((54) ФРЕЗЕРНЫЙ СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ГОРИЗОНТАЛЬНЫЙ ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2465104C1 |
| Фрезерный станок | 1986 |
|
SU1380875A2 |
| СТАНОК ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2461450C1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1986 |
|
SU1490819A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 2003 |
|
RU2241577C1 |
| МНОГОШПИНДЕЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК | 1978 |
|
SU778005A1 |
| Фрезерный станок | 1977 |
|
SU666006A1 |
| МЕТАЛЛООБРАБАТЫВАЮЩИЙ СТАНОК | 2009 |
|
RU2397049C1 |
| МНОГОШПИНДЕЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК | 2003 |
|
RU2235004C1 |
| Фрезерный станок | 1976 |
|
SU560706A1 |
1
Изобретение относится к станкостроению и может быть использовано для изготовления деталей вафельной конструкции.,
Известны станки подобного назначения, включающие расположенные зза имно перпендикулярно станины, на одI ной из которых установлены сани с качающейся на вертикальной оси дву- Q плечей скобой, несущей фрезерные головки и шаровые опоры .
Недостатками известных станков являются ограниченный диапазон обрабатываемых деталей, определяемый постоянством наибольшего размера меж- - ду торцом инструмента и поверхностью шаровой оп5ры, а также .неудобство при установке и снятии обрабатываемой детали, инструмента и насадных головок.
Цель изобретения - расширение технологических возможностей.
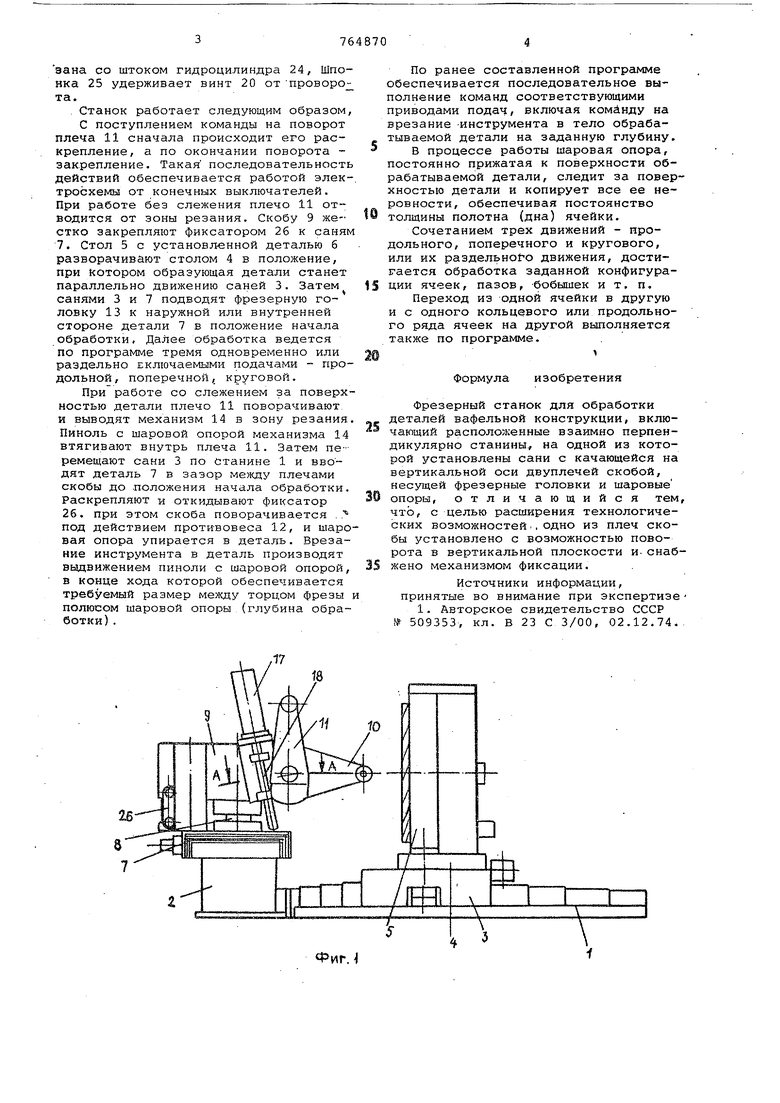
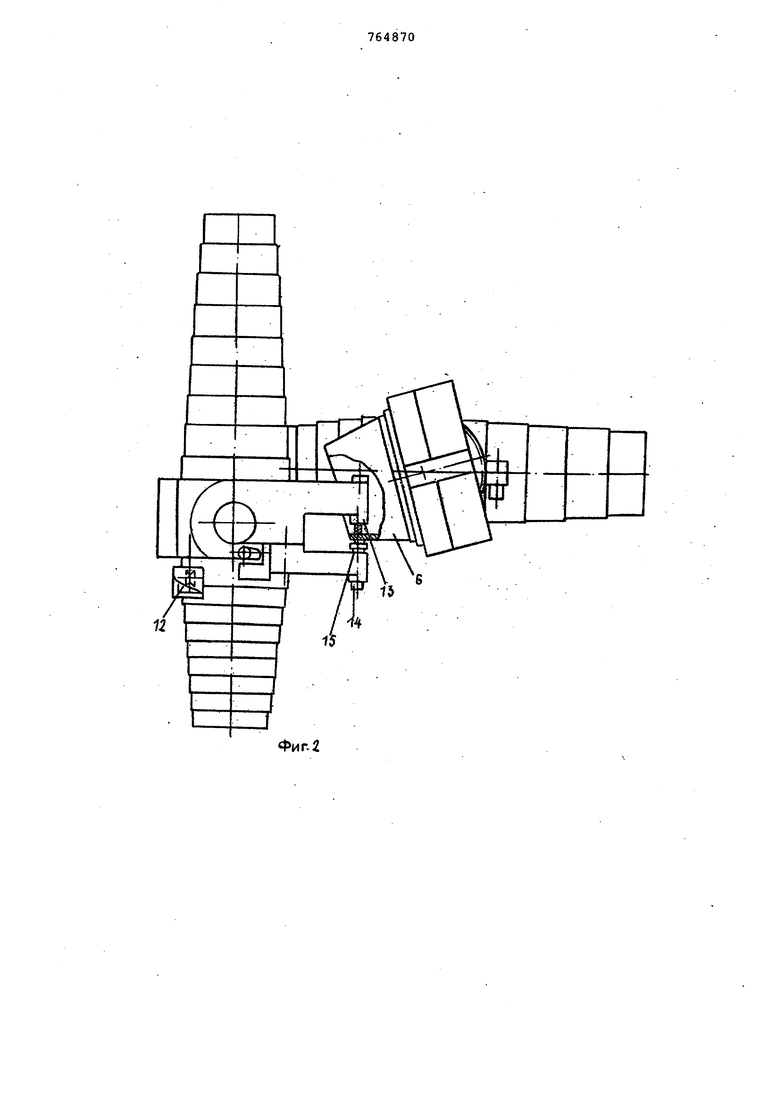
Для достижения указанной цели одно из плеч скобы установлено с возмож- 25 ностью поворота в вертикальной плоскости и снабжено механизмом фиксации. . На фиг. 1 представлен станок, вид спереди, обработка без слежения; на фиг. 2 - то же, вид сверху, обработказд
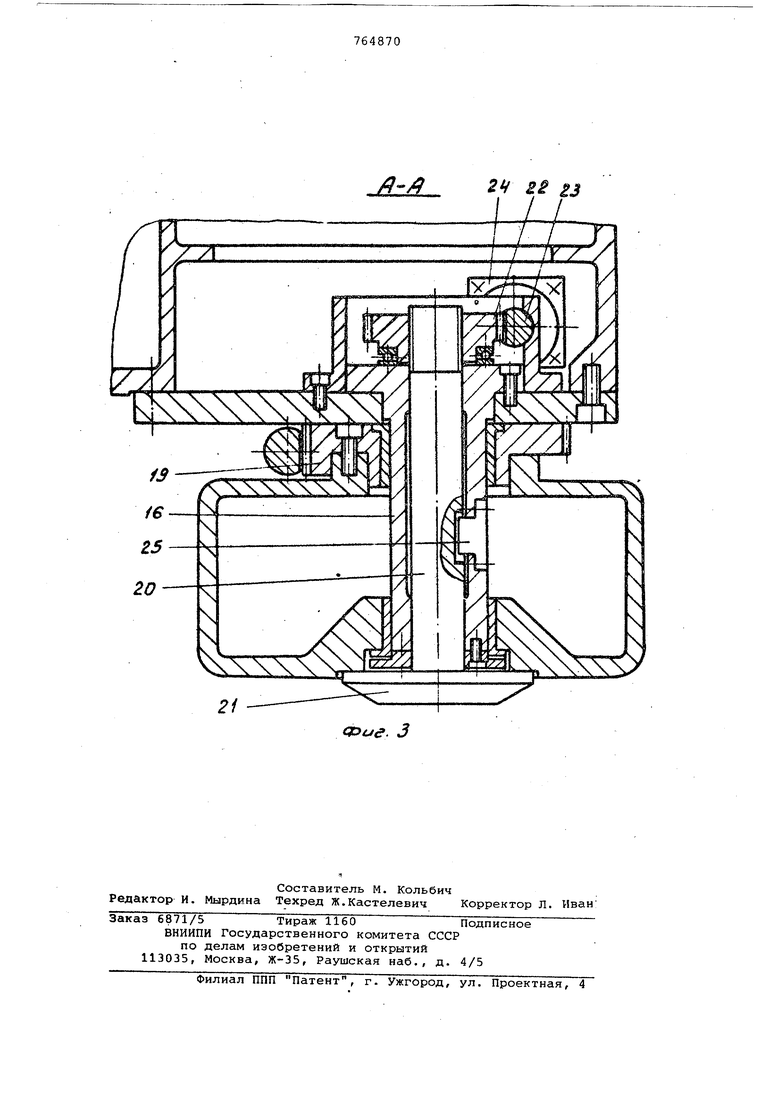
конической детали со слежением; на фиг. 3 - разрез А-А на фиг. 1.
