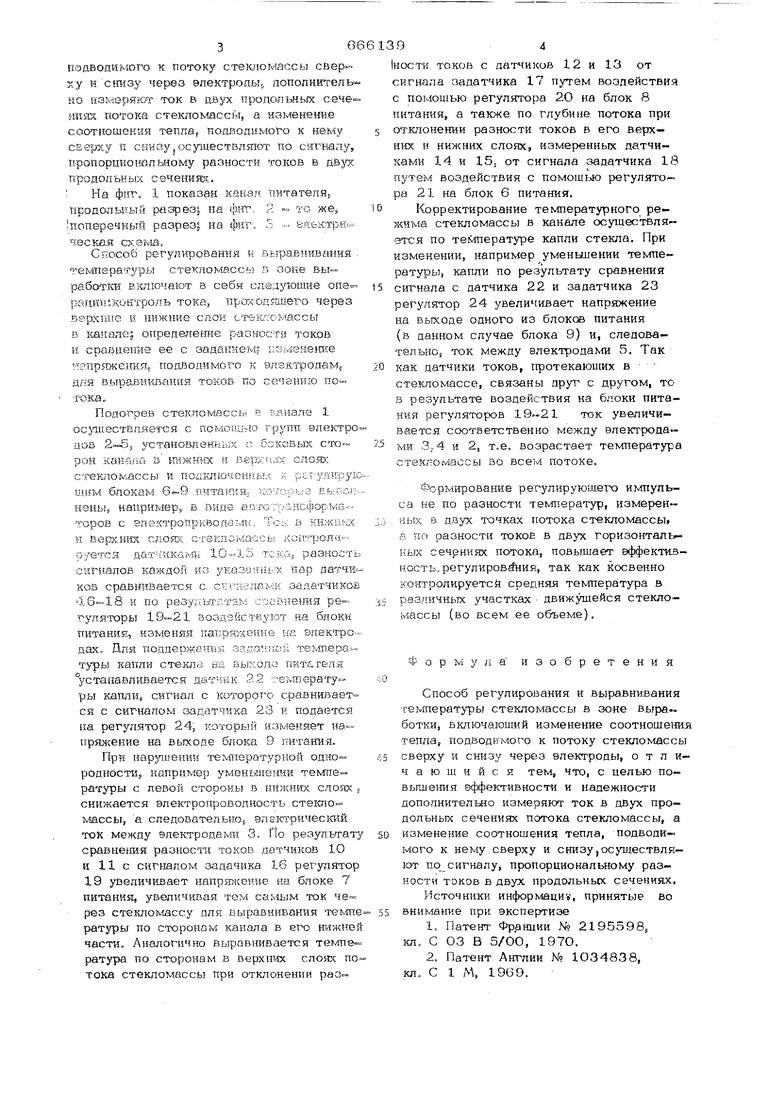
подводимого к потоку стекломассы свер ху и через электроды, дополнительно изкдеряют ток в двух продольных сече- Ш1ЯХ потока с текло мае сьг, а изменение соотношения тепла, подводимотх) к нему сверху и снизу|0существл5пот по сигналу, иропорционалыюму разности токов в двух продольных сечения, ; На . 1 показан канал питателя, продольный разрез| на фиг. 2 - то же, .поперечный разрез; на фиг, 3 впектри ческая схема. Способ регулирования и выравнивания температуры стекломассы в зоне вы«работки включают в себя следующие опе рации:контроль тока, проходящего через верхние и нижние слои стекломассы в канале; определение разности токов и сравнение ее с заданием; изменение напряжения, подводимого к электродам, для выравнивания токов по сечению по тока. Подогрев стекломассы в квиале 1 осуществляется с помощью групп электро дов 2-5, установленных с боковых сторон канала в нижних и верхних слоях стекломассы и под а юченных к регулйрую щнм блокам 6-9 питания, которые выпоп нены, например, в виде автотрансформа-торов с электроприводами. Ток в нижних и верхних слоях с-текломассы контроля- руется датчиками 10.15 тока, разность сигналов каждой иа указанных пар датчи ков сравнивается с сигналами задатчиков 16-18 и по резулугатам сравнения регуляторы 19-21 воздействуют на блоки питания, изменяя напряжение на влектро дах. Для поддержания заданной темпера туры капли стекла на выходе питьгеля устанавливается датчик 22 температуры капли, сигнал с которого сравнивается с сигналом задатчика 23 и подается на регулятор 24; который изменяет напряясение на выходе блока 9 питания. При нарущении температурной однородности, например уменыиении температуры с левой стороны в нижних слоях j снижается электропроводность стекло массы, а следовательнов электрический ток между электродами 3. По результату сравнения разности токов датчиков Ю и 11 с сигналом задачика 16 регулятор 19 увеличивает напряжение на блоке 7 питания, увеличивая тем самым ток через стекло иассу для выравнивания темпе ратуры по сторонам канала в его нижней части. Аналогично выравнивается температура по сторонам в верхних слоек по тока стекломассы при отклонении раз694 ности токов с датчиков 12 и 13 от сигнала задатчнка 17 путем воздействия с помощью регулятора 20 на блок 8 питания, а также по глубине потока при отклонении разности токов в его верхних и нижних слоях, измеренных датчиками 14 и 15, от сигнала задатчика 18 путем воздействия с помошью регулятора 21 на блок 6 питания. Корректирование температурного