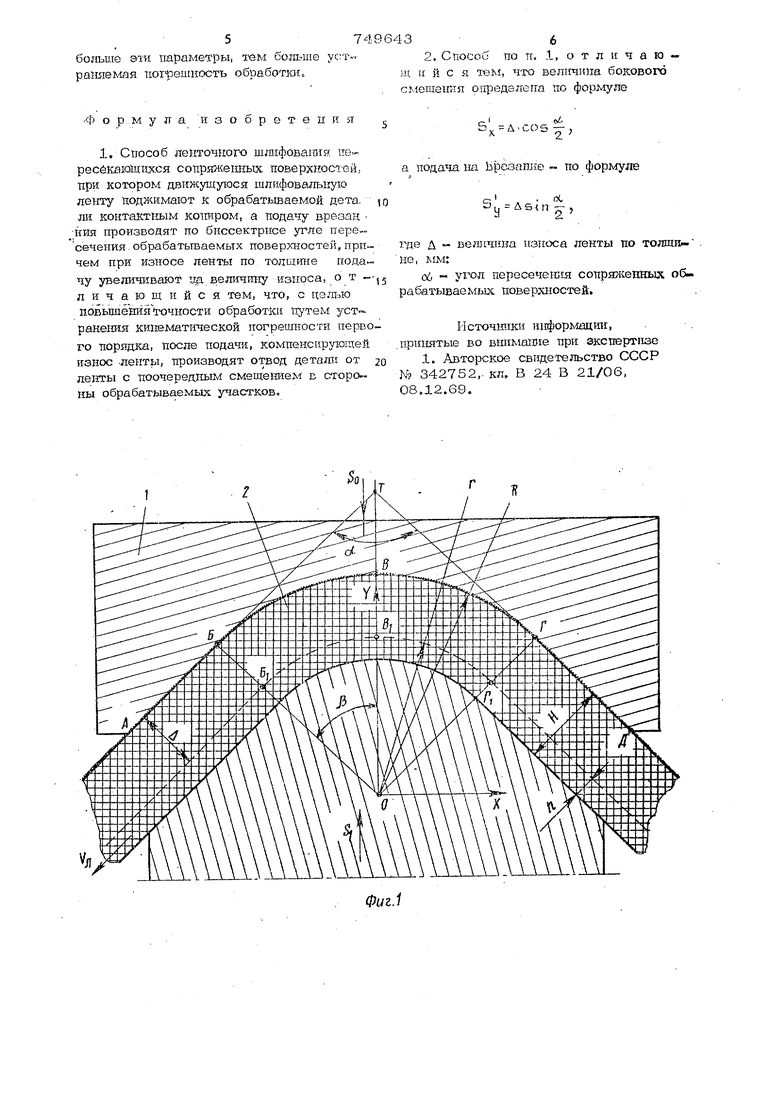
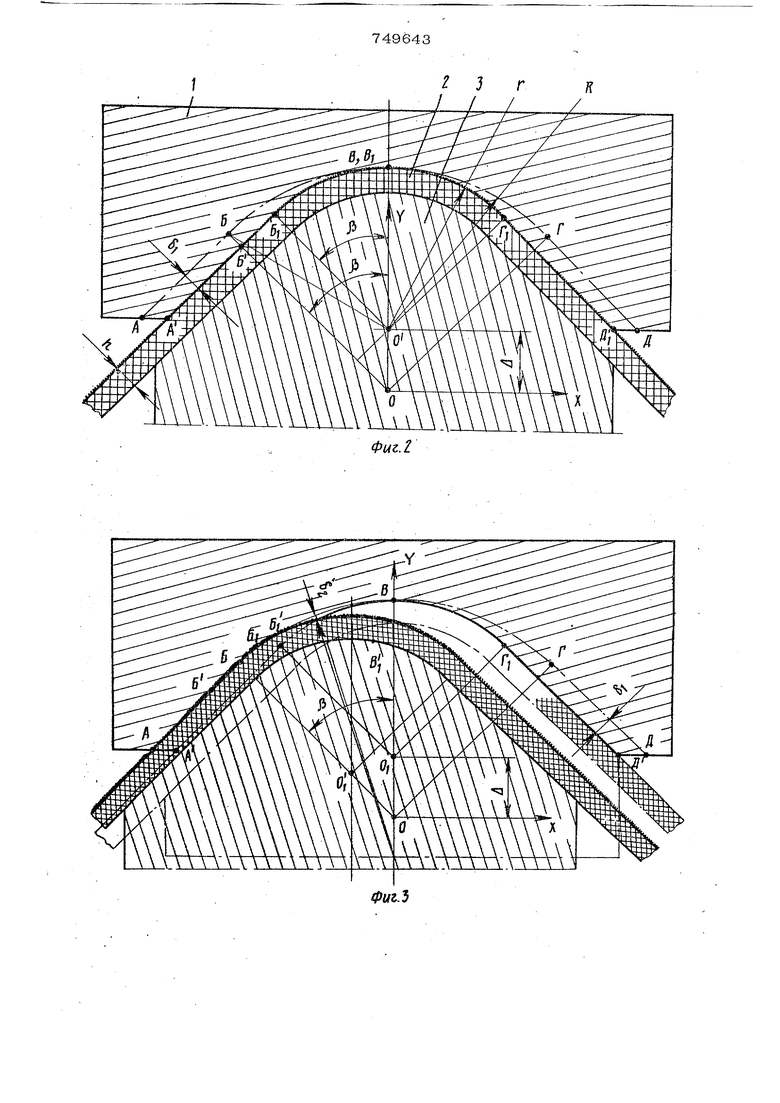
Изобретение касается преимуществен-ч но;о6работкн иерееекающизася поверхнос тей, соп ряженных по радиусу, натфимер мест сопржкений шресекающюося поверхрностей попаахж газотурбинных двигателей, и может быть использовано в авиаииониой судостроительной, энергомашиностронтельной промышленностях. Известен способ ленточного шлифова,няя пересекающихся сопряжеНЕЫх поверхностей детали, при котором движущуюся со скоростью шлифования ленту поджимают к обрабатываемой детал1г контактным копиром, а подачу на врезание осущестщятот по биссектрисе угла пересечения поверхностей перемещением обрабатываемой детали или копира с лентой. При износе шлифовальной явнты подачу врезания увеличивают на величину ее износа Щ. Однако при износе шлифовальной ленты дополнительная подача на врезание по биссектрисе угла не позволяет снять припуск равномерно по всей обрабатываемой тюверх- ности. Возникает кинематическая погрешность обработки. Цель изобретегшя - компенсация кинематической погрешности. Это достигается тем, что после подачи, компенсирующей износ ленты по толщине, производят отвод детали от ленты с коггтактным копиром в направленшг, противополоншом подаче, и относительно расчетного полонсения, определяемого толщиной новой ленты, осуществляют подачу по биссектрисе указанного угла на величину5у Д5{п$и в перпендикулярном направлю шш к биссектрисе поочередно производят подачи влнво и вправо от биссект рисы на вел1гчищг5 дсое ji где д - величина износа ленты тю толщине, мм: об - угол пересечения сопряженных обрабатываемых поверхностей. На фиг.