Предлагаемое изобретение относится к области технологий получения многослойных материалов для защиты от различных видов излучений и может быть использовано для изготовления слоистых изделий произвольного профиля.
Из уровня техники известен способ изготовления многослойного материала (патент РФ №2013187, МПК B22F 07/04, опубл. 28.05.1994 г.), согласно которому на основу наносят методом свободной засыпки промежуточный слой порошкообразного металлического порошка со свойством диффузионного взаимодействия с материалом основы с размером частиц 50-400 мкм, который припекают к основе и подвергают прессованию.
Однако данный способ не предусматривает получение материала для защиты от излучений.
Известен способ получения прессованных упрочненных деталей из химически активного материала (патент РФ №2764537, МПК B22F 3/12, публ. 18.01.2022 г.), согласно которому проводят предварительное получение формованием изделий из химически активного материала, термическую обработку полученных изделий из химически активного материала, для чего берут порошкообразный химически активный материал в виде гидрида лития природного изотопного состава, проводят формование деталей заданного профиля прессованием при удельной нагрузке прессования не менее 3 т/см2 при комнатной температуре, затем ведут последующую термообработку прессованных деталей при помещении их в герметичный контейнер, который вакуумируют до давления 140-170 Па и ведут подъем температуры до 500-600°С со скоростью нагрева не более 10°С/мин.
Процесс термообработки ведут в течении 1-5 часов с последующим охлаждением и выдержкой в контейнере в течение не менее 3 часов, при этом поддерживают заданную степень разряжения в герметичном контейнере в пределах 140-170 Па.
Однако известный способ не предусматривает получение многослойного нейтроннозащитного материала произвольного профиля с требуемой механической прочностью.
Актуальность решаемой проблемы обусловлена востребованностью технологий изготовления деталей радиационной защиты в виде монолитных крупногабаритных блоков сложной конфигурации с требуемыми прочностью и разноплотностью, а также многослойных деталей из химически однородных материалов с различным изотопным составом без применения клеевого соединения.
Задачей авторов изобретения является разработка эффективного способа изготовления многослойных деталей из химически активного материала, экранирующего различные виды излучений и работоспособного в условиях эксплуатации.
Технический результат, обеспечиваемый предлагаемым способом, в отличие от прототипа, заключается в обеспечении условий получения многослойного нейтроннозащитного материала произвольного профиля с прочностью, достаточной для последующей механической обработки.
Указанные задача и новый технический результат обеспечиваются тем, что в отличие от прототипа, для изготовления многослойных деталей из химически активного материала предварительно осуществляют изготовление заготовок сложнопрофильных деталей заданного типоразмера и профиля прессованием под давлением не менее 3 т/см2 при комнатной температуре из порошкового химически активного материала, с последующим размещением пакета из индивидуальных слоев в матрице пресс-формы для формирования сложнопрофильных (объемных) деталей, с выдерживанием термозазора между внутренними стенками матрицы и внешней поверхностью собранного пакета, затем дополняют пресс-форму пуансоном и проводят прессование давлением не менее 0,3 т/см2 предварительно нагретого в диапазоне температур 500-510°С пакета с выдерживанием пакета под давлением при охлаждении до 150-200°С и с последующим естественным охлаждением извлеченного из пресс-формы готового изделия до комнатной температуры.
Для малоразмерных деталей осуществляют изготовление заготовок деталей заданного типоразмера и профиля прессованием под давлением не менее 3 т/см2 при комнатной температуре из порошкового химически активного материала, с последующим размещением пакета из индивидуальных слоев в матрице пресс-формы для формирования сложнопрофильных (объемных) деталей, с выдерживанием термозазора между внутренними стенками матрицы и внешней поверхностью собранного пакета, затем дополняют пресс-форму пуансоном и проводят прессование пакета давлением не менее 0,3 т/см2 при нагреве пакета до температур 390-410°С и выдерживание нагретого пакета под давлением не менее 0,05 т/см2 при охлаждении до температур 150-200°С с последующим естественным охлаждением извлеченного из пресс-формы готового изделия до комнатной температуры.
