1
Изобретение относите к гибочному оборудованию и может быть использовано в металлургической и электротехнической промышленности для изготс-эления зигзагообразных нагревателей печей сопротивления из проволоки,.
Известно устройство для изготовления проволочных зигзагообразных изделий, содержащее смонтированные на станине раму с кассетой для проволоки, оправку с утапливающимися гибочными пальцами и приемный лоток 1.
Однако в таком устройстве вспомогательные механизмы и нагревательное устройство усложняет конструкцию.
С целью ут1ррщения конструкции в предлагаемом устройстве гибочный механизм состоит из приводно и дисковой плиты, имеющей диаметральный сквозной пазе центральным полукруглым вырезом, в котором с возможностью поочередного скольжения вдоль паза при реверсивном повороте плиты установлены оси двух гибочных релизов, и закрецпенныХ на поворотных равйо плечих рычагах, установленных по обе стороны дисковой плиты, а оси рычагов параллельны и симметричны.оси этой плиты, причем рычаги застопорены с одной стороны упорами от поворота при поочередном обкатывании роликов один относительно друг гого.
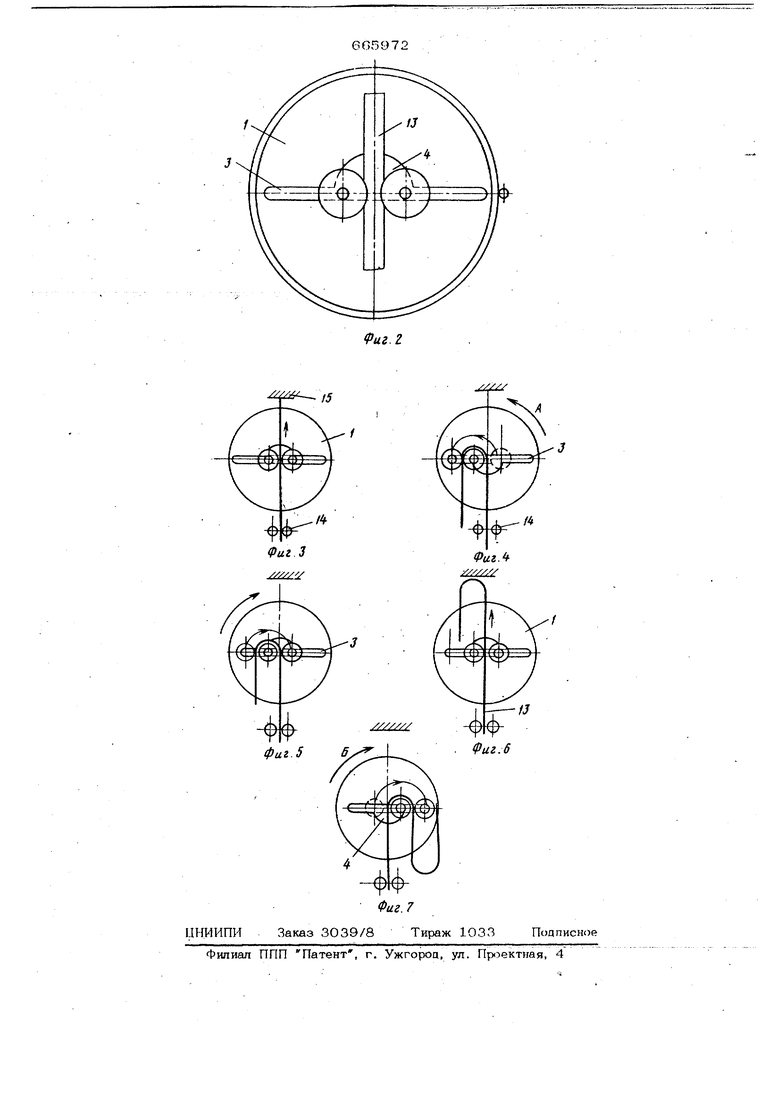
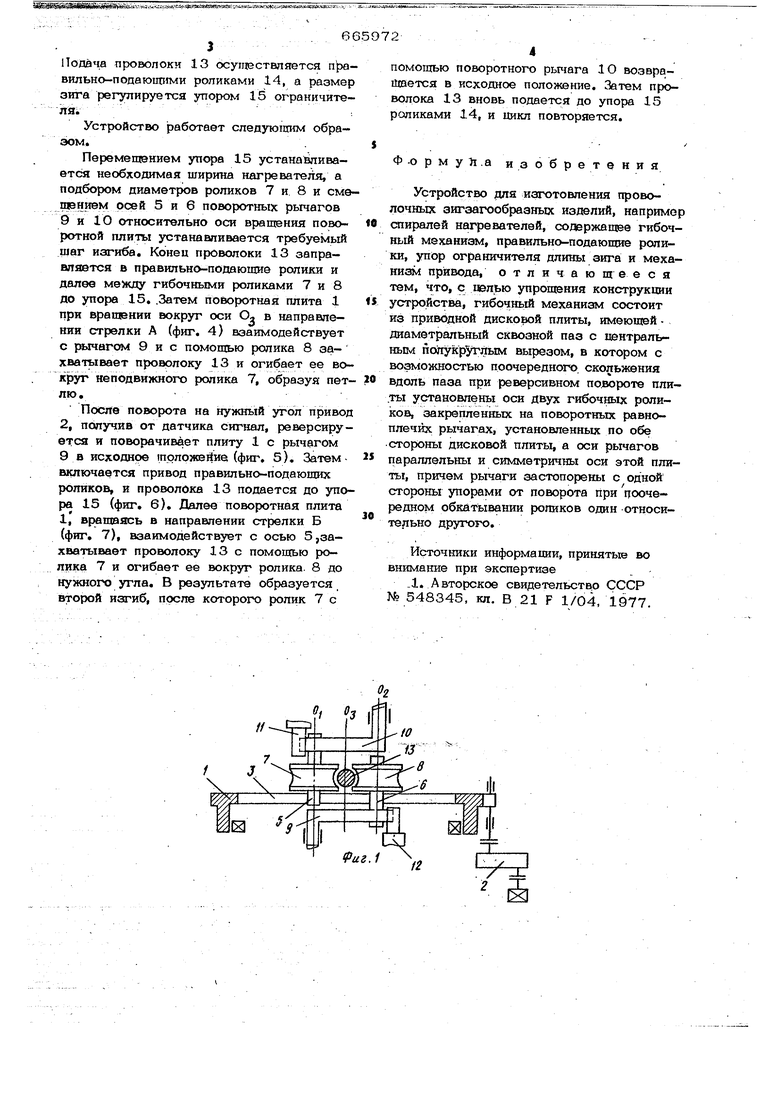
.На фга. 1 схематично изображено устройство для изготовления проволочных зигЕйгообразных изделий, вид cnepeajf, на фиг. 2 - то же, вид сверху; на фиг. 3-7 схема процесса гибки проволоки.