- 1 обрабатываемая деталь к контактный копиризображены ,i3 пояогкегош конца обработки, когда лента не изношена на фиг.2 - то же, при изношегшой ленте:
37496
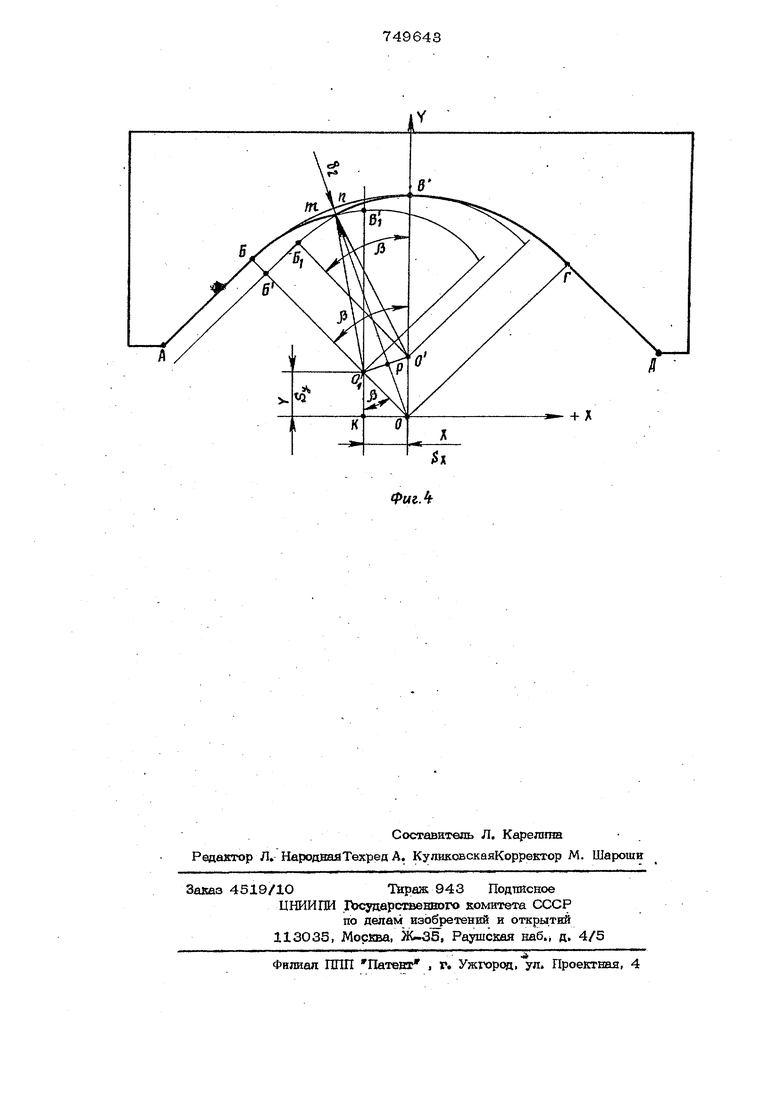
а фиг.З .- 301га обработки ирп смелцеш ях, омтпэисирукжшх когрешпос;ть обрабо.тк ервого порадка; на фиг. 4 -- расчеач ая схема применительно, к Han:O)iceinuo на
фиг„ 3.,
Обработку flerajni 1 Г1ропаводдт р.вк.... со скоростью шлифования Уд лентой 2, которую поджимают к детали профильным контактным KoraipoM 3, эзшидиотантным на тогацину леоты И обрабатыва- ю емым поверхностям ЛБ, Б.ВГ и ГД.
Повер аюсти АБ и ГД тюресе&аются между собой нод углом (Л и сопряжены радиусной новерхностью БВГ с радиусом OB-OB-OF-R и центром в точке О.j5
Подачу врезания производят во биссектрисе от. угла с6 . При этом jia В1зезаш1е по- дадот обрабатываек-гую деталь в направлении по стрелке Sg или контакишй копир с в прогивополоншом направлении по О стрелке S ,
При новой шлифовальной ленте, имеющей толщину П, на-детали по;1учается аадашкьй чертежом профиль АБВШ. При износе шли-фовальной ленты на вет1Чин5 - д - ЪЪ.- ВВ ГТ ,т.е, при толщине ленты h, на детали остается неснятым нрипуск,. равный д , а радиус поверхности сопржкения Б.В, Г оказывается равным ОБ : ОВ j (. После износа лвнты производят подачу бисреетрисе угла о , на вепкчину- д При этом TO4Jca В режуцдей поверхыости ленты попадает в расчетную TO iKy-Ej детали (см.