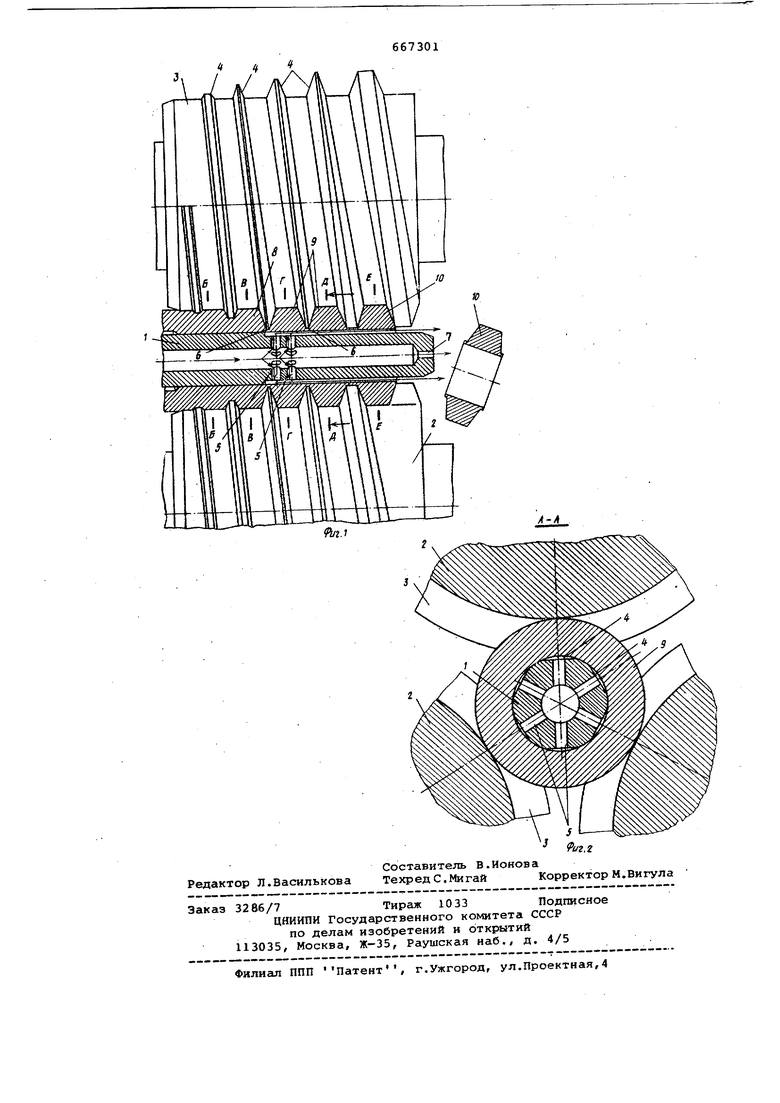
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовле ни.и заготовок колец подшипников на станах поперечно-винтовой прокатки Известен способ изготовления колец на раскаточной машине, при ко тором нагретые кольцевые заготовки поочередно надеваются на раскатной валок машины, раскатываются до заданного размера, снимаются вилкой и подаются в отводящий желоб. Однако известный способ не обладает достаточной производительность Наиболее близким по технической сущности и достигаемому результату к предложенному изобретению является способ поперечно-винтовой прокат ки заготовок колец из гильзы, надет на охлаждаемую оправку путем предварительной формовки заготовок с образованием перемычек, калибровки и разделения заготовок разрушением соединяющих их перемычек. Способ осуществляется устройство содержащим рабочие валки с ребордами, образующими винтовые калибры с участком формовки, калибровки и раз ления заготовок, и охлаждаемую изну цилиндрическую оправку. Недостаток известного способа получения заготовок колец и устройства для его осуществления заключается в том, что в результате прокатки получаются кольцевые заготовки с относительно длинными заусенцами (по 3-4 мм с каждого торца кольца), что приводит к дополнительной операции снятия заусенцев перед дальнейшей обработкой заготовок колец. Кроме того, из-за наличия заусенцев затруднена транспортировка по поточной линии к токарному автомату, что приводит к использованию дополнительного рабочего, вручную укладывающего заготовки в направляющие желоба транспортной линии. Целью изобретения является повышение качества изделий. Поставленная цель достигается за счет того, что по предлагаемому способу перемычки между заготовками непосредственно после формовки подвергают принудительному охлаждению. Кроме того, nepeNttJ4KH охлаждают средой, охлаждающей оправку. такой способ может быть осуществлен новым устройством, отличие которого от известного устройства состоит в том, что оправка в зоне калибровки выполнена с радиальньлми отверстиями И соответствующими им лысками на наружной поверхности оправки, начинающимися в зоне калибровки и заканчивающимися на торце оправки. На фиг.1 изображена схема прокат ки в валках поперечно-винтовой прокатки по предлагаемому способу; на фиг.2 - разрез по А-А на фиг.1. Устройство состоит из оправки 1 и валков 2 поперечно-винтовой прокатки, имеющих на своей поверхности винтовые реборды Ъ, образующие на валке участок формировки (сеч. В-Б, и В-В), калибровки (сеч.Г-Г) и разделения (сеч,Д-Д и Е-Е). На оправке 1 в местах, расположенных в процессе прокатки непосредственно за участками ,формовки, выполнены лыски 4, снабженные отверстиями 5 для выхода охлаждающей среда под перемычки 6. Кроме того, на оправке 1 выполнено отверстие (или отверстия) 7 малого диаметра для того, чтобы охлаждающая среда не застаивалась в торце оправки. Позицией 8 обозначена предварительно сформированная заготовка,9 -.