Изобретение относится к машиностроению, в частности к транспортным устройствам автоматических линий.
Цель изобретения расширение технологических возможностей, повышение производительности и надежности.
На фиг.1 показано транспортное устройство; на фиг.2 вид по стрелке А на фиг.1; на фиг.3 вид по стрелке Б на фиг.2; на фиг.4 сечение В-В на фиг.2; на фиг. 5 узел I на фиг.2; на фиг.6 узел II на фиг.2; на фиг.7 сечение Г-Г на фиг. 1; на фиг. 8 сечение Д-Д на фиг.1; на фиг.9 вид Е на фиг.8; на фиг.10 сечение Ж-Ж на фиг.1; на фиг.11 сечение З-З на фиг.10.
Транспортное устройство роботизированной линии сборки-сварки крупногабаритных деталей выполнено в виде последовательно установленных оснований 1, соединенных между собой продольными стяжками 2 (фиг.1). В пазах 3 основания установлены механизмы 4 подъема (фиг. 2). Пазы позволяют изменить ширину транспорта при изменении габаритов транспортируемой детали путем перемещения механизма подъема 4 по пазам.
Механизм подъема 4 содержит зубчато-реечную передачу, включающую вал-шестерню 5 с вертикальной зубчатой рейкой 6, на верхнем конце которой закреплена траверса 7 с установленными в ней роликами 8 и 9. Для увеличения жесткости механизмы 4 подъема соединены между собой стяжкой 10. Для подъема и опускания транспортных штанг 11, установленных с возможностью перекатывания по роликам 8 и 9, предусмотрен привод 12 вертикального перемещения, размещенный на основании 13 под транспортными штангами 11.
Привод 12 вертикального перемещения включает электродвигатель 14 синхронного типа, двухфазный с тиристорным преобразователем частоты, позволяющим плавно регулировать скорость при постоянном моменте, соединенный через зубчатую муфту 15 с двухступенчатым цилиндрическим редуктором 16, на выходном валу которого закреплена шестерня 17, взаимодействующая с зубчатым колесом 18, закрепленным на валу 19, установленном в опорах 20 корпусов 21 (фиг.6).
На концах вала 19 закреплены кривошипы 22 с роликами 23, взаимодействующими с пазами 24, выполненными на ползунах 25, расположенных на цилиндрических направляющих 26 корпуса 21. Каждый ползун 25 соединен с составной штангой 27, представляющей собой зубчатые рейки 28, связанные резьбовыми стяжными муфтами 29 для регулировки зубчато-реечного зацепления. Зубчатые рейки 28 штанги находятся в зацеплении с зубчатым колесом 30, закрепленным на валу-шестерне 5, который находится в зацеплении с вертикальной зубчатой рейкой 6.
Каждый ползун 25 посредством грибка 31 связан со штоком пневмоуравновешивателя 32, представляющего собой пневматический цилиндр одностороннего действия, в бесштоковую полость которого подается давление воздуха, а штоковая полость цилиндра имеет сообщение с атмосферой. Привод 12 вертикального перемещения имеет пневматический стопор 33, предназначенный для стопорения зубчатого колеса 18.
Транспортная штанга 11 выполнена составной и включает раздельно размещенные правую и левую части. Для продольного перемещения транспортных штанг 11 предусмотрен привод 34 продольного перемещения, размещенный в стороне, отдельно от транспорта (фиг.3). Привод 34 продольного перемещения установлен на стойку 35 и представляет собой электродвигатель 36 синхронного типа, двухфазный с тиристорным преобразователем частоты, позволяющим плавно регулировать скорость разгона, перемещения и торможения транспортных штанг 11.
Электродвигатель 36 посредством зубчатой муфты 37 соединен с цилиндрическим зубчатым редуктором 38, связанным с помощью карданного вала 39 с приводным валом 40, установленным в опорах 41 траверс 7 механизмов подъема 4. На приводном валу 40 закреплены две шестерни 42, находящиеся в зацеплении с зубчатыми рейками 43 транспортных штанг 11 (фиг.7). На транспортных штангах неподвижно закреплены корпусы 44 захватов 45, а в каждом корпусе 44 установлены по две шариковые втулки 46.
