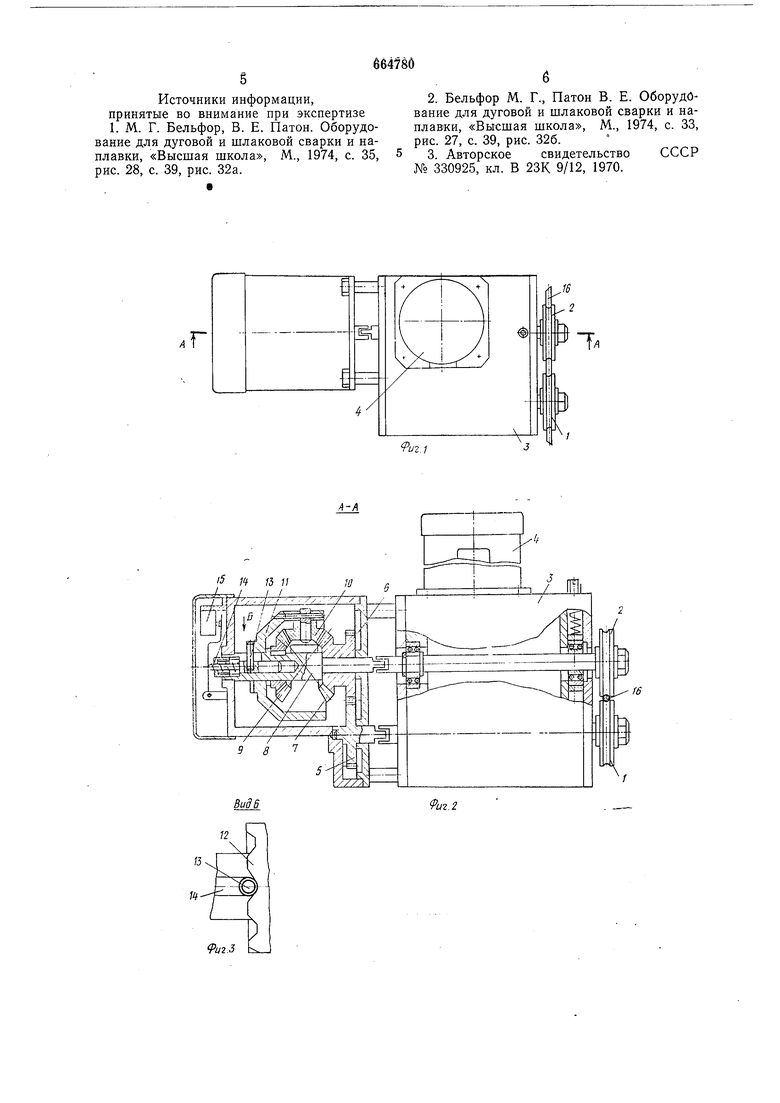
Сцепления ведущего ролика с поверхность.о проволоки неожиданно снизиться ниже сопротивления, которое создает проволока (ниже нижнего предела), ведущие ролики при этом будут вращаться, а проволока остается на месте, муфта, контролирующая верхний предел, на это не реагирует, проволока в сварочную ванну не попадает и сварочный процесс не прекратится. В результате чего прожог изделия или нарушение геометрии шва, что недопустимо. Целью изобретения является повышение стабильности подачи сварочной проволоки путем обеспечения контроля нижнего предела нагружения ведущих роликов в процессе работы. Эта цель достигается тем, что устройство снабжено зубчатым дифференциальным механизмом, одна шестерня этого механизма кинематически связана с одним из ведущих роликов, другая - с одним из прижимных роликов. При этом на ступице водила зубчатого дифференциального механизма выполнены кулачки, воздействующие на выключатель. На фиг. 1 показан общий вид устройства; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б фиг. 2. Устройство для подачи сварочной проволоки состоит из ведущих 1 и прижимных 2 роликов, приводимых во вращение редуктором 3, работающим от электродвигателя 4 постоянного тока, имеющего стабилизированные (постоянные) обороты. Ведущий ролик 1 через вал и торцовое шлицевое соединение, допускающее за счет зазора между лопаткой и пазом угловое (не более 5°) и боковое (не более 1 мм) смещения соединяемых валов, а посредством цилиндрических шестерен 5 и 6 кинематически связан с конической шестерней 7, свободно посаженной на вал 8, на котором жестко закреплена коническая шестерня 9. Вал 8 связан с валом прижимного ролика 2 посредством торцового шлицевого соединения, позволяющего за счет сферических подшипников прижимному ролику перемещаться, обеспечивая подход прижимного ролика к ведущему ролику 1. Конические шестерни 7 и 9 сцеплены с сателлитом 10 водила 11, на торце которого выполнены кулачки 12, взаимодействующие через штифт 13 и подпружиненный центральный шток 14 с выключателем 15. Последний электрически связан с органами управления электродвигателя 4 сварочным процессом и прибором контроля за подачей сварочной проволоки 16. Работа устройства начинается с постановки штифта 13 во впадину кулачков 12 для обеспечения запуска электродвигателя 4 и с закладки сварочной проволоки 16 между роликами 1 и 2. Нагрузив прижимной ролик 2, сцепленный со сварочной проволокой 16, запускается электродвигатель 4. Если произойдет остановка, проволоки 16 за счет заедания ее в отводящем шланге или за счет плохого сцепления подающего ролика 1 с проволокой 16 (произойдет проскользывание ведущего ролика 1 относительно сварочной проволоки 16), то сцепленный с проволокой прижимной ролик 2 также остановится, так как он приводится во вращение от проволоки, сам проволоку не двигает, а обеспечивает цоджим проволоки к ведущему ролику 1 и вращает коническую шестерню 9, тогда водило 11 начнет обкатываться при помощи