(54) СПОСОБ ffllOi BAHHH ПЕРА И ПОЛКИ ЛОШХТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ совместного шлифования пересекающихся поверхностей | 1976 |
|
SU654397A1 |
| Способ ленточного шлифования | 1979 |
|
SU929410A2 |
| Устройство для ленточного шлифо-ВАНия пЕРЕСЕКАющиХСя пОВЕРХНОСТЕй | 1979 |
|
SU844239A1 |
| СПОСОБ ШЛИФОВАНИЯ ПРИКОРНЕВЫХ УЧАСТКОВ ПЕРА ЛОПАТКИ | 1990 |
|
SU1822056A1 |
| Способ ленточного шлифования прикомлевых участков лопаток | 1972 |
|
SU603567A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1973 |
|
SU610664A1 |
| Способ ленточного шлифования лопаток газотурбинных двигателей | 1963 |
|
SU454984A1 |
| Ленточно-шлифовальный станок | 1978 |
|
SU751591A2 |
| Способ ленточного шлифования профильных поверхностей | 1978 |
|
SU732125A1 |
| ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1971 |
|
SU299336A1 |
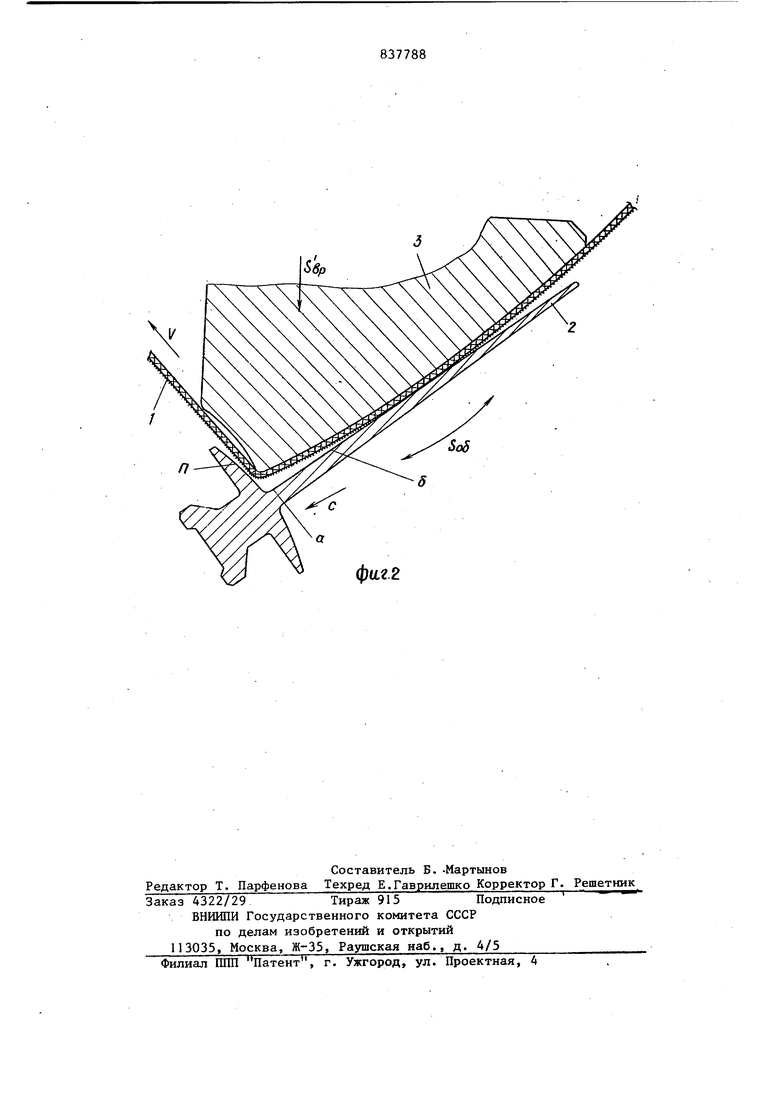
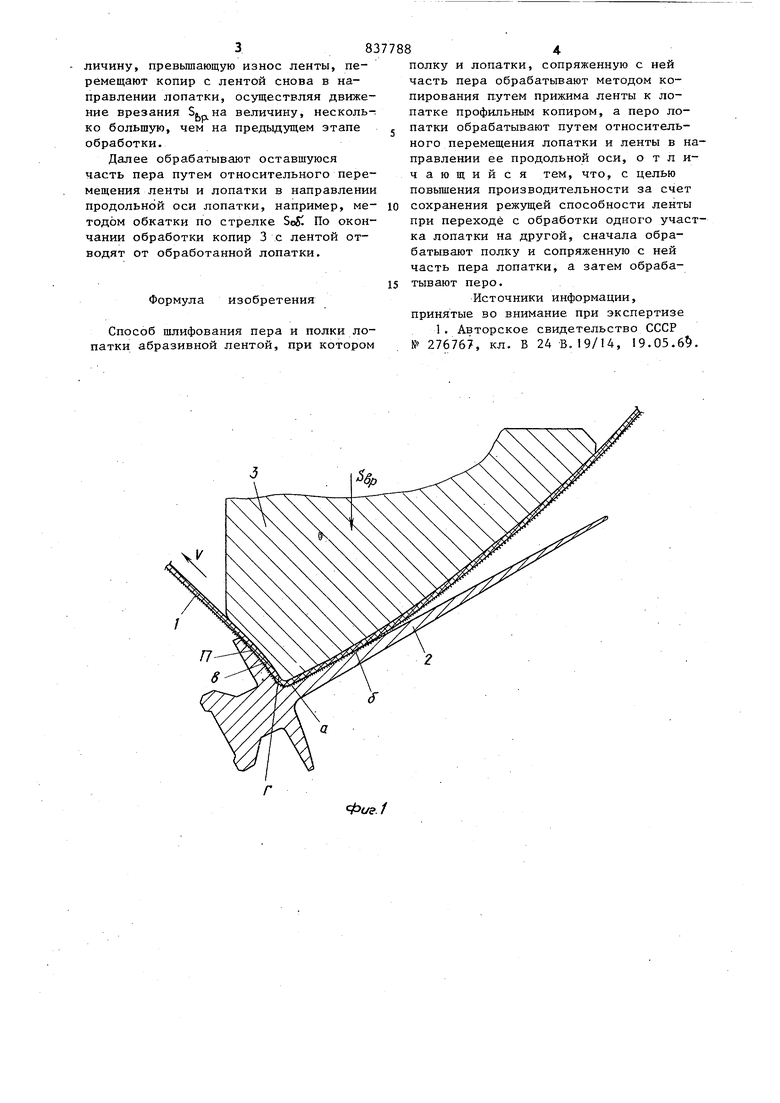
Изобретение относится к мехгначес кой обработке профильных поверхностей деталей абразивной лентой и может быть использовано в устройствах для шлифования и полирования пера и полки турбинных лопаток. 1звестен способ шлифования пера и полки лопатки абразивной лентой, при котором сначала обрабатывают перо лопатки за счет относительного перемещения ленты и лопатки в направлении ее продольной оси и далее полку и сопряженную с ней часть пера методом к пирования путем прижима ленты к лопат ке профильным копиром IjНедостатком известногоспособа яв ляется малая производительность обработки. Цель изобретения повышение производительности за счет сохранения р жущей способности ленты при переходе с обработки одного участка лопатки на другой. Указанная цель достигается тем что сначала обрабатывают полку и сопрягсекную с ней часть пера