(54) ЭЛЕКТРОД-ИНСТРУМЕНТ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 1991 |
|
RU2028885C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МОТЫЛЕВЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2043884C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬЕФНОГО ИЗОБРАЖЕНИЯ НА МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2017 |
|
RU2666658C1 |
| Электрод-инструмент для электрохимической обработки пазов | 1985 |
|
SU1303306A1 |
| Электрод-инструмент | 1988 |
|
SU1579671A1 |
| Способ электрохимико-механической приработки коренных шеек коленчатого вала | 2018 |
|
RU2690133C1 |
| Устройство для электрохимического прошивания отверстий | 1976 |
|
SU745635A1 |
| Электрод-инструмет | 1977 |
|
SU764920A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПРОШИВАНИЯ ОТВЕРСТИЙ | 1990 |
|
RU2041035C1 |
| Устройство для электрохимической обработки | 1977 |
|
SU643268A1 |
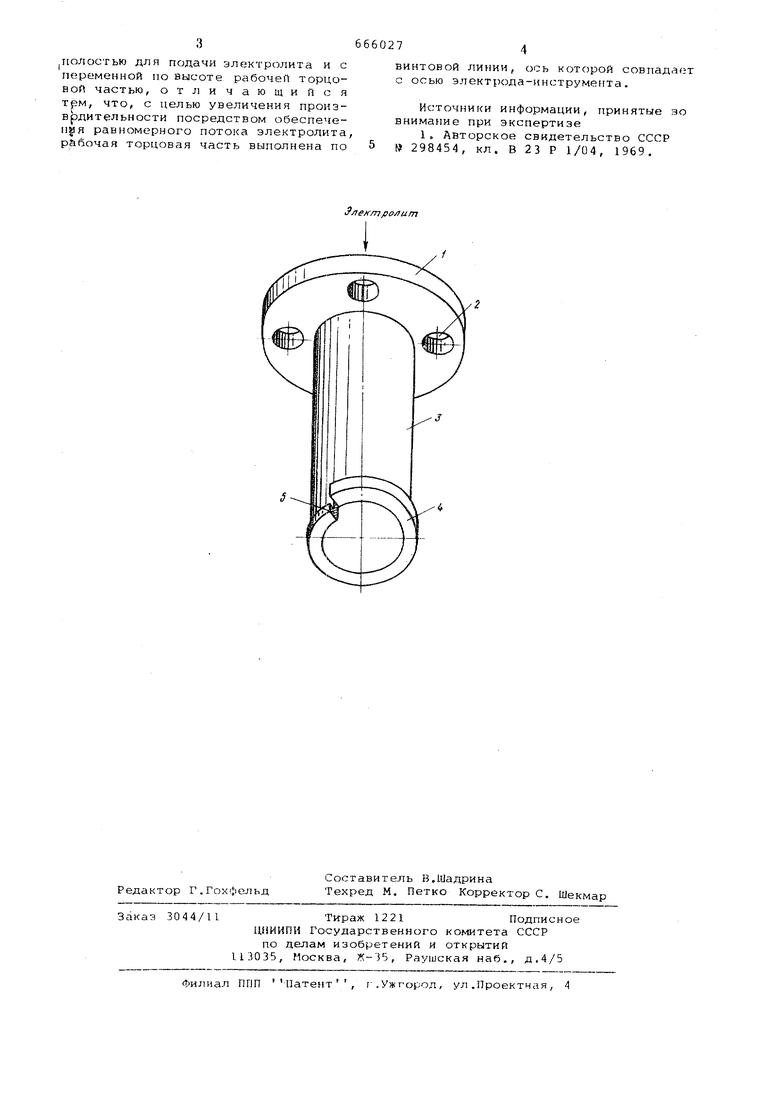
Изобретение относится к электрохимической обработке и может быть использовано в качествеинструмента для обработки деталей из токопроводящих материалов. Наиболее близким к изобретению по технической сущности является электрод-инструмент для электрохимической обработки зубчатых колес методом свободного обката, состоящий из двух половин, разделенных изолирующим слоем, располох(еннь1м наклонно к торцам электрода, в котором изолирующий слой выполнен переменной ширины по высоте зуба 1. Этот электрод-инструмент не обеспечивает равномерного потока электро лита и в связи с этим - повышения nP изводительности обработки. С целью увеличения производительности процесса электрохимической обработки посредством обеспечения равномерного потока электролита по обрабатываемой поверхности, улучшения удаления продуктов- анодного раст ворения рабочая торцовая часть выпол нена по винтовой линии , ось 1 оторой совпадает с осью электрода-инструмен На чертеже схематически показан описываемый электрод-инструмент. Он состоит из присоединительного элемента 1 с отверстием 2 для крепления к шпинделю станка, патрубка 3 и рабочей торцовой части 4 с выступом В процессе электрохимической обработки электрод-инструмент вращается и подводится к обрабатываемой детали, включается технологический ток и подача электролита через внутреннее отверстие патрубка 3. При вращении и одновременной осевой подаче электролита-инструмента, т.е. по мере углубления в обрабатываемую поверхность, поток электролита подхватывается выступом 5 и распределяется в межэлектррдном зазоре, при этом создается дополнительный подпор, улучшаются условия транспортирования электролита и очистки рабочего зазора от шлама, что в конечном итоге приводит к повьииению производительности, а также качества обработки. Формула изобретения Электрод-инструмент для электрохимической обработки с центральной
полостью для подачи электролита и с переменной по высоте рабочеП торцовой частью, отличающийся тем, что, с целью увеличения произврдительности посредством обеспечен|1я равномерного потока электролита, рабочая торцовая часть выполнена по
винтовой линии, ось которой совпадает с осью электрода-инструмента.
Источники информации, принятые во внимание при экспертизе