На одной позиции установлено шесть захватов 45, три из которых а, в, д размещены на левой штанге, а три б, г, е на правой транспортной штанге, причем захваты в, д, г, е снабжены двуплечими прижимными рычагами 47. В шариковых втулках 46, на цилиндрических направляющих 48 перемещается подвижная часть 49 захвата 45. В подвижной части 49 захвата 45 имеется поводок 50, взаимодействующий с копирными пазами 51, выполненными на дополнительной штанге 52, которая имеет возможность перемещаться на роликовых опорах 53, закрепленных вдоль транспортных штанг (фиг.8 и 9).
Привод 54 возвратно-поступательного перемещения дополнительной штанги 52 выполнен в виде двух последовательно соединенных между собой пневмоцилиндров, что позволяет осуществить два хода дополнительной штанги 52 и подводить разные группы захватов 45 а, б, в, г, д, е для длинной или короткой детали.
На подвижной части 49 захвата 45 закреплены опорная призма 55 и двуплечий рычаг 47, установленный на кронштейне 56.
Передний конец двуплечего рычага 47 имеет упорный винт 57, а на заднем конце установлен ролик 58, взаимодействующий с копиром 59, закрепленным на корпусе 44 захвата 45. Ролик 58 поджимается к копиру 59 посредством пружины 60, соединенной с задним концом двуплечего рычага 47 и с перемычкой 61, связывающей цилиндрические направляющие 48 подвижной части 49 захвата 45.
Транспортное устройство работает следующим образом.
При включении режима работы для транспортирования длинной детали давление воздуха подается в один пневматический цилиндр привода 54 и дополнительная штанга 52 перемещается на величину хода одного цилиндра. Дополнительная штанга 52, взаимодействуя своими копирными пазами 51 с поводками 50 перемещает захваты а, б, д, е. Захваты в, г остаются на месте и не деформируют деталь.
При включении режима работы для транспортирования короткой детали давление воздуха подается в оба цилиндра привода 54 возвратно-поступательных перемещений и дополнительная штанга 52 перемещается на величину, равную ходу первого и второго цилиндров, перемещая при этом все захваты а, б, в, г, д и е.
При перемещении короткой детали захваты д и е срабатывают вхолостую.
Деталь, перемещаемая транспортом до позиции сборки и приварки каркаса, не жесткая, и поэтому значительно прогибается под собственным весом и может соскочить с опорных призм 55 захватов 45. Для предотвращения этого захваты 45 снабжены двуплечими прижимными рычагами 47. При перемещении подвижной части 49 захвата 45 к детали задний конец двуплечего прижимного рычага 47, оснащенный роликом 58, движется по копиру 59, закрепленному на неподвижном корпусе 44 захвата 45, и поднимается, а передний конец рычага 47, оснащенный регулируемым винтовым упором 57, опускается и охватывает деталь, расположенную на опорных призмах сборочно-сварочных приспособлений, размещенных между транспортными штангами. После этого включается привод 12 вертикального перемещения транспортных штанг.
Электродвигатель 14 через зубчатую муфту 15, цилиндрический двухступенчатый редуктор 16, шестерню 17 и зубчатое колесо 18 вращает приводной вал 19 с двумя кривошипами 22 на 180о. Ролики 23, расположенные на кривошипах 22, взаимодействуют с пазами 24 ползунов 25, перемещая их по цилиндрическим направляющим 26. Ползуны 25, связанные с горизонтальными составными штангами 27, посредством зубчатых реек 28 перемещают штанги 27.
Зубчатые рейки 28 взаимодействуют с зубчатыми передачами механизмов 4 подъема, поднимая транспортные штанги. После подъема транспортных штанг пневмостопор 33 стопорит привод 12 вертикального перемещения и включается в работу привод 34 продольного перемещения транспортных штанг.
Электродвигатель 36 через зубчатую муфту 37, цилиндрический двухступенчатый редуктор 38 с помощью карданного вала 39 вращает приводной вал 40, установленный в опорах 41 механизмов подъема. Приводной вал 40 через закрепленные на нем шестерни 42 взаимодействует с рейками 43, выполненными на транспортных штангах 11, и перемещает их на шаг транспортирования. После перемещения транспортных штанг в переднее положение происходит отключение пневмостопора 33 и привод 12 вертикального перемещения опускает транспортные штанги и детали устанавливаются в сборочно-сварочные приспособления. Захваты 45 отводятся от детали, включается привод 34 продольного перемещения и транспортные штанги возвращаются назад. Если конструкция сборочно-сварочных приспособлений не позволяет возвращать транспортные штанги в нижнем положении, то транспортные штанги поднимаются и возвращаются по верху, после чего опускаются.