око чательно спрофилированная заготовка 10 - готовое кольцо. Предлагаемый способ осуществляет ся следующим образом. Полая гильза нагретая до температуры 1200-1300° предварительно надетая на оправку 1, задается в валки 2. Далее гильз редуцируется на оправку 1 и пода-, ется в винтовые калибры, образован ные винтовыми ребордами 3 валков 2 и-оправкой; 1. В винтовых калибра на участке формировки реборды 3 фо муют предварительную заготовку 8, далее на участке калибровки получа ют окончательно спрофилированные заготовки 9, соединенные одна с дру тонкими (1 мм) перемычками б,, и затем откалиброванные заготовки S попадают на участок разделения, где расширяющиеся реборды 3 рвут перемычки 6, отделяя готовые кольца 10 друг от друга. Для того, чтобы перемычка 6 при растяжении не вытягивалась в длинные торцовые заусенцы, ее подстуживают охлаждающей жидкостью, которая подводится под :перемычки 6i через отверстия 5 оправки 1. Охлаждающая жидкость отводится из под перемычек 6 по лыскам 4 оправки 1. Меньшая часть охлаждающей жидкости отводится из оправки через отверстие 7 йа торце оправки 1. Формула изобретения 1. Способ поперечно-винтовой прокатки заготовок колец из гильзы,наде1той на охлаждаемую оправку, путем ;предварительной формовки заготовок с образованием перемычек, калибровки ;и разделения заготовок с разрушением соединяю11шх их перемычек, о т л и |ч а ю щи и ся тем, что, с целью |.повьв11ения качества изделий, перемычки :Между заготовками непосредственно ;после формов.ки подвергают принудиIтельному охлаждению. : 2. Способ ПОП.1, отличающ и и с я тем, что nepeNaj4KH охлаж1дают средой, охлаждающей оправку. 3. Устройство для ос чцествления способа по п,1, содержащее рабочие валки с ребордаьад, образующию винтовые калибры с участком формовки кашибровки и разделения заготовок, и охлаждаемую изнутри цилиндрическую оправку, отличающееся тем, что оправка в зоне калибровки выполнена с радиальными отверстиями и соответствуювдми лысками на наружной поверхности оправки, начинающимися в зоне калибровки и заканчивающимися на торце оправки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения тонкостенных заготовок колец | 1977 |
|
SU667299A1 |
| Способ получения коротких тел вращения и валки для его осуществления | 1978 |
|
SU759186A1 |
| Инструмент для поперечно-винтовой прокатки штучных кольцевых заготовок | 1977 |
|
SU680793A1 |
| Инструмент для поперечно-винтовой прокатки штучных коротких полых тел вращения | 1978 |
|
SU768526A1 |
| Валок для поперечной прокатки штучных кольцевых заготовок | 1972 |
|
SU446343A1 |
| Способ изготовления полых изделий, преимущественно шаров | 1990 |
|
SU1779456A1 |
| СПОСОБ ПОЛУЧЕНИЯ ШТУЧНЫХ ПОЛЫХ ПРОФИЛИРОВАННЫХ ЗАГОТОВОК | 1990 |
|
RU2039622C1 |
| КАЖБРОВКА ВАЛКОВ СТАНА ДЛЯ ПЮКАТКЙ ГИЛЬЗ В КОЛЬЦЕВЫЕ | 1963 |
|
SU153266A1 |
| Способ изготовления тел вращения, преимущественно шаров | 1990 |
|
SU1754300A1 |
| СТАН ДЛЯ ОДНОВРЕМЕННОЙ ПРОШИВКИ И ПРОКАТКИ ПРОФИЛИРОВАННЫХ ТРУБНЫХ ЗАГОТОВОК ДЛЯ КОЛЬЦЕВЫХ ИЗДЕЛИЙ | 1960 |
|
SU132175A1 |