(54) ВОЛОКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Волока | 1987 |
|
SU1454533A1 |
| ПРИВОД ВОЛОЧИЛЬНОГО СТАНА | 2007 |
|
RU2337772C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПОЛЫХ ПРОФИЛЕЙ С ВОГНУТЫМ УЧАСТКОМ НАРУЖНОЙ ПОВЕРХНОСТИ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2040352C1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2400320C1 |
| Способ заострения концов профильной заготовки перед волочением и устройство для его осуществления | 1981 |
|
SU984550A1 |
| Волока для профилирования ребристых труб | 1982 |
|
SU1060267A1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОФИЛЕЙ ИЗ ЭЛЕКТРОТЕХНИЧЕСКИХ БРОНЗ | 2011 |
|
RU2468877C2 |
| Волока | 1989 |
|
SU1650306A1 |
| Составная волока | 1974 |
|
SU692652A1 |
| Волока для волочения круглых профилей | 1976 |
|
SU597453A1 |
. .1
Изобретение относится к области обработки металлов давлением и может бьггь использовано при изготовлении профильных труб..
Известйа Еюлока для волочения профильных труб, включающая входную, рабочую, калибрующую и выходную зоны, причем входная и выходная зонь1. сопрягаются с рабочей и калибрующей частями по кривопИнейным поверхностям tilНедостаток известной волоки состоит в том, что вследствие непостоянетвй периметра рабочей части очка протягрваемая труба, исходный н конечный пе риметры которой близки по значениям друг другу, деформируется не на всей поверхности рабочей части очка как по его длине, так и по его периметру, что приводит к значительной неравномерности деформации. При этом в отдельных местах рабочей части происходит деформация металла трубы вдоль хя волоки, что увеличивает переднее натяжение трубы н ухудшает условия формоизмерения
-.-. . 2
профиля труб. Кроме того, из-за концентраций нагрузок в отдельнь1Х местах рабочей части рчка снижается стойкость волокон.
Цепью изобретения является повьпиеНие точности геометрических размеров протягив1аемых труб снижение тяговых усилий волочения и повышение стойкости волоки. Для этого периметр канала в любом сечении волоки, перпендикулярном оск волочения, равен периметру канала в начале калибрующей чисти.
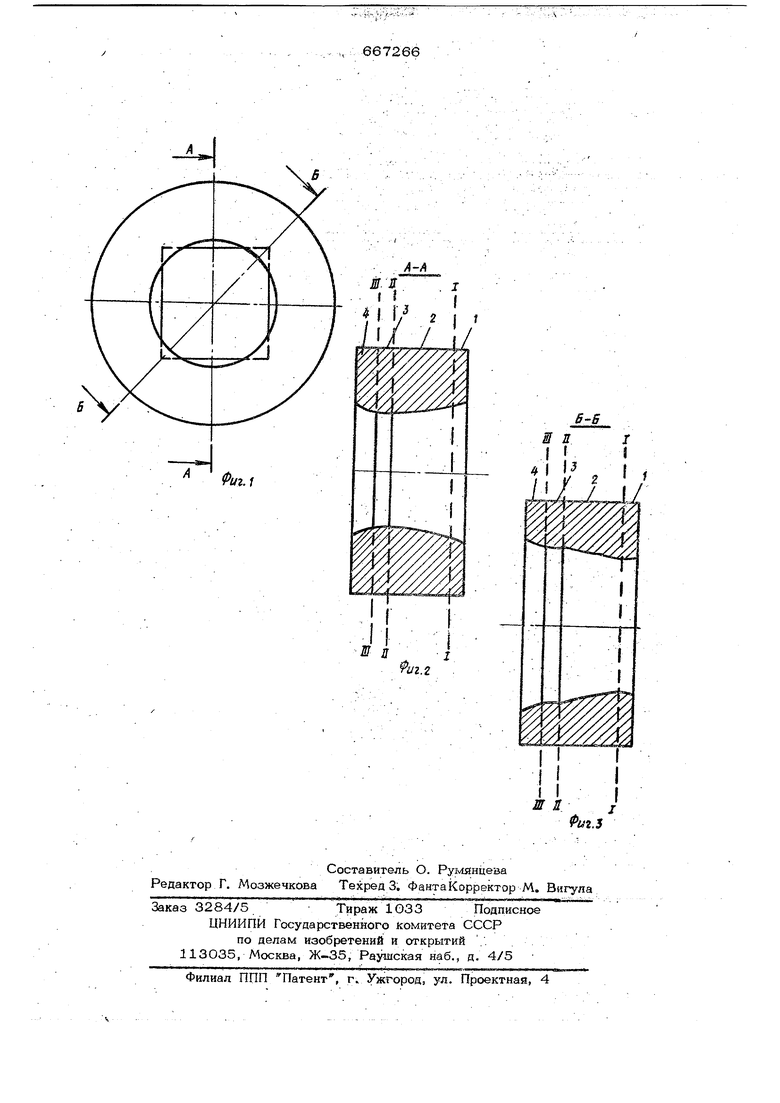
На фиг. TL представлена предлагаемая волока; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Волока представляет собой очко, которое состоит из входной 1, рабочей 2, калибрующей 3 и выходной 4 частей. 4. Входная часть выполнена в виде пдавного сопряжения рабочей части очка и торцовой поверхности волоки, рабочая часть - в виде чередующихся поверхностей, образующая которых наклонена в одну