Станок включает станины 1 и 2. На станине 1 смонтированы сани 3 с поворотни«и столами 4 для разворота и 5 для кругового вращения детали 6.
На станине 2 расположены сани 7, На санях 7 жестко закреплена ось 8, на которой установлена качающаяся скоба 9 с рабочими плеч гили 10 и 11. Качание скобы обеспечивается посредством тросовой системы с противовесом 12.
В плечо 10 вмонтирована фрезерная головка 13 с приводом, а в плечо 11 механизм 14 с выдвигающейся шаровой опорой 15. Само плечо 11 установлено на полую ось 16, закрепленную на корпусе скобы 9.
Поворот плеча осуществляют с помощью гидроцилиндра 17, шток которого через рейку 18 вращает зубчатый сектор 19, жестко соединенный с плечом 11. Зажим плеча, после его поворота в одно из крайних положений, производится винтом 20, имеющим опорную пяту 21. Осевое перемещение винт 20 получает от гайки-шестерни 22, вращающейся от рейки 23, которая связана со штоком гидроцилиндра 24, Шпонка 25 удерживает винт 20 от проворо та.
. Станок работает следующим образом, С поступлением команды на поворот плеча 11 сначала происходит его раскрепление, а по окончании поворота закрепление. Такая последовательность действий обеспечивается работой электросхемы от конечных выключателей. При работе без слежения плечо 11 отводится от зоны резания. Скобу 9 жестко закрепляют фиксатором 26 к саням 7. Стол 5 с установл-енной деталью 6 разворачивают столом 4 в положение, при котором образующая детали станет параллельно движению саней 3. Затем санями 3 и 7 подводят фрезерную головку 13 к наружной или внутренней стороне детали 7 в положение начала обработки, Далее обработка ведется по программе тремя одновременно или раздельно включаемыми подачами - продольной, поперечной, круговой.
При работе со слежением за поверхностью детали плечо 11 поворачивают, и выводят механизм 14 в зону резания Пиноль с шаровой опорой механизма 14 втягивают внутрь плеча 11. Затем перемещают сани 3 По Станине 1 и вводят деталь 7 в зазор между плечами скобы до .положения начала обработки. Раскрепляют и откидывают фиксатор 26. при этом скоба поворачивается . . под действием противовеса 12, и шаровая опора упирается в деталь. Врезание инструмента в деталь производят выдвижением пиноли с шаровой опорой, в конце хода которой обеспечивается требуемый размер между торцом фрезы полюсом шаровой опоры (глубина обработки) .
По ранее составленной программе обеспечивается последовательное выполнение команд соответствующими приводами подач, включая команду на врезание -инструмента в тело обрабатываемой детали на заданную глубину. В процессе работы шаровая опора, постоянно прижатая к поверхности обрабатываемой детали, следит за поверхностью детали и копирует все ее неровности, обеспечивая постоянство
толщины полотна (дна) ячейки.
Сочетанием трех движений - продольного, поперечного и кругового, или их раздельного движения, достигается обработка заданной конфигура5 Ции ячеек, пазов, -бобышек и т. п.
Переход из одной ячейки в другую и с одного кольцевого или продольного ряда ячеек на другой выполняется также по программе.
Формула изобретения
Фрезерный станок для обработки деталей вафельной конструкции, включающий расположенные взаимно перпендикулярно станины на одной из которой установлены сани с качающейся на вертикальной оси двуплечей скобой, несущей фрезерные головки и шаровые 8 опоры, отличающийся тем, что, с целью расширения технологических возможностей , одно из плеч скобы установлено с возможностью поворота в вертикальной плоскости и-снаб5 жено механизмом фиксации.
Источники информации, принятые во внимание при экспертизе