Устройство содержит гибочный механизм, выполненнь1Й ввйде дйскобой плиты 1, приводящейся во вращение вокруг оси от реверсивного привода 2. Плита имеет диаметральный сквозной паз 3 с центральным полукругльхм вырезом 4. В пазу установлень оси 5 и 6 гибочгаых роликов 7 и 8, которые закреплены на поворотных равноплечих рычагах 9 и 1О. Оси О и О рычагов параллельны и симметричны Оси О- дисковой плиты. Рычаги стопорятся с одной стороны упорами 11 и 12.
665972 Подача проволоки 13 осуществляется пра вильно-подагощими роликами 14, а размер эига регулируется упором 15 ограничитеJtSiУстройство работает следующим образом. Перемещением упора 15 устанавливается необходимая ширина нагревателя, а подбором диаметров роликов 7 и 8 и сме щением осей 5 и 6 поворотных рычагов 9 и 10 относительно оси вращения поворотной плиты устанавливается требуемый шаг изгиба. Конец проволоки 13 заправляется в правильно-подающие ролики и далее между гибочными роликами 7 и 8 до упора 15, .Затем пойоротная плита 1 при вращении вокруг оси О, в направлении стрелки А (фиг, 4) взаимодействует с рычагом 9 и с помощью ролика 8 захвать1вает проволоку 13 и огибает ее воkjpyr неподвижного ролика 7, образуя пет л ю. После поворота на нужный угол привод 2, получив от датчика сигнал, реверсируется и поворачивает плиту 1 с рычагом 9 в исходное трложейие (фиг, 5), Затемвключается привод правильно-подающих роликов, и проволока 13 подается до упо ра 15 (фиг, 6), Далее поворотная плита 1 вращаясь в направлении стрелки Б (фиг, 7), взаимодействует с осью 5,захватывает проволоку 13 с помощью ролика 7 и огибает ее вокруг ролика. 8 до нужного угла, В результате образуется второй изгиб, после которого ролик 7 с ПОМОЩЬЮ поворотного рычага 1О возвращается в исходное положение. Затем проволока 13 вновь подается до упора 15 роликами 14, и Цикл повторяется. Ф-орму.а изобретения Устройство для изготовления проволочных зигзагообразных изделий, например ся1иралей нагревателей, содержащее гибочный механизм, правильно-подающие ролики, упор ограничителя длины зига и механиет привода, отличающееся тем, что, с цэлью упрощения конструкции устройства, гибочный механизм состоит из приводной дисковой плиты, имеющей диаметральный сквозной паз с центральным полукруглым вырезом, в котором с возможностью поочередного, скольжения вдоль паза при реверсивном по.вороте пли.ты установлены оси двух гибочных роликов, закрепленных на поворотных равноплечих рычагах, установленных по обе стороны дисковой плиты, а оси рычагов параллельны и симметричны оси этой плиты, причем рычаги застопорены с одной стороны упорами от поворота при поочередном обкатывании роликов один относительно другого. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР № 548345, кя, В 21 F 1/04, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГИБКИ ЗИГЗАГООБРАЗНЫХ ИЗДЕЛИЙ ИЗ ЛЕНТЫ ИЛИ ПРОВОЛОЧНЫХ ЗАГОТОВОК | 2010 |
|
RU2425727C1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ ЗИГЗАГООБРАЗНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2084302C1 |
| Устройство для изготовления изделий из проволоки | 1976 |
|
SU735367A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1992 |
|
RU2050216C1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ ЗИГЗАГООБРАЗНЫХ ИЗДЕЛИЙ | 1970 |
|
SU283972A1 |
| Автомат для изготовления сборных изделий | 1978 |
|
SU753583A1 |
| Автомат для гибки проволоки | 1989 |
|
SU1664444A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПРОВОЛОКИ ИЗДЕЛИЙ ТИПА ШПЛИНТОВ | 2005 |
|
RU2300438C2 |
| Автомат цепевязальный | 1980 |
|
SU925512A1 |
| Автомат для изготовления из проволоки изделий различной конфигурации | 1972 |
|
SU478659A1 |