(А-А) и другую (Б-Б) стороны от оси волоки. В месте сопряжения поверхностей образующая параллельна оси волоки. Периметр очка, в начальном сечении 1-1 рабочей части 2, в конечном сечении Г1-Г1, а также в любом промежуточном сечении между 1-1 и П-11 равен периметру очка в начале калибрующей части 3. Калибрующая часть может быть йбтсшнена в виде цилиндрической поверхности или отличной от нее, но ее форма должна соответствовать форме протягиваемых труб, а выходная часть 4 - в виде сопряжения калибрующей части очка и второй торцовой поверхности волоки.
Волока работает следующим образом. Труба, двигаясь вдоль входной части 1, устанавливается на ось волоки. За счет того, что периметр очка в сечении 1-1 равен периметру трубы и .форма профиля сечения 1-1 соответствует профилю исходной трубы, труба в сечении l-H по всему периметру входит в контакт с поверхностью очка волоки. По мере продвижения трубы вдоль рабочей части 2 очка волоки она, постепенно формоизме- няясь, принимает профиль конечного сечения П-П. При этом благодаря тому, что рабочая часть 2 очка волоки обраэо- , вана чередующимися поверхностями, имеющими уклон в разные стороны от оси волоки, и благодаря постоянству периметра рабочей части 2- деформация металла трубы происходит только в перпендикуля зном оси вШокй направлений;, ia Otcytствиё относительных осевых перемещений металла По сечениям приводит к более равномерной деформации. Это позволяет улучшить условия формоизменения профиля труб и повысить их точность.
Кроме того, повышение равномерности деформации приводит к снижению тяговых усилий волочения, а .более равномерное распределение деформации по периметру очка волоки уменьшает концентрацию нагрузок в отдельных участ. ках рабочей части очка, благодаря чему уменьшается неравномерность износа поверхности очка и повышается стойкость волок примерно на 20%, За счет этого снижается расход дефицитного металлокерамического Сплава ВК-8, ВК-20,
0 Изготавливаемые профильные трубы не всегда удовлетворяют требованиям . потребителей, в части точности геометрических размеров. Применение предлагаемой волоки позволит повысить точность
5 труб примерно на 25%, в особенности для сложных профилей, например для звездообразных. Сни.жение тяговых усилий позволит уменьшить энергетические затраты ни производство труб.
Формула изоб. ретения
Волока для волочения профильных труб, включающая входную, рабочую, калибрующую и выходную зоны, причем входная и выходная зоны сопрягаются с рабочей и калибрующей частями по криволинейным поверхностям, о т л и ч а ю щ а я с я тем, что, с целью повышения точности геометрических размеров протягиваемых труб, снижения тяговых усилий при волочении и повышения стойкости волоки, периметр канала, в любом сечении волоки, перпендикулярном оси волочения, равен периметру канала, в Начале калибрующей час.Тй, V
Источники информации, принятые во внимание при экспертизе ,
1, Шурупов А, К., Фрейберг М, А, Производство труб экономичных профилей, М,, Металлургиздат, 1963, с. TITS,