Заявляемый способ поясняется следующим образом.
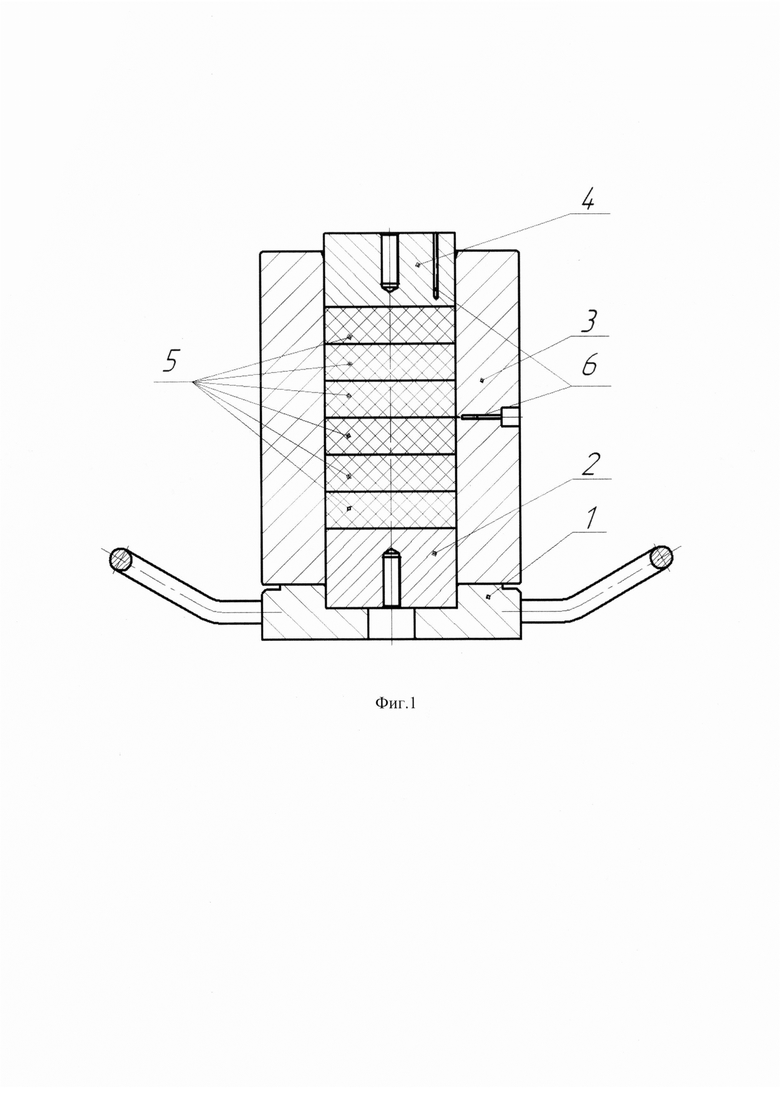
На фиг. 1 представлена схема размещения прессованных заготовок сложнопрофильных деталей в ограничительной пресс-форме, где 1 - основание; 2 - нижний пуансон; 3 - матрица; 4 - верхний пуансон; 5 - образцы; 6 - каналы для термпопар.