фиг. 2). т.е. в этой точке снимается помюстью, однако точки BJ: и Т режущей поверхности ленты не совпадают с расчетными точками Б и Г, в результате чего на детали nony4aeav ся при бли лее шли профиль АББ.В причем поверхности АБ и ТД будут недо- работав на величину , .
Центр О окр5жности , т.е. получив«шейся после износа ленты поверхности сопряйсешш тюресекающихся поверхностей, . окажется в точке О ,. отстоящей от точки Q в нанравлении оси у , параллельной биссектрисе , на величину износа ленЧ ты ОО - д . Ус-сранение погрешности S j достигается тем, что котшру с лентой или детали дополнительно сообдают сме щеиш вдоль осей X и 5 на величины, при которых крайние точки Bi и Г (см. фиг. 2) радиусной режущей поверхности изиошейной ленты попадают в точки Б Г.
На фиг. 3 этот прием поясняется при-. мёнительно к точке Б (для устранешш noiv решности. обработки на поверхности Щ сме-«
1:3-4
-цепле производят вправо отлоситегшно оси
При совмещении точек Б и Б| центр о о1сру кности р потгадает в то}.ку О
ко«
О1лдинаты которой
У в сисп.еме, свя- замюй с ТОЧКОЙ О, необходимо определить При совмещении точек Б и Б тошш В.; попадает в положение В j (см. фиг. 3 и 4
Введем обозначения: утоп ТО Б ,й , у- , Х-ОК Так как линия паралельна оси У, то К - 1Ь „
Из треуго/шпика О находим, что X ОК п ОО,5)П,, У Oj К ОО/соь р,, но по условиям построешш (совмещ,ения точек Б и Б, ): OO::i д , fb.г 90-, следовательно,
(90°- - O AOO&I,
У-ЛС05 (9Cf- )ASin|.
