матрицы соответствующее отверстие плиты 7 ее перемещением совмещается с рабочим участком 3 части 2 матрицы. После этого закрепляют держатель 9 и в загрузочный канал 5 части 4 матрицы загружают заготовку 11. При рабочем ходе пуансона 6 происходит деформирование заготовки, в результате чего образуется деталь с хвостовиком и профилем торцовой поверхности, сообразным конфигурации рабочего участка 3 части 2 матрицы и параметрам отверстия плиты 7. Деталь извлекают при откинутом держателе 9 и
ослабленной по разъему части 4 матрицы. Для изготовления детали иных типоразмеров производят перестановку плиты 7, совмещая с рабочим участком 3 части 2 матрицы соответствующее отверстие плиты.
Предложенное устройство позволяет изго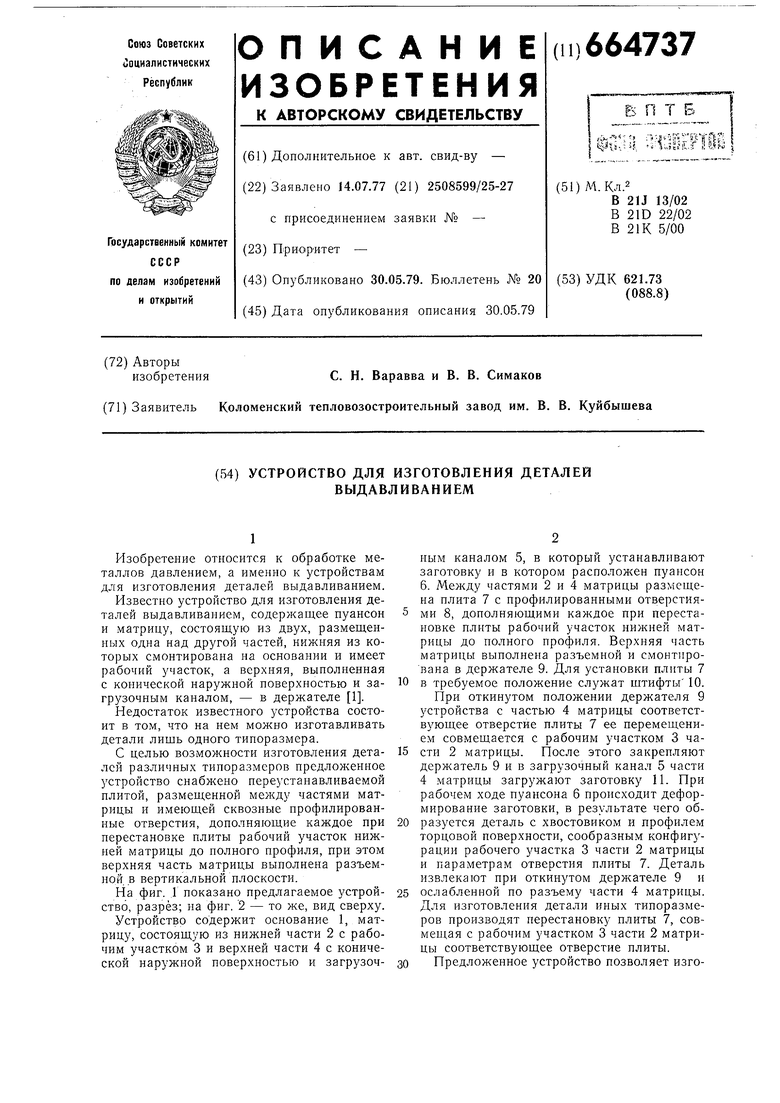
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления полых,преимущественно составных деталей с наружными и внутренними профилированными кольцевыми утолщениями | 1982 |
|
SU1097421A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОВАННЫХ ДИСКОВ КОЛЕС АВТОМОБИЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2015786C1 |
| Штамп совмещенного действия | 1983 |
|
SU1148674A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| УСТРОЙСТВО ДЛЯ КОНТУРНОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ | 1998 |
|
RU2143971C1 |
| Способ изготовления изделий типа стаканов | 1990 |
|
SU1750845A1 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
| СПОСОБ ГИДРОПРЕССОВАНИЯ ТОЧНЫХ ПРОФИЛЕЙ ИЗ СПЛАВОВ ЦВЕТНЫХ И БЛАГОРОДНЫХ МЕТАЛЛОВ | 1995 |
|
RU2084304C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ДЕТАЛЕЙ ИЗ ХИМИЧЕСКИ АКТИВНОГО МАТЕРИАЛА | 2022 |
|
RU2792095C1 |
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
