(54) УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для отбортовки труб | 1979 |
|
SU837475A1 |
| Пресс для отбортовки труб | 1975 |
|
SU614848A1 |
| Инструмент для отбортовки концов труб | 1980 |
|
SU927374A1 |
| Инструмент для отбортовки концов труб | 1979 |
|
SU841729A1 |
| Способ получения плоского фланца на трубчатой заготовке | 1981 |
|
SU961817A1 |
| Способ получения плоских фланцев на трубах | 1980 |
|
SU867468A1 |
| Пресс для отбортовки труб | 1975 |
|
SU575227A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА БОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2042461C1 |
| Способ двусторонней отбортовки концов труб | 1981 |
|
SU948488A1 |
| Способ изготовления полых деталей из трубчатой заготовки и устройство для его осуществления | 1989 |
|
SU1741949A1 |
I
По основному авт.св. №642049 известно устройство для отбортовки Tpj, содержащее смонтированный на станине гидравлический цилиндр, на плунжере которого установлена обойма с размещенной в ней упругой втулкой и пуансоном, состоящим из внутреннего элемента и подвижного относительно него наружного элемента, имеющего на торце плоскую рабочую поверхность, а также матрицу. Это устройство требует обязательного применения матрицы, что усложняет его конструкцию.
С целью расширения технологических возможностей предлагаемое устройство дополнительно снабжено закрепленным преимущественно на днище рабочего цилиндра упором, ограничивающим перемещение внутреннего злемента пуансона, а на наружной поверхности этого злемента выполнен бурт, ограничивающий перемещение наружного элемента пуансона, причем торцовая поверхность наружного элемента выполнена конической.
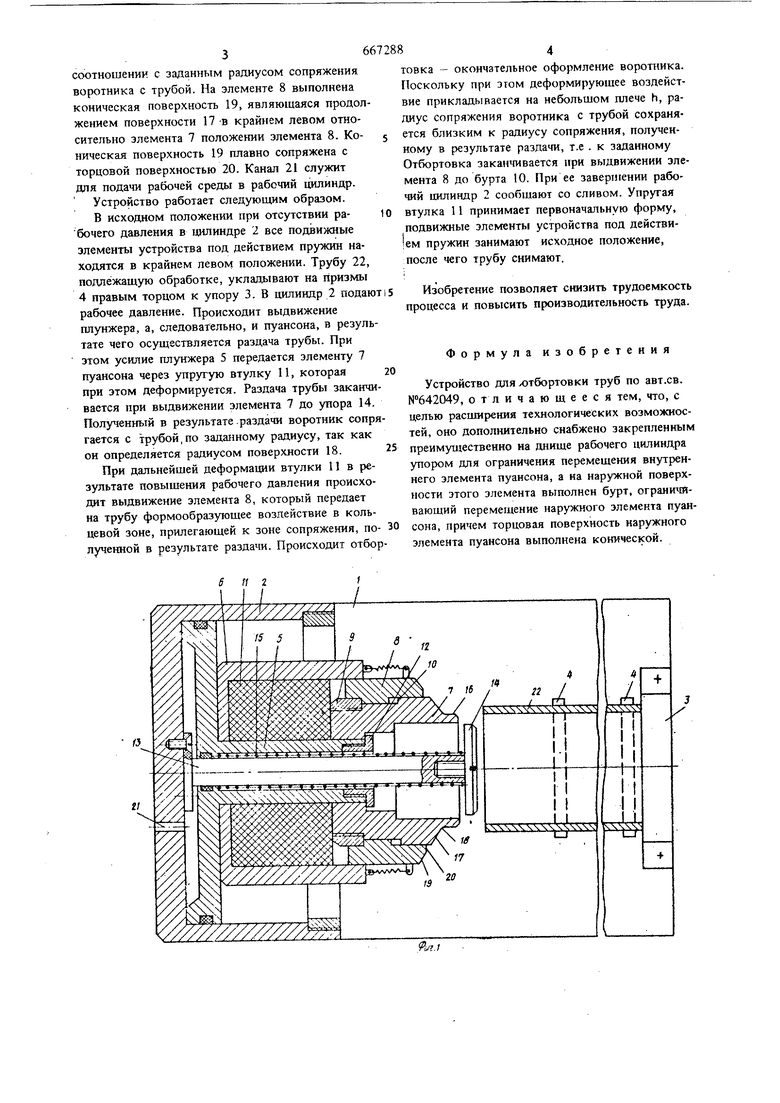
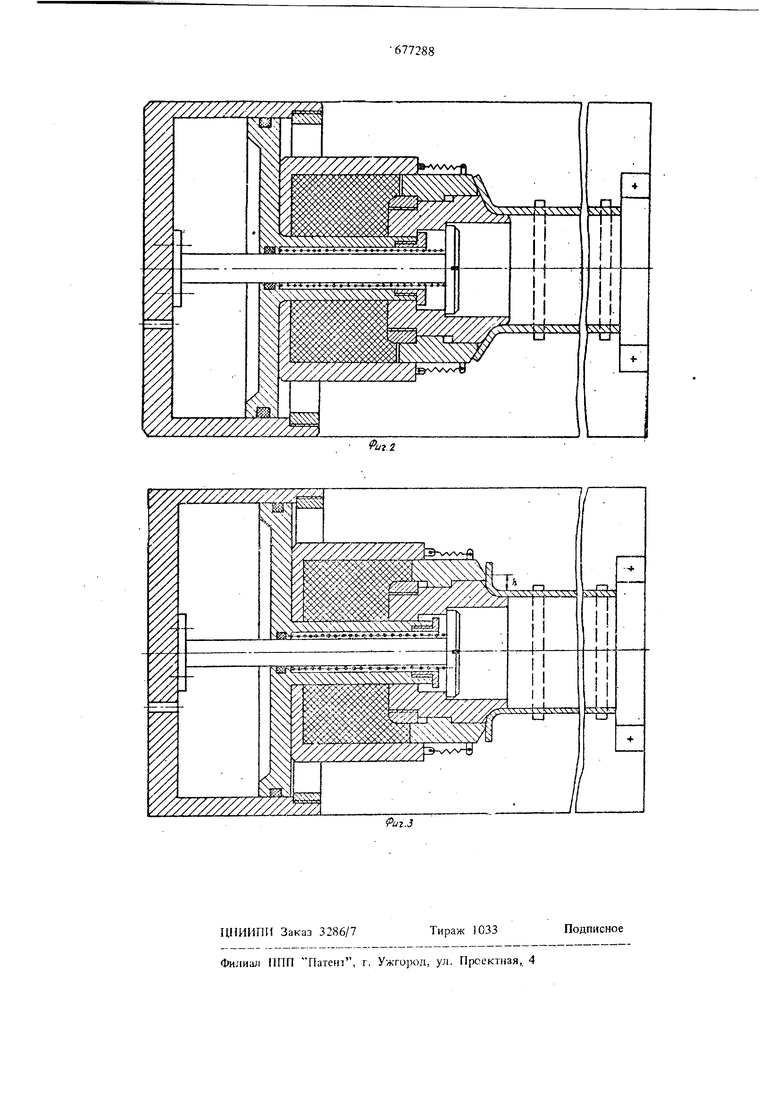
На фнг, 1 изображено предлагаемое устройство в исходном положении; на фиг, 2 - то же
устройство в конце раздачи; на фиг. 3 - то же устройство в конце отбортовки.
На станине 1 смонтированы рабочий цилиндр 2, упор 3 и установочные элементы, например призмы 4. На плунжере Ь рабочего цилиндра в обойме 6 установлен подвижно пуансон, состоящий из внутреннего злемента 7 и установленного на нем подвижно наружного злемента 8. Съемный упор 9 и бурт 10 ограничивают перемещение элемента 8. Между обоймой 6 и пуансоном установлена упругая, например, резиновая втулка 11. Элемент 8 подпружинен относительно обоймы 6. Пуансон удерживается на плунжере 5 закрепленным на нем упором 12. На днище рабочего цилиндра закреплен проходащий через
его плунжер кронщтейн 13, на котором установлен упор 14, ограничивающий выдвижение пуансона . Между плунжером 5 и упором 14 размещена пружина 15, обеспечивающая втягивание плунжера 5 внутрь рабочего цилиндра. На
