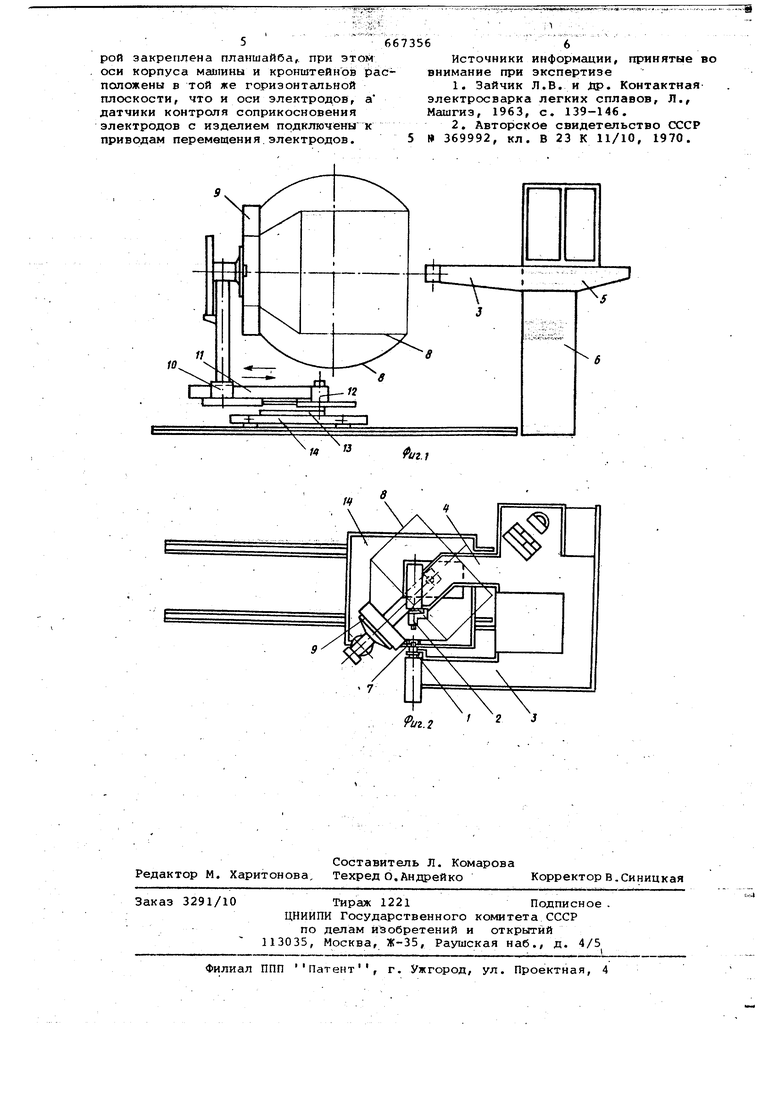
Изобретение относится к оборудованию для контактной точечной сварки и может быть использовано для сварки крупногабаритных тел вращения. Известны стационарные машины для точечной и роликовой сварки крупногабаритных изделий, в том числе тел вращения, имеющие большой вылет электродов и раствор сварочного контура 1. Свариваемые изделия подаются к электродам таких машин с помощью различных приспособлений. Для сварки цилиндрических обечаек применяют подвижную тележку с поворотным механизмом и планшайбой, на которой закрепляется свариваемая обечайка, подшерживаемая дополнительно опорным роликом, установленным на кронштейны машины. Для сварки панелей используют установки, в кЬторых оси кронштейнов и корпуса машины расположены в вертикальной плоскости, а оси электродов расположены горизонтально. Свариваемая панель подвеиивается вертикально. Для сварки криволинейных панелей применяют установки содержащие машину с вертикальным рас положением электродов и манипулятор, которБ1й перемещает и поворачивает свариваемую панель, закрепленную на специальной раме. Известна установка для контактной точечнойсварки крупногабаритных изделий, содержащая манипулятор с планшайбой и механизмом перемещения изделия и сварочную машину, состоящую из корпуса и кронштейнов п расположенными в одной горизонтальной плоскости с осью планшайбы и связанными с приводами перемещения электродами, один из которых оснащен двумя датчиками контроля соприкосновения электродов с изделием 2. Привод вертикального перемещения изделия усложняет конструкцию и управление ею. Кроме этого, установка не позволяет осуществлять поиск поверхности изделия в пределах хода электрода. Целью изобретения является упрощение конструкции, повышение производительности и у.лучшение качества сварного соединения. Это достигается тем, что манипулятор снабжен мехс ниэмом перемещения изделия вдоль оси электродов, смонтированной на нем с возможностью поворота вокруг вертикальной оси балкой и установленной с возможностью перемещ ния вдоль балки кареткой, на которой закреплена планшайба, hpH этом оси Rt pnyt;a машины и крЙшитеЙнс рЖсполо жены в той же горизонтальной плоскос - Vffr- &-Hocw-mW miS rT Say KH контроля соприкосновения электродов, с изделием подключены к приводам перемещения электродов. На фиг. 1 схематично показана предлагаемая установка, вид сбоку; на фиг. 2 - то же., вид сверху. Электроды 1 и 2 св а рочно машины имеют гидравлические приводы, управляемые отдельным золотником, позволяющим останавливать и фиксировать электрод в любой точке в пределах .его хода. Электроды с приводами закреплены на кронштейнах 3 и 4, кйторые закреплены на корпусе 5, установ ленном на вертикальных стойках 6. По обе стороны электрода 1 в тальной плоскости установлены датчики 7 кЬнтакта электрода с rioBepxностью изделия 8. Изделие 8 установлено на планшайбе 9 ма:нипулятора, ко торая закреплена на каретке 10, пере мещающейся вдоль поворотной балки 11 Поворотное устройство 12 балки 11 ус тановлено на тележке 13, перемещающейся поперек основания 14 манипулятора. . , Установка работает следующим образом. Электроды 1 и 2 машины в исходном положении разведены. Изделие 8 надевается на один из кронштейнов машины. При Ъодаче команды на сварку наружный электрод 1 перемещается вперед до соприкосновения с поверхность изделия. При этом в случае перпендикулярности оси электродов к поверхности изделия в месте сварки замыкаютс я контакты обоих датчиков 7, вы ключают привод перемещения наружного электрода и включают привод внутрен него. Внутренний электрод 2 перемещается вперед до упора в изделие В, которое оказывается зажатым между электродами, ПосЛе. чего включаётся сварочный ток.. Если поверхность изделия не перпендикулярна оси электродов, то замык;ается контакт только одного датчика, наружный электрод останавЛивается, привод внутреннего ШгбГктрода не включается и зажигэется .сигнальная лампа. После поворота изделия относит ельно вертикальной оси до обеспечения перпендикулярности поверхности изделия осями электро дов и замыкания контакта обоих датчиков цикл сварки продолжается. Для перехода к сварке следующей точки, расположенной на поверхности изделия в плоскости, перпендикулярной оси из делия (и планшайбы), достаточно повернут,ь планшайбу 9 на соответствующий угол. Для Перехода к cseiP e то. чек, расположенных на поверхности из
