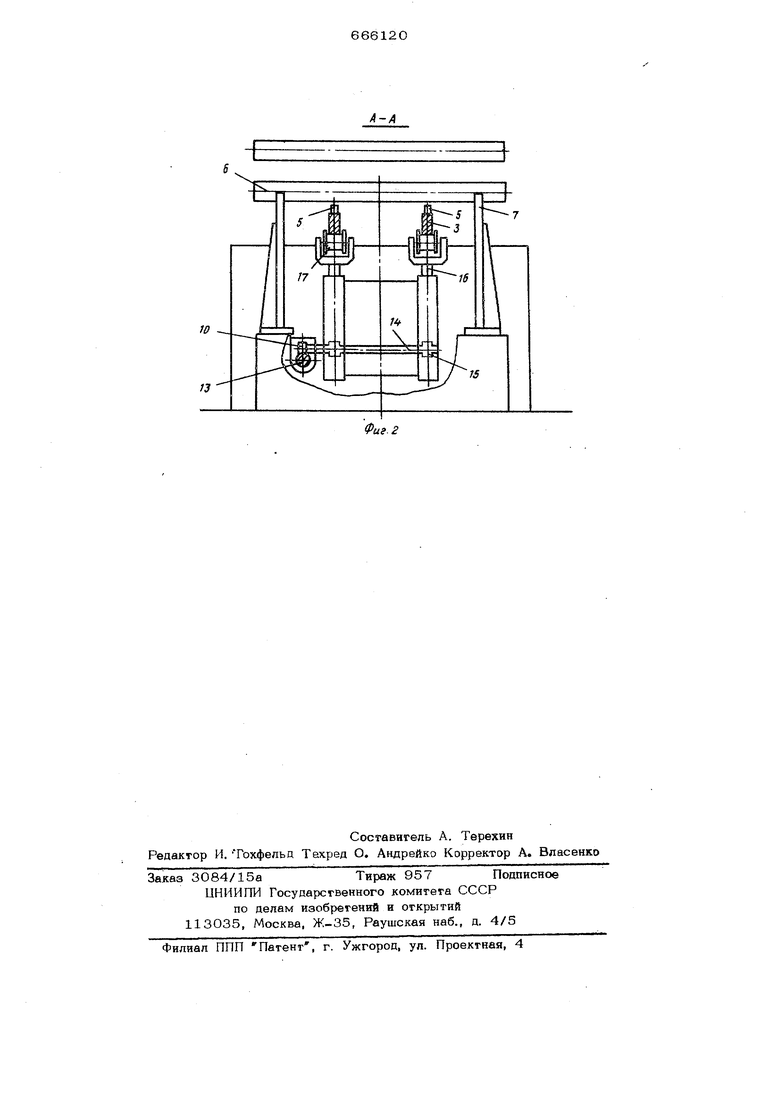
4 на разную высоту. Привод 1 вертикального перемещения соединен с горизонтальными рейками 13, взаимодействующими с шестернями 11 и 12.
На валах 14 расположены шестерни 15 взанмоаействуюшие с вертикальными рейками 16. Шганги 3 и 4 опираются на ролики 17 закрепленные на концах реек 16.
Транспортер работает следующим образом,
Ог привода 1 вертикального перемещения через рейки 13, шестерни 11 и 12, валы- 14, шестерни 15 и вертикальные рейки 16 осуществляется подъем на роликах 17 шганг 3 и 4 с призмами 5, которыми производится перехват деталей с технологической позиции I . Вследс1 вие того, что передаточное отношение шестерен 11 и 12 различное, вертикальные рейки 16 с роликами 17 поднимают штанги 3 и 4 на разную высоту, причем штанга 4 отводящей ветви поднимается на меньшую высоту, чем штанга 3 подводящей ветви транспортера.
