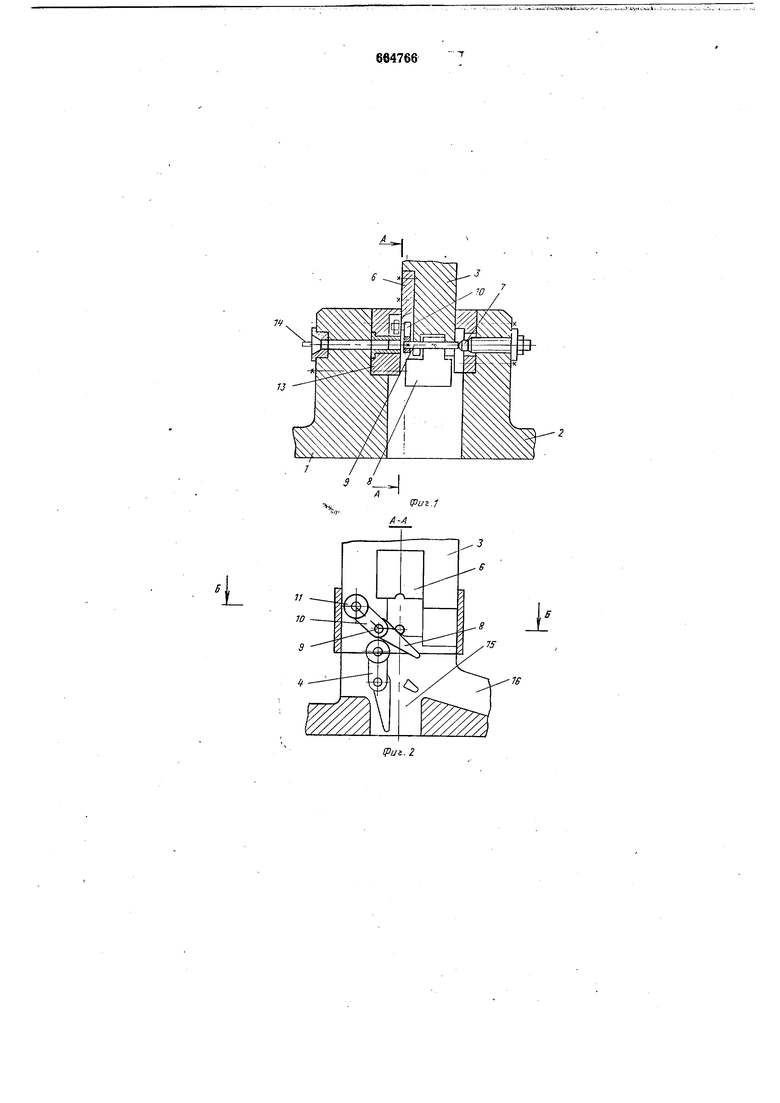
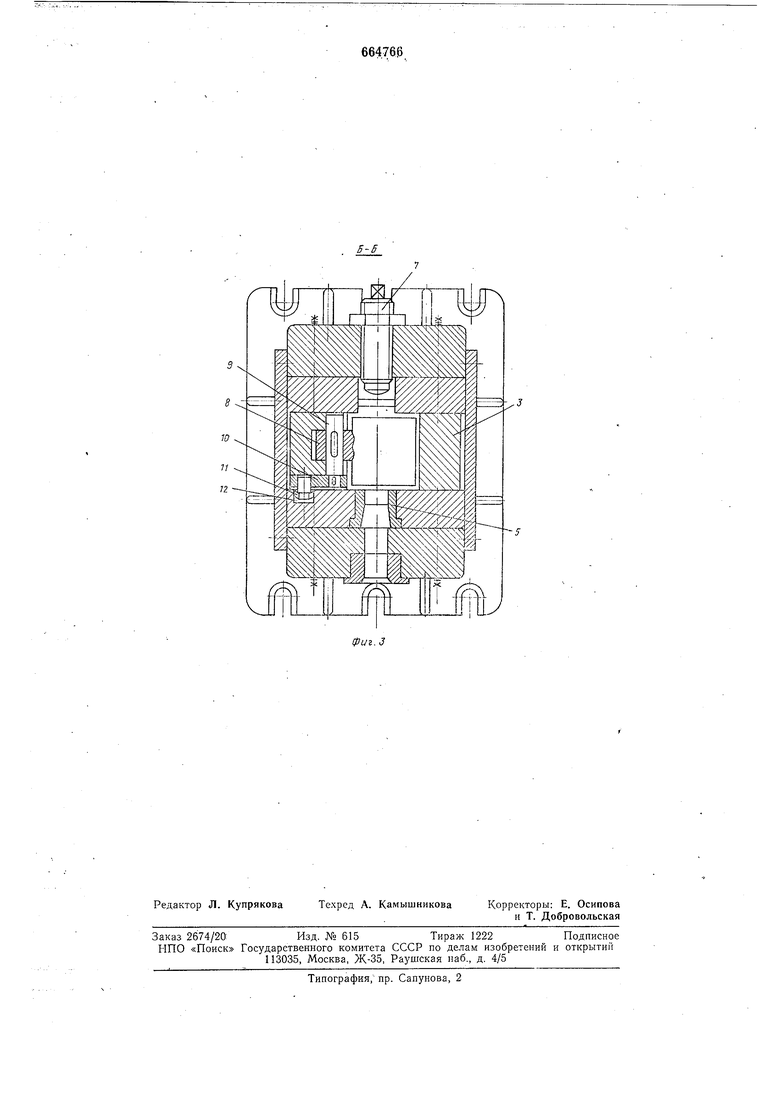
чи исходного материала и ножа, закрепленного на ползуне штампа (разрез А-А фИГ. 1); на фиг. 3 - схема установки заслонки рычага с роликом в ползуне штампа (разрез Б-Б фиг. 2).
