(54) ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ
Недостатками известного устройста являются относительно низкая глуина проплавления при повышенном расоде защитного газа/ практически гновенное забрызгивание внутреннего сопла и обусловленное этим резкое снижение эффективности из-за необходимости ежеминутной очистки внутренего сопла от брызг расплавленного металла.
Наиболее близкой по технической сущности и достигаемому эффекту к изобретению является горелка для дуговой сварки в среде защитных газов, содержащая сопло с расположенным в нем токоподводящим мундштуком с каналом для направления электрода, выполненным у выходного отверстия с полостью, площадь сечения которой больше площади сечения канала у входного отверстия, а также газоподвод 5 .
Недостатком данной горелки является недостаточно большая глубина проплавления и забрызгивание сопла в процессе сварки, что не позволяет значительно увеличить производительность процесса сварки.
Цель изобретения - повышение производительности труда путем снижения степени забрызгивания сопла и повышения глубины проплавления без увеличения тепловой мощности дуги.
Это достигается тем, что у горелки для дуговой сварки в среде защитных газов, содержащей сопло с расположенным в нем токоподводящим мундштуком с каналом для направления электрода, выполненным у выходного отверстия с полостью, площадь сечения которой больше площади сечения канала у входного отверстия, а также газоподвод, ч мундштуке выполнены каналы, соединяющие газоподвод с полостью.
Благодаря предложенному техническому решению защитный газ, поступающий в выходную часть отверстия в мундштуке , под большим давлением и с большой скоростью равномерно обтекает электрод со всех сторон и, попад я в сварочную ванну, вьвдувает жидкий металл из-под конца электрода, способствуя заглублению дуги в свариваемый металл. При этом глубина проплавления увеличивается в 2-3 и более, а ширина шва соответственно уменьшается.
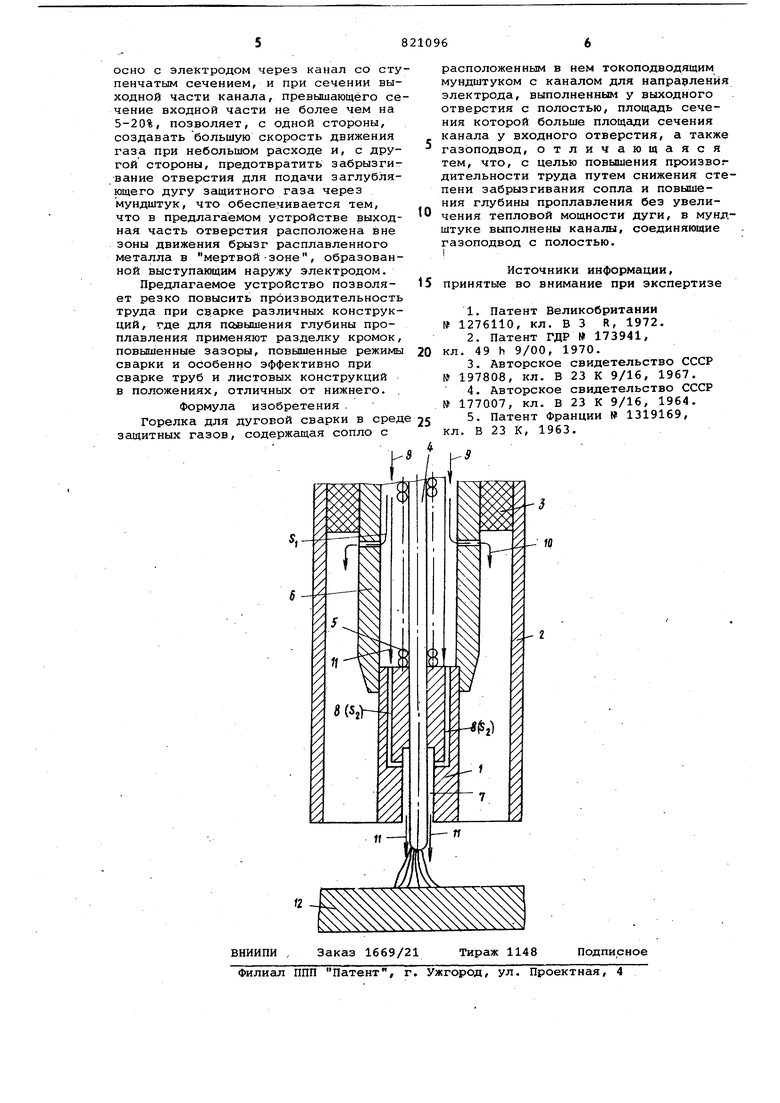
На чертеже показана горелка, продольный разрез.