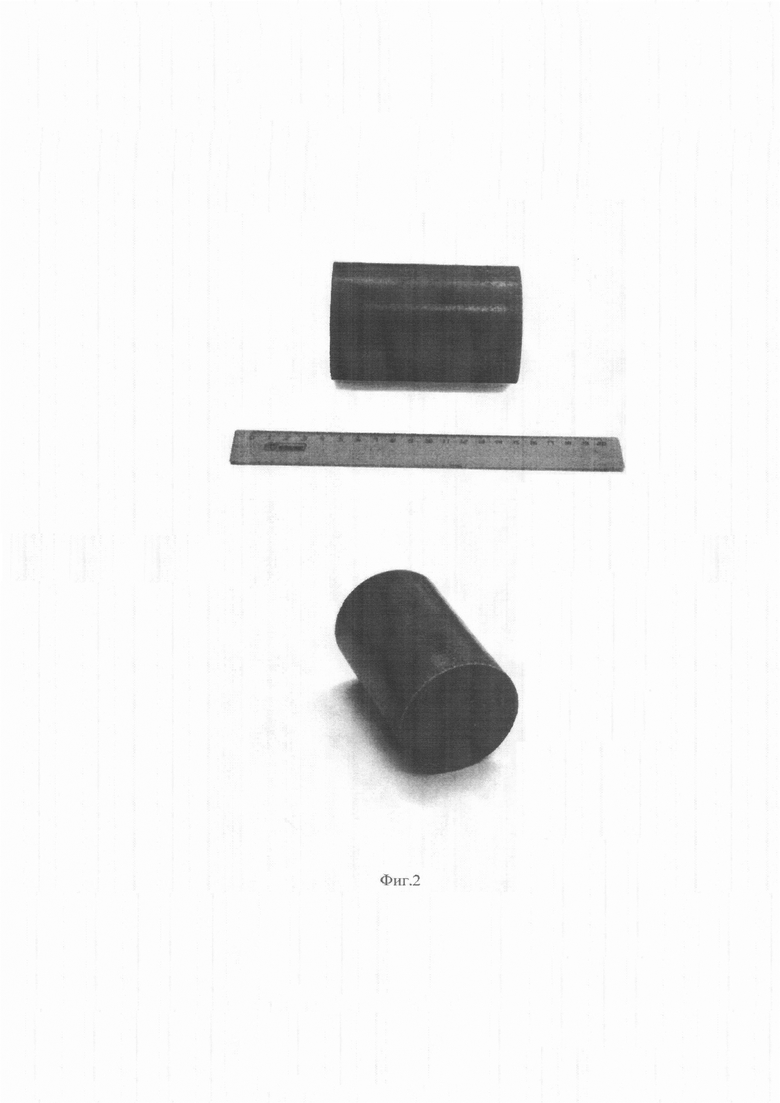
На фиг. 2 изображение многослойной детали из химически активного материала после изготовления.
На фиг. 3 изображение многослойной детали из химически активного материала после механической обработки.
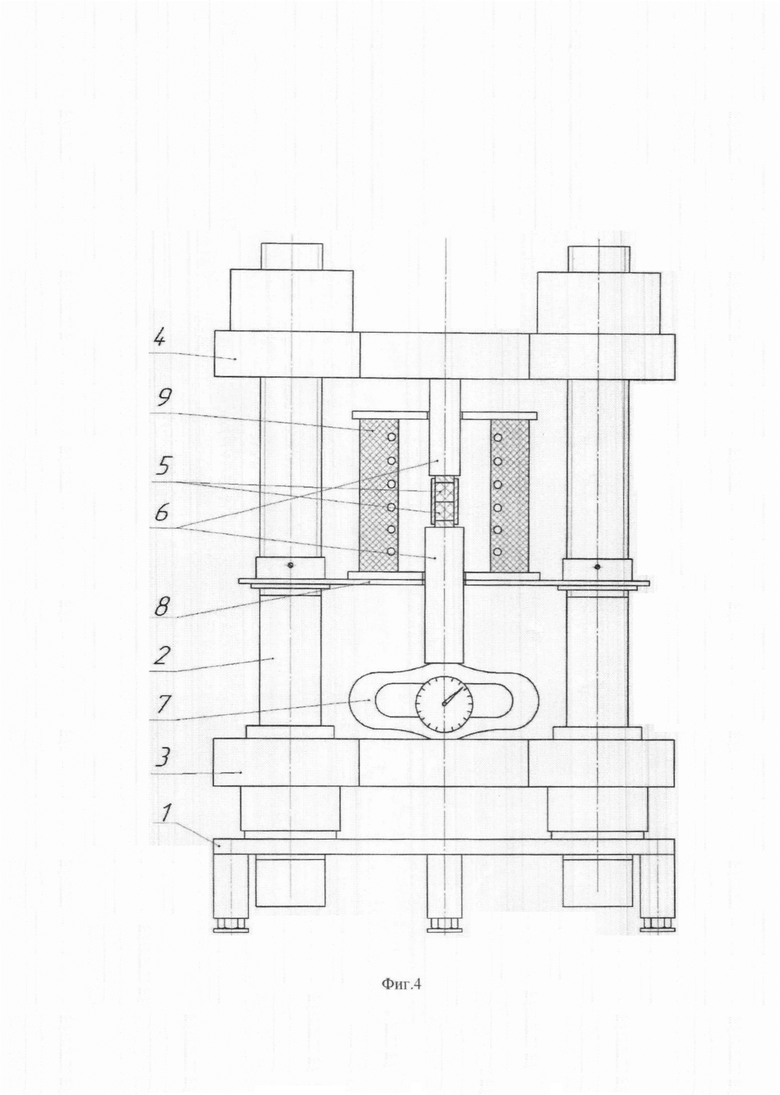
На фиг. 4 представлен вид лабораторной установки для изготовления многослойных малоразмерных