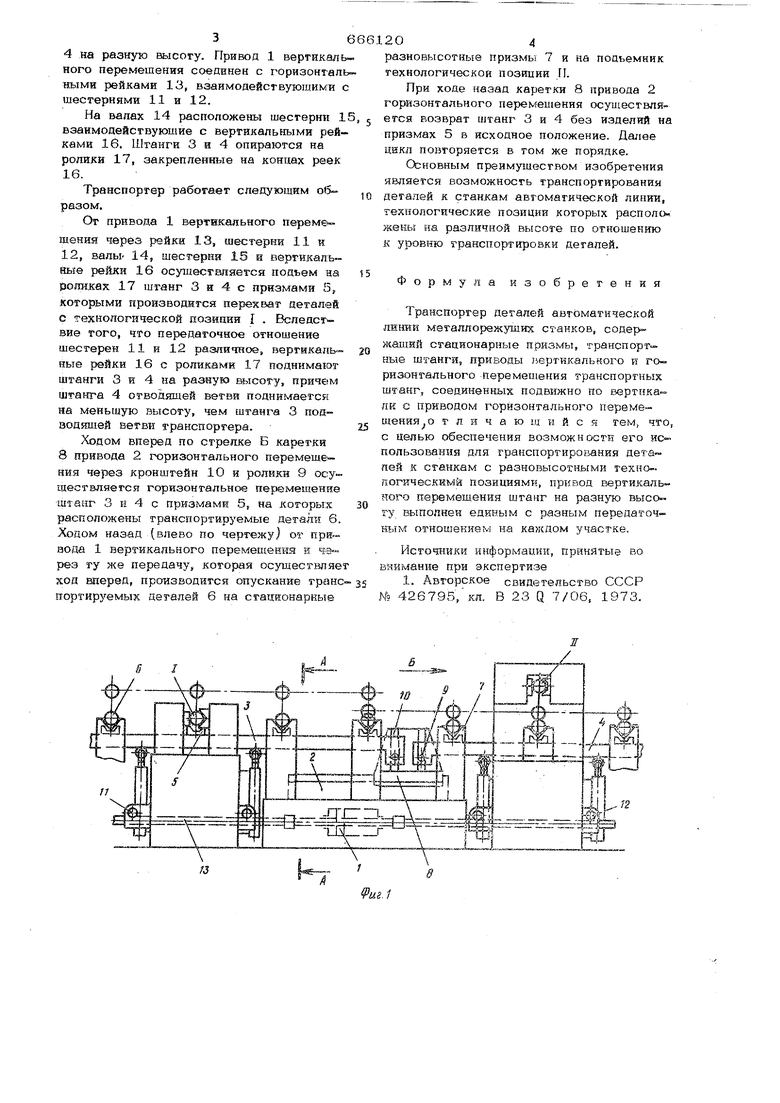
Ходом вперед по стрелке Б каретки 8 привода 2 горизонтального перемещения через кронштейн 10 и ролики 9 осуществляется горизонтальное перемещение штанг 3 и 4 с призмами 5, на которых расположены транспортируемые детали 6. Ходом назад (влево по чертежу) от привода 1 вертикального перемещения и через ту же передачу, которая осуществляет ход вперед, производится опускание транспортируемык деталей 6 на стационарные
разновысотные призмы 7 и на подъемник технологической позиции II.
При ходе назад каретки 8 привода 2 горизонтального перемещения осуществляется возврат штанг 3 и 4 без изделий на призмах 5 в исходное положение. Далее цикл повторяется в том же порядке.
Основным преимуществом изобретения является возможность транспортирования деталей к станкам автоматической линии, технологические позиции которых располо жены на различной высоте по отношению к уровню транспортировки деталей.
Формула изобретения
Транспортер деталей автоматической линии металлорежущих станков, содержащий стационарные призмы, транспорт ные штанги, приводы вертикального и горизонтального перемещения транспортных штанг, соединенных подвижно по вертикали с приводом горизонтального переме- щения о тличающийся тем, что с целью обеспечения возможности его использования для транспортирования деталей к станкам с разновысогными технологическими позициями, привод вертикального перемещения штанг на разную высоту ИзШолнен единым с разным передаточным отношением на каждом участке.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 426795/кл. В 23 Q 7/06, 1973,
10
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаговый конвейер автоматической линии | 1984 |
|
SU1234311A1 |
| Автоматическая линия | 1984 |
|
SU1284789A1 |
| ТРАНСПОРТНОЕ УСТРОЙСТВО РОБОТИЗИРОВАННОЙ ЛИНИИ СБОРКИ-СВАРКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1990 |
|
SU1737838A1 |
| Транспортер для передачи деталей с позиции на позицию | 1989 |
|
SU1713780A1 |
| ПЕРЕКОМПОНУЕМАЯ АВТОМАТИЧЕСКАЯ ЛИНИЯ | 1995 |
|
RU2080976C1 |
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК___.4,J | 1971 |
|
SU308823A1 |
| Автооператор | 1969 |
|
SU344701A1 |
| Устройство для удаления деталей и отходов из пресса | 1981 |
|
SU1054101A1 |
| Устройство для подачи заготовок с удлиненной осью | 1977 |
|
SU774969A1 |
| Шаговый конвейер | 1990 |
|
SU1787881A1 |