Горелка включает токоподводящий мундштук 1, изолированный от сопла 2 подачи газа электроизоляционной втулкой 3, плавящийся электрод 4, направляемый спиралью 5, и газоподвод б подачи защитного газа. У выходного отверстия мундштука 1 выполнена полость 7, площадь сечения которой больше площади сечения канала у входного отверстия. В мундштуке выполнены каналы 8, соединяющие газоподвод б с полостью 7. Стрелкой 9 показан защитный газ, подводимый к горелке. Стрелками 10 показана часть защитного газа, поступающего в сопло 2 через отверстия в газоподводе б/ - эти отверстия имеют площадь сечения S. Стрелками 11 обозначена часть защитного газа, поступающая в полость мундштука 7 через каналы 8, соединяющие газоподвод б с полостью 7. Площадь сечений каналов 8 обозначена через 52- Позицией 12 обозначена свариваемая деталь.
Горелка работает следунрщим образом.
В газоподвод б подают под давлением защитный газ 9, который по каналам S поступает в сопло 2 и, вытекая из него, защищает сварной шов. Большая часть защитного газа поступает в каналы $, из которых газ поQ падает в полость 7 мундштука 1 и затем вытекает из него с большой скоростью. При возбуждении дуги между электродом 4 и свариваемой деталью 12 образуется жидкий металл, который
г ввлдувается из-под дуги потоком защитного газа 11, одновременно заглубляющего дугу и тем самым способствующего увеличению глубины проплавления.
Q Наилучший эффект получают, при соотношении сечений 1/3 - 1/6 и при соотношении площадей сечения входного отверстия канала и площади сечения полости 7 1/1,05-1/1,2. Так,
с например, для увеличения глубины
проплавления до 8 мм при сварке в углекислом газе в нижнем положении стальных листов толщиной 14-16 мм при силе сварочного тока 200-220 А достаточно подавать в выходную часть
0 отверстия в мундштуке до 24-48 л/мин углекислого газа, в то же время в сопло подачи защитного газа достаточно подавать всего 8-12 л/мин. Увеличение глубины проплавления происхо5 Дит тем интенсивней, чем больше скорость, истекающего из мундштука защитного газа. Вместе с тем, чтобы не очень увеличивать расход защитного газа сечение каналов 5 и $2 выбираются такими, чтобы при установленном давлении суммарный расход защитного газа не превышал 32-60 л/мин. Исходя из этих же соображений, отношение площади сечения входной части канала и
С полости 7 в мундштуке 1 выбирают равным примерно 1/1,05-1/1,2. Подачу защитного газа через мундштук для заглубления дуги можно осуществлять через каналы, направленные вдоль электрода и касающиеся его или на некотором расстоянии от него, однако в этом случае происходит быстрое забрызгивание выходных отверстий и глубина проплавления уменьшается.
Подача части защитного газа, предназначенного для заглубления дуги со
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки плавящимся электродом | 1982 |
|
SU1080939A1 |
| Устройство для дуговой сварки в защитных газах | 1981 |
|
SU996134A1 |
| Горелка для дуговой сварки плавящимся электродом в защитных газах | 1976 |
|
SU667351A1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1976 |
|
SU642105A1 |
| Горелка для дуговой сварки | 1979 |
|
SU816717A1 |
| ГОРЕЛКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ПОГРУЖЕННЫМ ЭЛЕКТРОДОМ | 2006 |
|
RU2316695C1 |
| Горелка для дуговой сварки в защитных газах | 1986 |
|
SU1402414A1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1980 |
|
SU933327A1 |
| Горелка для дуговой сварки в защитных газах | 1979 |
|
SU979052A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 2000 |
|
RU2191667C2 |
