ИзобретеЕше относится к области сварки и может быть использовано для подачи сварочной проволоки в зону сварки.
Известные устройства, содержащие прижимной и ведущий рспики, жестко закрепленные на валах, не обеспечивают перемещения роликов вдоль собственных валов для исключения искривления подаваемой в зону сварки проволоки, что порождает нестабильность ее подачи ij.
Наиболее близким rto технической сущности и достит аемому результату к предлагаемому изобретению является устройство, содержащее расположенные в корпусе па параллельных валах подающие ролики и механизм регулировки положения подающих роликов 2.
Однако такое устройство обладает низкой маневренностью, так как сместить ролики на валах возможно на небольшое расстояние из-за ограниченного диапазона перемещения относительно свариваемого стыка
Целью изобретения является повышение маневренности устройства путем увеличения диапазона регулирования положения подающих роликов.
Это дост.тается за счет того, что в предлагаемом устройстве механизм регулировки положения роликов выполнен в виде винтовых пар, винты которых размещены внутри валов, а гайки жестко связаны с подающими роликами.
Кроме того, с целью исключения проскальзывания проволоки, одна из винтовых пар подпружинена.
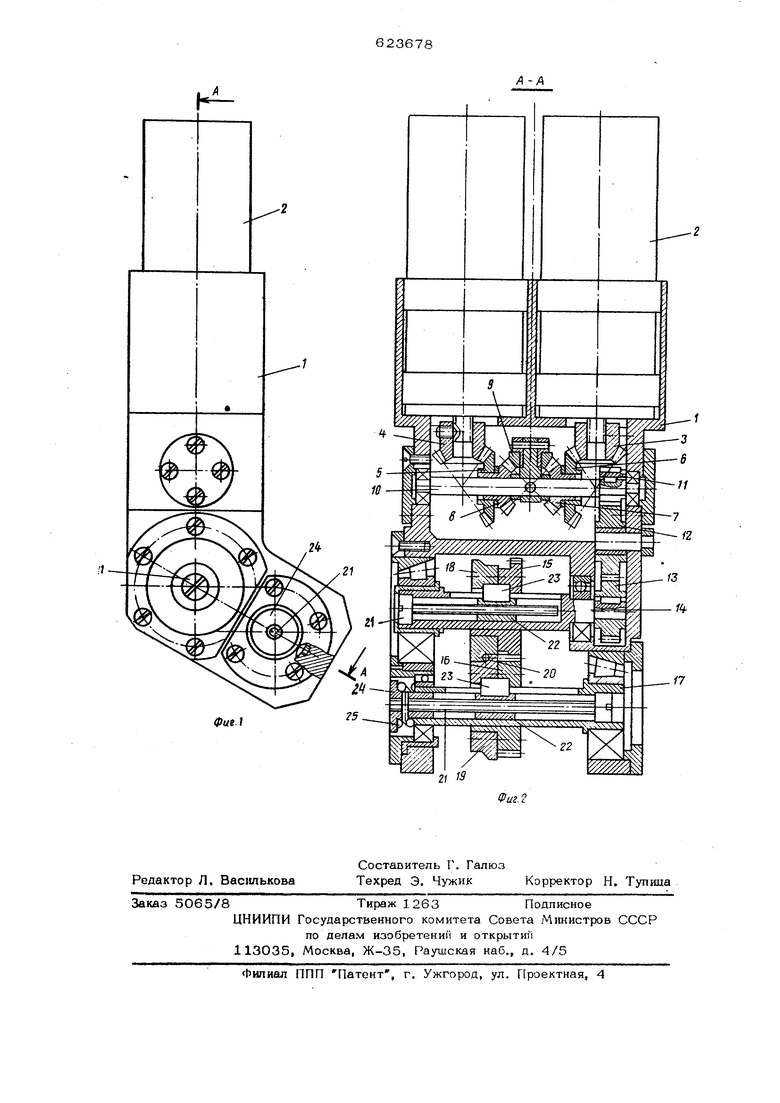
На . 1 показано предлагаемое устройство, общий вид; на фиг. 2 - разрез по А-А на фиг. 1.
Устройство для подачи сварочной проволоки состоит из корпуса 1, в котором устарювлены два электродвигателя 2 постоянного тока, вращающие при помощи конических шестерней 3 и 4 конические шестерни 5 и 6 дифференциального механизма. Шестерни 5 и 6 жестко связаны с щестернями 7 и 8, слепленными с шестерней 9 водила 10, передающего вращение через шестерни 11, 12, 13 на вал 14, па котором установлена шестерня 15, сцепленная с шестерней 16, сопряженной с валом 17 К торцу шестерней 15 и 16 прикреплены подающие ролики 18 и 19, осуществляющие подачу сварочной проволоки 20 в зону сварки. Внутри валов 14и 17распэложен механизм регулировки положения )эоликов, выполненный в виде винтов 21 и гае 22, жестко связанных с шестернями 15 и 16 шпонками 23. Один из винтов 21 свинчен со втулкой 24, воздействующей на пружину 25. Работа устройства начинается с установки роликов 18 и 19 в нужное положение при помощи виитов 21. Затем, Ш1жимая на втулку 24, отводят рабочую поверх, ность ролика 19 от рабочей поверхности ролика 18, между .которйьа и заклАдыкает- ся сварочная проволока 20. После этого запускают электродвигатели 2, и, изменя обороты одного из двигателей, подби|)ают нужную скорость подачи проволоки. Ролик 19 за счет пружины 25 наделаю при-кимает проволоку 2О к рояйнку 18, исключа ее проскальзывание. Такое конструктивное решение позволя ет плавно перемещать ролики 18 и 19 вдоль валов 14 и 17, что повышает маневренность устройства в два раза, так как ролики можно расположить как асимметрично, притом в разных направлениях (сместить влево или вправо), так и симметрично относительно корпуса устройства, позволяя вести сборку вблизи стенок (при асимметричном расположении роликов) и в узком симметричном относительно свариваемого стыка колодие (при симметричном расположении роликов). Формула изобретения 1.Устройство для подачи сварочной проволоки, содержащее расположенные в корпусе на параллельных валах подающие ролики и механизм регулировки положения подающих роликов, отличаюшеес я тем, что, с целью повышения маневренности путем увеличения диапазона регулирования положения подающих роликов, механизм регулирювки положения роликов выполнен в виде винтовых пар, винты которых размещены внутри валов, а гайки жестко связаны с подающими роликами. 2.Устройство по п. 1, о т л и ч аю щ е е с я тем, что, с целью исключения прюскальзывания проволоки, одна из винтовых пар подпружинена. Источники информации, принятые во внимание при экспертизе: 1.Бельфор М. Г, и др. Оборудование для дуговой и шлаковой сварки и каплавки, М., Высшая школа, 1974, с. 39, рис. 32а. 2.Авторское свидетельство №483211, кл. В 23 К 9/12, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи сварочной проволоки | 1984 |
|
SU1197805A1 |
| СВАРОЧНАЯ ГОЛОВКА | 1990 |
|
RU2048281C1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Двухдуговая головка для сварки кольцевых швов | 1980 |
|
SU925595A1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| Двухэлектродная сварочная головка | 1980 |
|
SU910385A1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| Устройство для электродуговой сварки | 1975 |
|
SU782975A1 |
| Устройство для сварки неповоротных стыков труб | 1985 |
|
SU1286376A1 |
| Устройство для подачи сварочной проволоки | 1976 |
|
SU664780A1 |