Штамп содержит боковины 1 л 2, ползун 3, размеш енный между ними с возможностью возвратно-поступательного перемещения, и устройство 4 для отбраковки немерных заготовок. В боковине 1 установлен втулочный нож 5, взаимодействуюш;ий с ножом 6, закрепленным на ползуне 3. В боковине 2 смонтирован упор 7 с возможностью регулировки отмеряемой длины.
Устройство 4 для отбраковки немерпых заготовок выполнено в виде заслонки 8, закрепленной на оси 9 и установленной с возможностью поворота совместно с ней, рычага 10, один конец которого жестко связан с осью 9, а на другом конце установлен ролик 11, взаимодействуюш,ий с копирньш пазом 12, выполненным в боковине 1.
Для лучшей смены копирный паз может быть выполнен в планке 13, жестко закрепленной на боковине 1. Ось 9 свободно размещена в ползуне 3. Нож 6 устанавливается таким образом, чтобы заслонка 8 не перекрывала отверстие втулочного ножа 5 и не препятствовала подаче прутка 14. Для сброса мерных и немерных заготовок выполнены в штампе проемы 15 и 16.
Штамп работает следующим образом.
В исходном положении заслонка 8 перекрывает проем 15. После подачи прутка 14 до упора 7, ползун 3 соверщает рабочий ход вннз, при этом рычаг 10 роликом 11 заходит в копирный паз и поворачивает ось 9 вместе с заслонкой 8, открывая проем 15 для сброса отрезаемой мерной заготовки.
При ходе ползуна 3 с ножом б вверх, когда происходит подача исходного материала, заслонка 9 от копирного паза 12 через рычаг 10 поворачивается и вместе с ползуном 3 возвращается в исходное положение. При этом, если в ноже 5 штампа находится остаток прутка по длине меньше мерной заготовки, то он выталкивается на заслонку 9 и отбрасывается по уклону через боковые отверстия в емкость для немерных заготовок.
Внедрение изобретения на Львовском конвейеростроительном заводе обеспечит годовой экономический эффект 5000 руб.
Формула изобретенияШтамп для отрезки заготовок, содержащий боковины, в одной боковине смонтирован унор для отмера длины заготовки, а в другой закреплен втулочный нож, взаимодействующий с ножом, размещенным на полззне, и устройство для отбраковки немерных заготовок в виде заслонки, закрепленной на оси с возможностью поворота совместно с ней рычага, один конец которого жестко связан с осью и проемами для мерных и немерных заготовок, выполненными в штампе, отличающийся тем, что, с целью упрощения конструкции, ось свободно размещена в ползуне, а другой конец рычага взаимодействует с копирным пазом, выполненным в одной боковине.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство № 480504, кл. В 23D 45/08, 1974.
2.Авторское свидетельство № 189665, кл. В 26D 7/18, 1963 (прототип).
Фиг.1
1
J
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отбраковки немерных концов к штампу для резки проката | 1985 |
|
SU1311868A1 |
| Штамп для резки сортового проката | 1987 |
|
SU1504014A1 |
| Штамп для резки проката с отбраковкой немерных концов | 1986 |
|
SU1409414A1 |
| Устройство для обработки длинномерного материала | 1987 |
|
SU1488077A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПРУТКОВ | 1966 |
|
SU223568A1 |
| МНОГОПОЗИЦИОННЫЙ ХОЛОДНО-ВЫСАДОЧНЫЙ АВТОМАТ | 1973 |
|
SU378278A1 |
| В. М. КИСЛОЕ, А. Ф. Подуздиков и В. М. РябухаНаучно-исследовательский и проектно-технологический институтмашиностроения.iA j;11п" TEX»fif4fc .^вЖ'ИОТГ.и-А | 1966 |
|
SU189665A1 |
| Штамп для резки проката круглого поперечного сечения | 1983 |
|
SU1151380A1 |
| Штамп для резки сортового проката | 1980 |
|
SU933306A1 |
| Штамп для резки пруткового материала | 1983 |
|
SU1138265A2 |