образцов, где 1 - основание; 2 - стойки; 3 - нижняя плита; 4 верхняя плита; 5 - образцы; 6 - пуансоны; 7 - динамометр; 8 - промежуточная плита; 9 - электрическая разъемная печь.
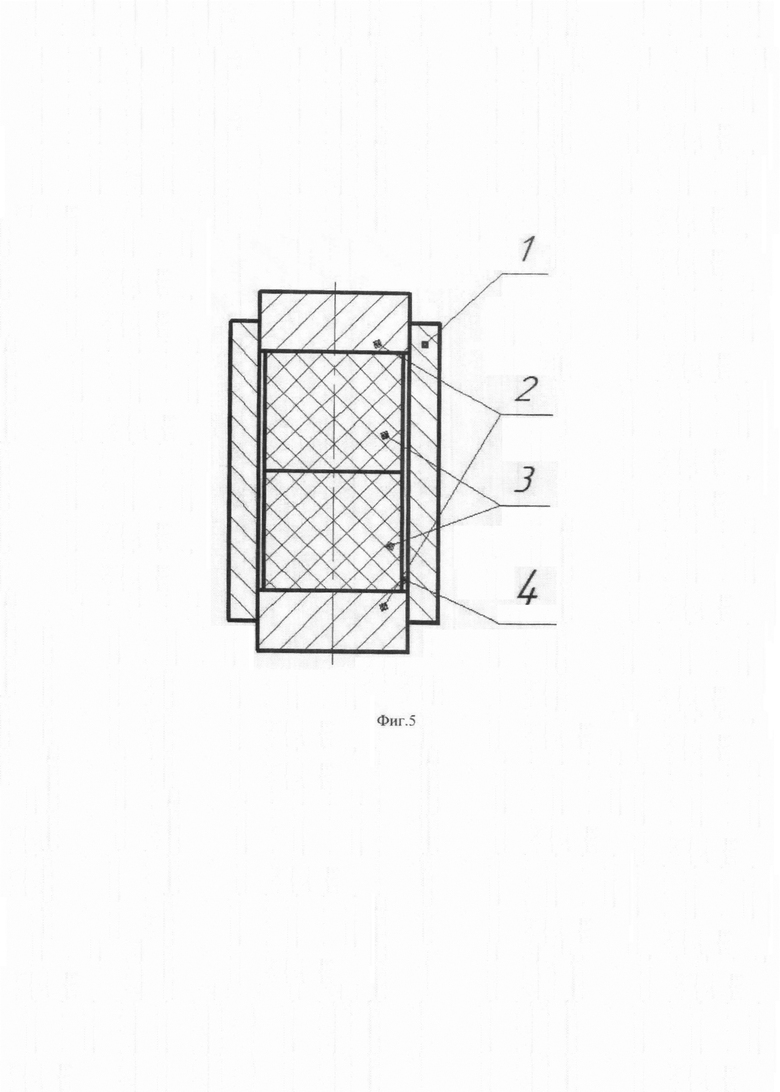
На фиг. 5 представлена схема расположения малоразмерных образцов во втулке, где 1 втулка, 2 - пуансоны, 3 - образцы, 4 - расчетный зазор (0,1 мм).