режима стекломассы в канале осуществляется по температуре капли стекла. При изменении, например уменьшении температуры, капли по результату сравнения сигнала с датчика 22 и задатчика 23 регулятор 24 увеличивает напряжение на Выходе одного из блоков питания (в данном случае блока 9) и, следовательно, ток между электродами 5. Так как датчики токов, протекающих в стекломассе, связаны друг с другом, то в результате воздействия на блоки питания регуляторов 19-21 ток увеличивается соответственно между влектродами 3j 4 и 2, т.е. возрастает температура стекломассы во всем потоке. Формирование регулирующего импуль са не по разности температур, измеренных в двух точках потока стекломассы, а по разности токов в двух горизонтальных сечрниях потока, повышает эффективность, регулиров ия, так как косвенно контролируетсй средняя температура в различных участках движущейся стекломассы (во всем ее объеме). Формула изобретения Способ регулирования и выравнивания температуры стекломассы в зоне выработки, включающий изменение соотношения тепла, подводимого к потоку стекломассы сверху и снизу через электроды, отличающийся тем, что, с целью повышения эффективности и надежности дополнительно измеряют ток в двух продольных сечениях потока стекломассы, а изменение соотношения тепла, подводимого к нему сверху и с низу, ос утес тв ля- ют П9 сигналу, пропорциональному разности токов в двух продольных сечениях. Источники информаци, принятые во внимание при экспертизе 1. Патент Франции № 2195598, кл. С ОЗ В 5/ОО, 197О. 2. Патент Англии № ЮЗ4838, кл. С 1 М, 1969.
Vuz1
Э
Фиг. 2
ФигЗ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления процессом вертикального вытягивания листового стекла | 1985 |
|
SU1315395A1 |
| Способ регулирования процесса варки стекла | 1977 |
|
SU697407A1 |
| Способ управления процессом выработки стеклоизделий и устройство для его осуществления | 1984 |
|
SU1219538A1 |
| Стекловаренная печь | 1985 |
|
SU1293125A1 |
| Устройство для регулирования работы питателя стекломассы | 1983 |
|
SU1114631A1 |
| Способ управления профилегибочным агрегатом и устройство для его осуществления | 1987 |
|
SU1447486A1 |
| Устройство для регулирования температуры стекломассы в питателе | 1983 |
|
SU1167157A1 |
| Способ автоматического управления процессом выработки стеклоизделий | 1978 |
|
SU722857A1 |
| Способ автоматического управления регенеративной стекловаренной печью | 1978 |
|
SU743965A1 |
| ИСПОЛЬЗУЕМАЯ ПРИ ИЗГОТОВЛЕНИИ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1968 |
|
SU212866A1 |