внутреннем элементе 7 пуансона выполнены
цилиндрическая поверхность 16 и коническая поверхность 17, сопряженные между собой торцовой поверхностью 18, кривизна которой задается в соотношении с заданным раднусом сопряжения воротника с трубой. На элементе 8 выполнена коническая поверхность 19, являющаяся продолжением поверхности 17 -в крайнем левом относительно элемента 7 положении элемента 8. Коническая поверхность 19 плавно сопряжена с торцовой поверхностью 20. Канал 21 служит для подачи рабочей среды в рабочий цилиндр. Устройство работает следующим образом. В исходном положении при отсутствии рабочего давления в цилиндре 2 все подвижные элементы устройства под действием пружин находятся в крайнем левом положении. Трубу 22, подлежащую обработке, укладывают на приэмы 4 правым торцом к упору 3. В цилиндр 2 подаю рабочее давление. Происходит выдвижение плунжера, а, следовательно, и пуансона, в результате чего осуществляется раздача трубы. При этом усилие плунжера 5 передается элементу 7 пуансона через упругую втулку 11, которая при этом деформируется. Раэдача трубы заканчи вается при выдвижении элемента 7 до упора 14. Полученный в результате .раздачи воротник сопря гается с трубой,по заданному радиусу, так как он определяется радиусом поверхности 18. При дальнейшей деформадаи втулки 11 в результате повыщения рабочего давления происходит выдвижение элемента 8, который передает на трубу формообразующее воздействие в кольцевой зоне, прилегающей к зоне сопряжения, по лученной в результате раздачи. Происходит отбор S 1 66 2 4 товка - окончательное оформление воротника. Поскольку при этом деформирующее воздействие прикладывается на небольшом плече h, радиус сопряжения воротника с трубой сохраняется близким к радиусу сопряжения, полученному в результате раздачи, т.е . к заданному Отбортовка заканчивается при выдвижении элемента 8 до бурта 10. При ее завершении рабочий цилиндр 2 сообщают со сливом. Упругая втулка 11 принимает первоначальную форму, подвижные элементы устройства под действием пружин занимают исходное положение, после чего трубу снимают. Изобретение позволяет снизить трудоемкость процесса и повысить производительность труда. Формула изобретения Устройство длях)тбортовки труб по авт.св. №642049, отличающееся тем, что, с целью расширения технологических возможностей, оно дополнительно снабжено закрепленным преимуи1ественно на днище рабочего цилиндра упором для ограничения перемещения внутреннего элемента пуансона, а на наружной поверхности этого элемента выполнен бурт, ограничивающий перемещение наружного элемента пуансока, причем торцовая поверхность наружного элемента пуансона выполнена конической. (//////7////.