Заявляемый способ реализуется следующим образом.
Первоначально изготавливают заготовки 5 сложнопрофильных деталей заданного типоразмера и профиля прессованием пол давлением не менее 3 т/см2 при комнатой температуре из порошкового химически активною материала, с последующим размещением пакета из индивидуальных слоев в матрице 3 с основанием 1 пресс-формы для формирования сложнопрофильных (объемных) деталей, с выдерживанием термозазора между внутренними стенками матрицы и внешней поверхностью собранного пакета, затем дополняют пресс-форму пуансоном 4 и проводят прессование давлением не менее 0,3 т/см2 предварительно нагретого в диапазоне температур 500-510°С пакета с выдерживанием пакета под давлением при охлаждении до 150-200°С и с последующим естественным охлаждением извлеченного из пресс-формы готового изделия до комнатной температуры, температуру сборки при этом контролируют термопарами, размещенными в каналах 6 пресс-формы.
Для подтверждения эффективности заявляемого способа была проведена механическая обработка образца из шести слоев, каждый из которых имел диаметр 70 мм и высоту 20 мм, изготовленного по предлагаемому способу из гидрида лития природного изотопного состава. Изображение многослойного образца непосредственно после изготовления (фиг. 2) и после механической (фрезерной и токарной) обработки (фиг. 3) свидетельствует о достижении требуемой прочности. У готового изделия зафиксировано также отсутствие волосовидных трещин, которые имелись у исходных заготовок-слоев как результат напряженного состояния материала в ходе прессования и распрессовки.
Таким образом, при использовании предлагаемого способа обеспечивается новый технический результат, а именно, в отличие от прототипа, - обеспечение условий получения многослойною нейтроннозащитного материала произвольного профиля с прочностью, достаточной для последующей механической обработки.
Возможность промышленной реализации предлагаемого изобретения подтверждается следующими примерами конкретного выполнения.
Пример 1.
Детали цилиндрической формы диаметром 70 мм и высотой 20 мм из гидрида лития природного изотопного состава изготавливают методом холодного прессования в размер. Прессование деталей осуществляют при удельной нагрузке прессования 3 т/см2 и температуре в помещении (20±5)°С. Взятие навесок проводят в атмосфере аргона абсолютной влажности не более 0,2 г/м2; засыпку навески, прессование, распрессовку, определение масс-геометрических параметров - в атмосфере воздуха при относительной влажности не более 50% с минимальным временем нахождения образца во влажной среде.
Оборку из 6 деталей, соединяемых по торцевым поверхностям, помещают в ограничительную пресс-форму согласно схеме (фиг. 1). Рабочие поверхности пресс-формы предварительно обрабатывают водно-спиртовым раствором коллоидно-графитовой смазки и тщательно просушивают в течение получаса. Термопары закрепляют в каналах пресс-формы так, чтобы чувствительные элементы термопар касались поверхности пресс-формы.
Нагревают сборку в муфельной печи до температуры 520°С. По достижении требуемой температуры пресс-форму извлекают из печи, за 2-3 минуты переносят под гидравлический пресс и оказывают усилие 11540 кгс (~0,3 т/см2). Давление поддерживают во время охлаждения сборки до температуры 200°С при средней скорости охлаждения - 2,5 °/мин, далее давление с деталей снимают, после охлаждения сборки до температуры ~80°С производят разборку пресс-формы, спеченную многослойную деталь помещают в среду аргона абсолютной влажности не более 0,2 г/м3.