лопатки, а затем перо. На фиг. 1 показано шлифование, полки и сопряжел-ftiorc с ней участка пера; на фиг. 2 - шлифование пера. Обработку лопатки осуществляют следующим образен. Вначале (.) по методу копирования обрабатывают полку П лопатки, радиусную позерхность Г и участок аб пера методом копирования путем прижика. движущейся в. направлении V ленты 1 к лопатке 2 профильным копиром 3, перемещаемым по стрелке Sj . Указанным движением обеспечивается подача на врезание. После обработки указанных поверхностей копир с лентой отводят в обратном направлении на величину, превьшдающую припуск на обработку, сдвигают (фиг. 2) лопатку относительно ленты в направлении стрелки С на величину, превьппающую износ ленты, перемещают копир с лентой снова в направлении лопатки, осуществляя движение врезания Sj на величину, несколько большую, чем на предыдущем этапе обработки.
Далее обрабатывают оставшуюся часть пера путем относительного перемещения ленты и лопатки Б направлении продольной оси лопатки, например, методом обкатки по стрелке SoSC По окончании обработки копир 3 с лентой отводят от обработанной лопатки.
Формула изобретения
Способ шлифования пера и полки лопатки абразивной лентой, при котором
полку и лопатки, сопряженную с ней часть пера обрабатывают методом копирования путем прижима ленты к лопатке профильным копиром, а перо лопатки обрабатывают путем относительного перемещения лопатки и ленты в направлении ее продольной оси, о т л ичающийся тем, что, с целью повьшения производительности за счет
сохранения режущей способности ленты при переходе с обработки одного участка лопатки на другой, сначала обрабатывают полку и сопряженную с ней часть пера лопатки, а затем обрабатывают перо.
Источники информации, принятые во внимание при экспертизе
фаг2