Выполнение пазов на основании позволило расширить технологические возможности устройства за счет обеспечения возможности изменять ширину транспорта при изменении габаритов транспортиpуемой детали путем перемещения механизмов подъема по пазам.
Применение уравновешивателей вертикально перемещаемых частей транспорта, соединенных с ползунами привода вертикальных перемещений транспортных штанг, позволит повысить производительность работы устройства за счет повышения скорости перемещения и выполнение привода продольных перемещений стационарным отдельно от транспорта позволит снизить массу подвижных частей транспорта. Выполнение захватов с подвижными частями обеспечивает транспортирование деталей разной длины, исключая при этом их деформацию, для деталей с глубокой вытяжкой вертикальный ход транспортных штанг может быть вдвое меньше, обеспечивается возможность возвращения транспортных штанг как в нижнем, так и в верхнем положениях. Применение подвижных подводимых захватов позволит также уменьшить высоту транспортного устройства в два раза по сравнению с прототипом.
Применение в захватах прижимных рычагов способствует надежности работы транспортного устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Транспортное устройство | 1991 |
|
SU1743805A1 |
| Пресс для вырубки изделий излиСТОВОгО и лЕНТОчНОгО МАТЕРиАлА | 1978 |
|
SU795648A1 |
| Швейная машина | 1981 |
|
SU985170A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Автоматическая линия для формования и вулканизации покрышек | 1973 |
|
SU430605A1 |
| Устройство для перегрузки яиц из ячеечной тары на транспортер | 1972 |
|
SU490739A1 |
| Транспортно-технологический ротор | 1988 |
|
SU1586795A1 |
| ПЕРЕДАТОЧНОЕ УСТРОЙСТВО И ПРЕДНАЗНАЧЕННАЯ ДЛЯ НЕГО ПРИВОДНАЯ СИСТЕМА ДЛЯ МНОГОПОЗИЦИОННЫХ ПРЕССОВ С АВТОМАТИЧЕСКОЙ ПЕРЕДАЧЕЙ ОБРАБАТЫВАЕМЫХ ЗАГОТОВОК С ОДНОЙ ПОЗИЦИИ НА ДРУГУЮ | 1988 |
|
RU2020073C1 |
| Манипулятор к прессу | 1987 |
|
SU1489917A1 |
| Устройство для укладки изделий в коробки | 1972 |
|
SU442115A1 |
Использование: машиностроение, в частности транспортные устройства автоматических линий. Сущность изобретения: устройство снабжено дополнительными штангами 52 с копирными пазами и уравновешивателями 32. На основании 1 выполнены поперечные пазы, в которых с возможностью наладочных перемещений установлены механизмы 4 подъема. Привод 34 механизма продольного перемещения выполнен стационарным, установлен сбоку от устройства и связан с соответствующим механизмом посредством карданного вала 39. Дополнительные штанги 52 перемещаются вдоль транспортных штанг 11 и могут останавливаться в трех положениях. Призмы связаны с копирными пазами дополнительных штанг и за счет этого перемещаются в поперечном направлении навстречу друг другу. Призмы снабжены прижимными двуплечими рычагами 47. 1 з. п. ф-лы, 11 ил.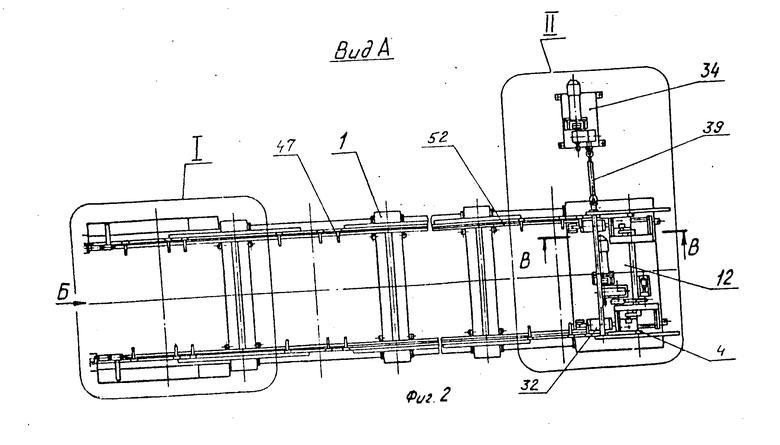
| Вороничев Н.М | |||
| и др | |||
| Автоматические линии их агрегатных станков | |||
| М.: Машиностроение, 1979, с.157-158, рис.77. |