Система ХОУ хара ггеризует расчетное положение детали и копира при новой ленте (см. фиг, 1).
При износе ле;ггы im величину д для устранения погрещности обработки первото Т1Оряд:ш б j обрабатываемой детали или копиру с лентой сообщают смещения от расчетного положе1шя на величины
V.с .-. (Л
Oj x ±AcoS2;,5y y ASin2; При зггом погрещность обработки первого
порядка б полносттзЮ устраняется. Однако, как видно из фиг. 3 и 4, остается погрещность обработки второго порядка б 2 m п . Опреде.ш1М ее величшзу.
Из графических . построений (см. фиг. 4} видно, 41X3 82 mn on-orn Л-1ооп, от op-t р ш , о m - г.
Пз треуголыожа О находим:
OOi3in-| Asin-|,OP-Oo;cosf Acosf. Из треугольника находим
Рт --|(,pfl,|jP)2-A2sTi |
Поставляя найденные значешгн отрезков в формулу для m п , получим mn S2 Т -ДСОб|-д|(..
Учитывая,чт-о fi 90-- , 82
-,К-лсо5(45°-|),„2|45°.
порядок вел;1чины погрешшэотй второго поряшш. Пусть R - 5 мм, oi 90°, 0,3 г.ш,. Тоща ,023 ш Такой погрещностью обработки молщо пренебречь.
Ветйгчика достигаемого аффекта, т.е. , точность повыщения обработки, завЕсит от утла ot пересечения обрабатьшаемых поверхност-ей, радиуса их сопряжения и величины износа легггы по толщине. Чем 5 больше эти параметры, тем больше paШIe ШЯ тюгрешкосмъ обработки.
Формула изобретения
1, Способ ленточного шлифоваштя пересекающихся сот1ржке1шых тюверхиос1-ей, при котором движущуюся шлифовальную ленту поджимают к обрабатьтаемой дета. ли KOHTaicTittiM копиром, а подачу врезан НИН производят по биссектрисе угле пере- сечепия. обрабатьшаемых поверхностей, при.чем при износе леНты по толшгтне подачу увеличивают Ж1 величину износа, о т личающийся тем, что, с целью повышения1ючности обработки путем уст ранения кинематняеской погрешности первого порядка, после подачи, компенсирутащей износ -ленты, производят отвод детали от леигы с noo4epea.Hbiivi смешешем в стороны обрабатываемых участков.
(-.1..
.С05-;
а подача на Ьрезапке но формуле
5у -у
д веге1чпна износа ленты по толщине, f,JM:
(. „ угол пересечения сот1ря сепных обраба.тываем1з1х поверхностей.
Р1СТОЧНИКИ ИнфОрЛШЦЩ,
,при1итые во внимание при зкстгертнзе 1. Авторское свиде-тельство СССР N 342752,. кл, В 24 В 21/06, 08„12.69. уст-2. Способ по п. 1, отличаю. 7496436 щ и и с я авм, что ветгчика бокового смещения опредеяегга по формуле
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования криволинейных поверхностей | 1977 |
|
SU634912A1 |
| Ленточно-щлифовальный станок для обработки лопаток газотурбинных двигателей | 1977 |
|
SU865624A2 |
| Способ ленточного шлифования профильных поверхностей | 1978 |
|
SU732125A1 |
| Ленточно-шлифовальное устройство | 1976 |
|
SU609613A1 |
| Способ совместного шлифования пересекающихся поверхностей | 1976 |
|
SU666054A1 |
| Способ шлифования пера лопаток | 1981 |
|
SU986740A1 |
| Ленточно-шлифовальное устройство | 1978 |
|
SU891364A2 |
| Способ совместного шлифования пересекающихся поверхностей | 1976 |
|
SU654397A1 |
| Ленточно-шлифовальный станок для обработки прикомлевых участков лопаток | 1978 |
|
SU747699A1 |
| Способ шлифования сложнопрофильных изделий | 1981 |
|
SU965733A1 |
Фиг-Л
