(54) СПОСОБ АВТОМАТтнекого УПРАВЛЕНИЯ nPOUECCOM ВЫРАБОТКИ СТЕКЛОИЗДЕЛИЙ
тельно измеряют температуру стекломас- сы и изменяют положение плунжера относительно очка, причем изменение темпратуры стекломассы в питателе осуществляют по отклонению массы капли стекла ОТ заданного значения, а изменение положения плунжера относительно очка - п отклонению температуры стекломассы от заданного значения.
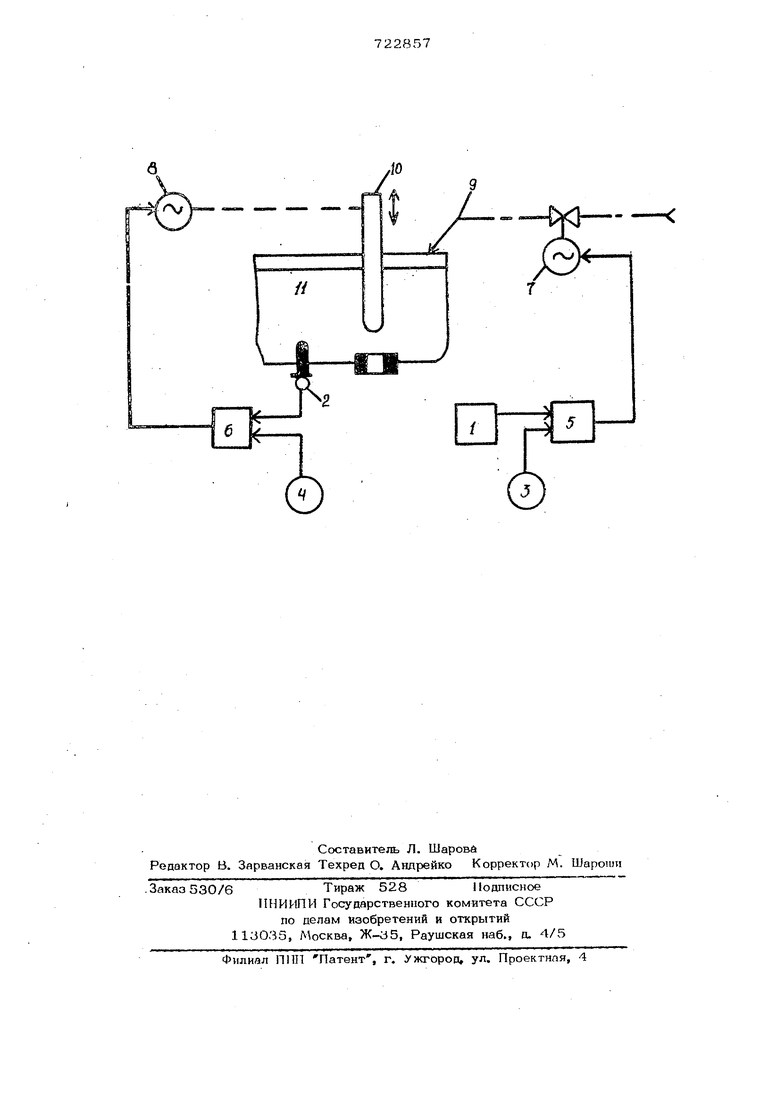
На чертеже приведена схема управления процессом выработки стеклоизделий, реализующая способ.
Схема управления включает в себя .датчик I массы капли стекла, датчик 2 температуры стекломассы, задатчики 3 и 4, регулятор 5 непрерывного действия и позиционный регулятор 6, исполнительные механизмы 7 и 8, управляющие соответственно расходом топлива к горелке 9 и перемещением плунжера 10 относительно очка 11. Дпя снижения запаздывания вместо горелки могут быть использованы электродЫ| установленные над очком и подключенные к ИСТО-1ННКУ питания.
Управление процессом выработки стеклоизделий осуществляется следующим образом.,.
При отклонении массы капли стекла от заданного значения, например уменьшения, сигнал с датчика 1 массы становится меньше сигнала с задатчика 3 и регулятор 5 через исполнительный механизм 7 увеличивает расход топлива к горелке 9. В результате повышается температура, а следовательно, и текучесть стекломассы через очко 11 и масса капли стекла принимает заданное значение. Так как изменение массы связано в основном с колебаниями температуры и износом очка 11 и плунжера Ю, то предлагаемый способ управления подачей тепла к стекломассе по отклонению массы капли обеспечивает стабильность как массы, так и температуры капли стекла. Влияние на указанные параметры капли износа очка и плунжера компенсируется по результатам контроля температуры стекломассы с помощью датчика 2 .
При износе очка увеличивается масса капли стекла, а для ее стабилизаитта уменьшается температура, т.е. на формованне будет поступать капля стекла с заданной массой и несколько пониженной температурой. В случае выхода температуры за пределы, установленные на задатчике 4 из условий формования стеклоизделия, срабатывает контактное устройство регулятора 6, которое включает исполнительный механизм 8 на перемещение плунжера 10 вниз для снижения расхода стекломассы через очко. Масса капли стекла уменьшается и регулятор 5 повышает температуру в питателе. В результате тампература капли стекла проходит к заданному значению и условия для формования стеклоизделия остаются оптимальными - сохраняется постоянство массы и температуры капли стекла. Так как функции датчика 2 температуры и регулятора 6 сводятся к i коррекции полг жения плунжера относительно очка, поэтому к ним непредьявляются требования по высокой точности, что упрощает в целом систему управления.
Формула изобретения
Способ автоматического управления процессом выработки стеклоизделий, включающий изменение температуры стекломассы в питателе и измерение массы капли стекла, отделяемой от очка питателя с помощью плунжера, отличающийся тем, что, с целью повышения эффективности управления, дополнительно измеряют температуру стекломассы и изменяют положение плунжера относительно очка, причем изменение температуры стекломассы в питателе осуществляют по отклонению массы капли стекла от заданного значения, а изменение положения плунжера относитель но очка - по отклонению температуры стекломассы от заданного значения.
Источники информации, принятые во внимание при экспертизе
1.Патент США № 360О149, кл. 65-162, 1969.
2.Авторское свидетельство СССР №460250, кл. С 03 В 5/32, 1975 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования работы питателя стекломассы | 1983 |
|
SU1114631A1 |
| Способ управления процессом выработки стеклоизделий и устройство для его осуществления | 1984 |
|
SU1219538A1 |
| Способ управления подачей расплава стекла к стеклоформующей машине | 1978 |
|
SU718379A1 |
| Система автоматического регулированияуРОВНя СТЕКлОМАССы B ВАННОй пЕчи | 1979 |
|
SU814905A1 |
| Способ управления температурным режимом формования стеклоизделий | 1980 |
|
SU958340A1 |
| Устройство для контроля вязкости капли стекломассы в капельном питателе | 1986 |
|
SU1414796A1 |
| Способ автоматического управления температурным режимом формования стеклоизделий | 1978 |
|
SU670542A1 |
| Устройство для регулирования температуры стекломассы в питателе | 1983 |
|
SU1167157A1 |
| Устройство для регулирования массы капли стекла | 1985 |
|
SU1260336A1 |
| Способ автоматического управления температурным режимом формования стеклоизделий | 1973 |
|
SU455920A1 |