Пример 2. В условиях примера 1, но для малоразмерных образцов предлагаемый способ реализован на лабораторной установке (фиг. 4), которая представляет собой основание 1 с вертикальными стойками 2. На стойках установлены: нижняя плита 3, передающая усилие на динамометр 7 и верхняя плита 4, перемещающаяся редуктором. Сборку образцов 5 через пуансоны 6 зажимают между верхней и нижней плитами, что позволяет измерять величину усилия, прикладываемого к торцевой поверхности образцов. На промежуточной плите 8 устанавливают разъемную электрическую печь 9. Специальными средствами обеспечивают минимальные тепловые потери при нагреве печи. Для контроля и регулирования температуры нагрева вблизи границы контакта образцов крепят термопару.
В цилиндрическую втулку 1 (фиг. 5) помещают сборку из двух образцов 3 диаметром 25 мм и высотой 20 мм из гидрида лития природного изотопного состава, спекаемых по торцевой поверхности. Сверху и снизу на сборку устанавливают пуансоны 2.
Печь нагревают до 470°С за 30 минут, что позволяет прогреть сборку до температуры 260°С. Выдерживают образцы в течение 60 минут при температуре в печи 470°С до достижения температуры сборки 396°С.
С момента начала нагрева усилие на сборку подают не выше 1480 кгс (~30 Н/мм2) - вследствие теплового расширения давление образцов на оснастку постоянно растет. После отключения печи, во время охлаждения усилие на сборку поддерживают не ниже 230 кгс (~4,7 Н/мм2). По достижении температуры сборки 150°С нагрузку с образцов снимают.
Как показали экспериментальные исследования заявляемого способа, при использовании условий и предлагаемых материалов у многослойного образца обеспечивается:
- средняя прочность при сдвиге стыкового соединения по результатам испытаний пяти образцов составила σсдвиг=(9,2±3,6) Н/мм2 при скорости нагружения - 20 мм/мин и температуре испытаний - 23,4°С. При испытаниях на сдвиг разрушение происходит по материалу, а не по стыку, что свидетельствует о достаточной прочности соединения;
- сохранение цилиндрической формы с изменением диаметра - на (0,04…0,06) мм, высоты - на (0,4…0,5) мм в меньшую сторону;
- увеличение плотности на 1,3%;
- снижение содержания основного вещества не более, чем на (0,8…1,0) масс. %.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ИСПОЛЬЗОВАНИЕМ ЖИДКОЙ ШТАМПОВКИ И ГОРЯЧЕЙ ДЕФОРМАЦИИ | 2002 |
|
RU2233728C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПОЛЫХ ИЗДЕЛИЙ | 1990 |
|
RU2010646C1 |
| Технология получения заготовок из порошков композиционных материалов на основе сверхвысокомолекулярного полиэтилена | 2020 |
|
RU2761336C1 |
| Способ изготовления составной ветви термоэлемента | 2016 |
|
RU2624615C1 |
| Способ изготовления магнитопроводов | 1976 |
|
SU624721A1 |
| Способ изготовления изделий из тугоплавких соединений | 1989 |
|
SU1676755A1 |
| Способ прессования термоэлектрических материалов и устройство для реализации способа | 2020 |
|
RU2772225C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННОЙ КОНСТРУКЦИИ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ, РАБОТАЮЩЕЙ В ТЕПЛОНАПРЯЖЕННЫХ УСЛОВИЯХ | 2013 |
|
RU2533495C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЁМНОГО МЕТАЛЛОПОЛИМЕРНОГО ОБРАЗЦА НА ОСНОВЕ ПОРОШКА СВЕРХВЫСОКОМОЛЕКУЛЯРНОГО ПОЛИЭТИЛЕНА (СВМПЭ) | 2021 |
|
RU2786672C1 |
