обрабатываемой детали 20. Вращение детали 20 обеспечивается приводом круговой подачи 21.
Станок работает следующим образом.
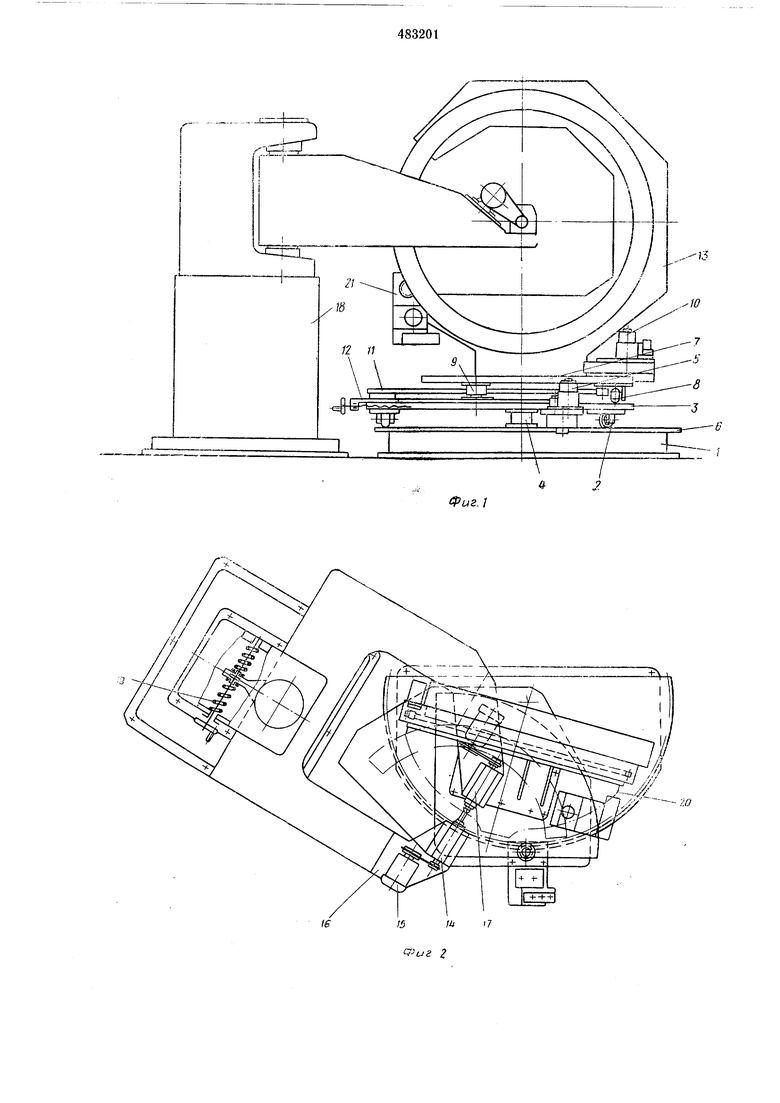
Обрабатываемую деталь 20, закрепленную в вертлюге 13, поворотом нижнего сектора 3 вводят в пространство, ограниченное консолями скобы 16.
Установив деталь 20 в исходное положение, к поверхности изделия подводят упор. Усилие прижатия упора 17, исходя из условий резания и толщины обрабатываемого материала, обеспечивается пружиной механизма поджатия 19. Затем включают систему автоматического управления станком.
Программное управление станком обеспечивает включение и выключение в определенной последовательности приводов подач 5, 10 и 21, включение и выключение фрезерной головки 14, а также отвод и подвод пиноли щпинделя фрезерной головки 14. Глубину врезания фрезы устанавливают заранее, путем ограничения осевого перемещения пиноли фрезерной головки. Контроль глубины фрезерования осуществляется автоматически. Данная схема обработки исключает необходимость жесткого базирования детали и позволяет вести обработку таких деталей, величина отклонения контура поверхности которых значительно больше допуска на толщину дна обрабатываемой ячейки.
По окончании обработки фона сферической части, не останавливая станка, производят обработку ячеек, расположенных на горловине. Для этого отключается привод кругового движения нияснего сектора 5 и включается привод 10 кругового движения верхнего сектора 7.
Местоположение оси вращения 9 верхнего сектора определяется радиусом сопряжения обрабатываемой горловины со сферой детали 20.
При переходе к обработке детали с радиусом горловины, отличным от предыдущего, перед обработкой производят подналадку
станка путем перемещения оси вращения 9 на заданную величину. Переход к обработке детали, радиус сферы которой отличается от размеров предыдущей детали, осуществляется также с помощью частичной подналадки
станка. Для этого вертлюг 13 перемещают в горизонтальной плоскости по поверхности верхнего сектора 7 на необходимую величину относительно оси вращения 4 нижнего сектора 3.
Полностью обработанную деталь снимают с вертлюга и на ее место устанавливают ноную.
Предмет изобретения
Фрезерный станок для обработки изделий облегченной конструкции, например сферических днищ, включающий поворотный стол, с которым связан вертлюг для закрепления изделий, отличающийся тем, что, с целью расщирения технологических возможностей станка, он снабжен вторым несущим вертлюг поворотным столом, ось поворота которого закреплена на первом столе с возможностью
радиального перемещения, причем оба стола выполнены в виде секторов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Фрезерный станок | 1977 |
|
SU666006A1 |
| СТАНОК ГОРИЗОНТАЛЬНЫЙ ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2465104C1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1986 |
|
SU1490819A1 |
| Фрезерный станок | 1978 |
|
SU764870A1 |
| Фрезерный станок с программным управлением | 1985 |
|
SU1303375A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЬ^Й СТАНОК | 1968 |
|
SU217893A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙВ ПЛИТАХ | 1972 |
|
SU358104A1 |
| Станок для пятикоординатной обработки вращающимся инструментом пространственно-сложных криволинейных поверхностей | 1972 |
|
SU491252A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ И ЭЛЕКТРОД-ИНСТРУМЕНТ | 1991 |
|
RU2044610C1 |