конической шестерни 7 вокруг конической шестерни 9, связанной жестко с прижимным роликом 2, и кулачки 12 при помощи штифта 13 отведут шток 14, который нажмет на вьгключатель 15, а тот, в свою очередь, отключит сварку и электродвигатель 4 сразу или через некоторое время, или включит прибор контроля за подачей сварочной проволоки 16 (например, сигнальную лампу) для принятия соответствующих мер сварщиком. Если проскальзывания ведущего ролика Iотносительно проволоки нет, то водило I1и шестерни 7 и 9 имеют одну угловую скорость, так как диаметры рабочих поверхностей роликов одинаковы, штифт 13 штока 14 при помощи пружины находится во впадине кулачка 12, не касаясь выключателя 15. Такое выполнение устройства обеспечивает надежный контроль нижнего предела нагружения ведущих роликов, останавливающий сварку, если сцепление ведущих роликов с проволокой упадет ниже нижнего предела. Верхний предел контролируется известными способами: муфтами предельного момента, электрической защитой электродвигателя или визуально. Контроль пределов нагружения ведущих роликов позволяет исключить прожоги и неправильную геометрию шва, что важно при сварке тонкостенных изделий. Формула изобретения Устройство для подачи сварочной провооки, содержащее прижимные и ведущие ролики с электроприводом, управляемым выключателем, отличающееся тем, что, целью повышения стабильности подачи роволоки путем обеспечения контроля ижнего предела нагружения ведущих роиков в процессе работы, оно снабжено убчатым дифференциальным механизмом, дна шестерня этого механизма кинематиески связана с одним из ведущих, а друая - с одним из прижимных роликов, при том на ступице водила дифференциальноо механизма выполнены кулачки, воздейтвующие на выключатель. 8 Источники информации, принятые во внимание при экспертизе 1. М. Г. Бельфор, В. Е. Патон. Оборудование для дуговой и шлаковой сварки и наплавки, «Высшая школа, М., 1974, с. 35,5 рис. 28, с. 39, рис. 32а. б 2. Бельфор М. Г., Патон В. Е. ОборудОвание для дуговой и шлаковой сварки и наплавки, «Высшая школа, М., 1974, с. 33, рис. 27, с. 39, рис. 326. з. Авторское свидетельство СССР № 330925, кл. В 23К 9/12, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи сварочной проволоки | 1984 |
|
SU1197805A1 |
| Устройство для подачи сварочной проволоки | 1977 |
|
SU623678A1 |
| Устройство для подачи сварочной проволоки | 1981 |
|
SU941061A1 |
| Устройство для сварки поворотных кольцевых стыков | 1981 |
|
SU994185A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И НАПЛАВКИ | 1991 |
|
RU2070492C1 |
| СВАРОЧНЫЙ ТРАКТОР И СПОСОБ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ИЗДЕЛИЙ СВАРОЧНЫМ ТРАКТОРОМ | 2002 |
|
RU2224629C1 |
| Устройство для сварки электрозаклепками | 1975 |
|
SU698736A1 |
| Устройство для электродуговой сварки | 1975 |
|
SU782975A1 |
| УСТРОЙСТВО ДЛЯ ВРАЩЕНИЯ И ПОДАЧИ СВАРОЧНОГО ЭЛЕКТРОДА | 2009 |
|
RU2422256C2 |
| Устройство для дуговой автоматическойСВАРКи C КОлЕбАНияМи элЕКТРОдА | 1979 |
|
SU846191A1 |
Г
JS
Тя