Предлагаемое изобретение относится к области технологий получения многослойных материалов для защиты от различных видов излучений и может быть использовано для изготовления слоистых изделий произвольного профиля. Техническая задача: разработка эффективного способа изготовления многослойных деталей из химически активного материала, экранирующего различные виды излучений и работоспособного в условиях эксплуатации. Сущность изобретения: в отличие от известного способа получения прессованных упрочненных деталей из химически активного материала, согласно которому проводят предварительное получение формованием изделий из химически активного материала, термическую обработку полученных изделий из химически активного материала, согласно изобретению предварительно осуществляют изготовление заготовок сложнопрофильных крупногабаритных деталей заданного типоразмера и профиля прессованием под давлением не менее 3 т/см2 при комнатной температуре из порошкового химически активного материала с последующим размещением пакета из индивидуальных слоев в матрице пресс-формы для формирования сложнопрофильных (объемных) деталей, с выдерживанием термозазора между внутренними стенками матрицы и внешней поверхностью собранного пакета, затем дополняют пресс-форму пуансоном и проводят прессование давлением не менее 0,3 т/см2 предварительно нагретого в диапазоне температур 500-510°С пакета с выдерживанием пакета под давлением при охлаждении до 150-200°С и с последующим естественным охлаждением извлеченного из пресс-формы готового изделия до комнатной температуры. Возможно для малоразмерных деталей проводить прессование пакета давлением не менее 0,3 т/см2 при нагреве пакета до температур 390-410°С и выдерживание нагретого пакета под давлением не менее 0,05 т/см2 при охлаждении до температур 150-200°С с последующим естественным охлаждением извлеченного из пресс-формы готового изделия до комнатной температуры. Технический результат: обеспечение условий получения многослойною нейтроннозащитного материала произвольного профиля с прочностью, достаточной для последующей механической обработки. 1 з.п. ф-лы, 5 ил., 2 пр.
1. Способ изготовления многослойных деталей из химически активного материала, включающий изготовление индивидуальных слоев в виде сложнопрофильных деталей, формирование пакета из индивидуальных слоев, последующие нагрев и прессование пакета для получения многослойного готового изделия, отличающийся тем, что с целью обеспечения условий формования без доступа воздуха и агрессивной среды, а также возможности получения готового изделия повышенной прочности, достаточной для последующей механической обработки и для получения готового изделия, работоспособного в условиях механических нагрузок, предварительно изготавливают заготовки сложнопрофильных деталей заданного типоразмера и профиля прессованием под давлением не менее 3 т/см2 при комнатной температуре из порошкового химически активного материала с последующим размещением пакета из индивидуальных слоев в матрице пресс-формы для формирования сложнопрофильных объемных деталей, с выдерживанием термозазора между внутренними стенками матрицы и внешней поверхностью собранного пакета, затем дополняют пресс-форму пуансоном и проводят прессование давлением не менее 0,3 т/см2 предварительно нагретого в диапазоне температур 500-510°С пакета с выдерживанием пакета под давлением при охлаждении до 150-200°С и с последующим естественным охлаждением извлеченного из пресс-формы готового изделия до комнатной температуры.
2. Способ по п. 1, отличающийся тем, что проводят прессование пакета давлением не менее 0,3 т/см2 при нагреве пакета до 390-410°С и выдерживание пакета под давлением не менее 0,05 т/см2 при охлаждении под давлением до температур 150-200°С с последующим естественным охлаждением извлеченного из пресс-формы готового изделия до комнатной температуры.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕССОВАННЫХ УПРОЧНЕННЫХ ДЕТАЛЕЙ ИЗ ХИМИЧЕСКИ АКТИВНОГО МАТЕРИАЛА | 2021 |
|
RU2764537C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОКОМПОНЕНТНОЙ РАДИАЦИОННОЙ ЗАЩИТЫ С ГИДРИДОМ ЛИТИЯ | 1997 |
|
RU2137225C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ТУГОПЛАВКИХ ХИМИЧЕСКИ АКТИВНЫХ СПЛАВОВ | 1992 |
|
RU2010669C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПЛОТНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ Al2O3 - TiCN | 2020 |
|
RU2741032C1 |
| СN 104600281 A, 06.05.2015. | |||