667356 делия вплоскости, параллельной его оси, для изделий цилиндрической и крническоЯ формы достаточно также пёремещение только по одной координате к машине или от машины. При сварке йэДеЛий сферической Формы также достаточен поворот относительно вертикальной оси, длячего ось сферы дблжна быть предварительно совмещена с осью поворотного устройства 12 перемещением каретки 10 по балке II и телёжкй 13. Таким образом, при сварке тел вращения на предлагаемой установке может быть получена максимальная производительность за счет движения только по одной координате при переходе от точки к точке. При работе с автоматическим управлением уггрошаетс я схема управления. . Упрощается также конструкция манипулятора, так как в нем отсутствует привод вертикального перемещения. На установке может производиться сварка тел вращения любой формы. Установка для сварки крупногаба- ритных изделий сферической, цилиндрической и конической формы в авиастроительном производстве позволит повысить качество и производительность за счет стабильности сварки. Внедрение изобретения ликвидирует выплески металла ядра сварной точки . благодаря невозможности неперпендикулярного расположения поверхности изделия относительно электродов машины, необходимости повторных подварок дефектных точек и рентгеноконтроля, сокращения времени установки изделияотносительно электродов машины при переходе от одной точки к другой за счет перемещения изделия только по одной координате. Формула изобретения Установка для контактной точечной сварки крупногабаритных изделий,преимущественно тел вращения, содержащая манипулятор с планшайбой для закрепления изделия и сварочную машину, состоящую из корпуса и кронштейнов с расположенными в одной горизонтальнрй плрск с)сти с осью планшайбы и связанными с приводами перемещения электродами, один из которых оснащен двумя датчиками контроля соприкосно-, веНия электродов с изделием, о т л ич а ю щ- а я с я тем, что с целью упрощения конструкции, повышения производительности и улучшения качества сварного соединения, манипулятор снабжен механизмом перемещения изделия вдоль оси электродов, смонтированной на нем, с возможностьюповорота вокруг вертикальной оси балкой и УстанбйтгенноЙ с возможностью перемещения вдаль балки кареткой, на которой закреплена планшайба,, при этом оси корпуса малшны и кронштейнов расположены в той же горизонтальной плоскости, что и оси электродов, а датчики контроля соприкосновения электродов с изделием подключены к приводам перемещения электродов.
,7
Источники информации, принятые во внимание при экспертизе
1.Зайчик Л.В. и др. Контактная электросварка легких сплавов. Л., Машгиз, 1963, с. 139-146.
2.Авторское свидетельство СССР О 369992, кл. В 23 К 11/10, 1970.
I 2
Риг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для контактной сварки крупногабаритных изделий | 1979 |
|
SU897437A1 |
| Установка для контактной сварки крупногабаритных изделий | 1984 |
|
SU1181825A1 |
| Установка для контактной точечной сварки | 1983 |
|
SU1165543A1 |
| Машина для контактной сварки по контуру | 1978 |
|
SU747650A1 |
| Установка для контактной точечной сварки | 1977 |
|
SU732102A1 |
| Установка для контактной точечной сварки | 1988 |
|
SU1600938A1 |
| Устройство для контактной сварки кольцевых швов | 1982 |
|
SU1044448A1 |
| Машина для контактной сварки панелей | 1981 |
|
SU1009674A1 |
| Установка для контактной точечной сварки | 1987 |
|
SU1574400A1 |
| Машина для контактной сварки | 1987 |
|
SU1542741A1 |
