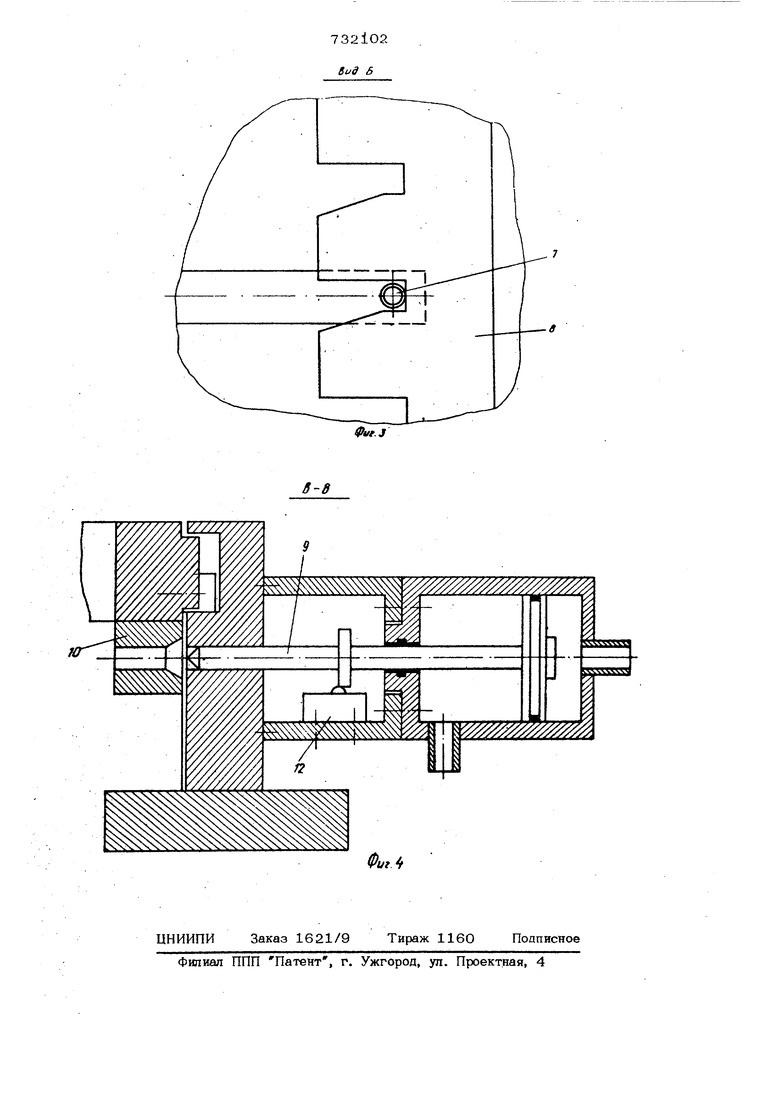
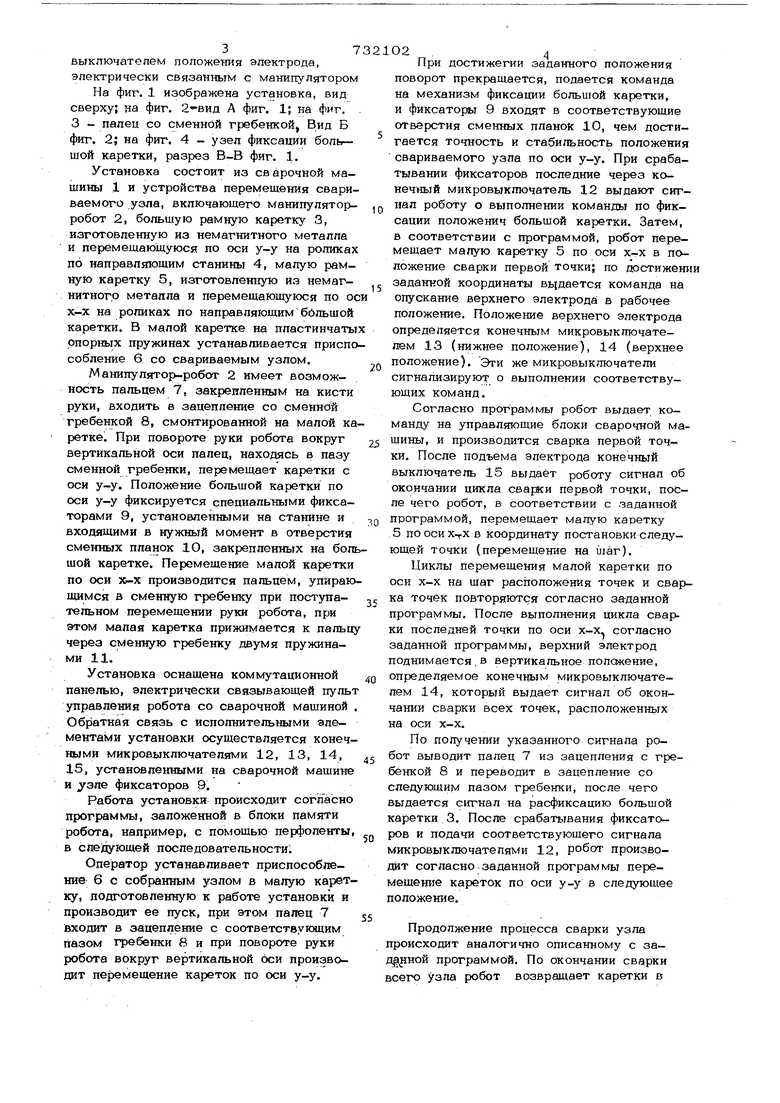
Изобретение относится к автоматизации процессов сварки и может быть применено на предприятиях машиностроения. Известны установки для автоматической точечной электросварки узлов преимущественно небольших размеров, в которых осуществлено перемещение свариваемого , узла относительно электродов установки типа МТМК-Зх10О-1 l , Однако конструкция механизма перемещения свариваемого узла и жесткая связь его со сварочной машиной не позволяет осуществлять сварку в любом месте удла, ставить любое количество сварных точек с любым шагом между ними, что не позволяет применить установку МТМК-Зх10О I для сварки узлов в многономенклатурном опытном и серийном производстве. Известна установка для контактной точечной сварки, содержащая сварочную машину с электрод(ами и устройство для перемещения свариваемого узла, выполненное в виде двух приводных кареток, из которых первая установлена в направляющих стапины с возможностью перемещения, а вторая каретка установлена на первой с воэможностью .перемещения в направлении, перпендикулярном направлению первой каре.тки 2 . Эта установка позволяет осуществлять сварку изделий сложной конфигурации с любым щагом сварных точек, однако имеет раздельные привощл кареток, что усложняет конструкцию. Цель изобретения г упрощение конструкции за счет применения единого приво да для перемещения кареток. Цепь .достигается тем, что вторая каретка снабжена сменной гребенкой, а привод перемещения кареток выполнен в виде манипулятора, на поворотной руне которой закреплен палеа, находящийся в зацеплении с гребенкой, при этом вторая каретка подпружинена к пальцу. Кроме того, .с целью синхронизации цикла сварки и перемещения узла от точки к точке, сварочная машина снабжена конечным выключателем положения электрода, электрически связанным с манипулятором На фиг. 1 изображена установка, вид сверху; ра фиг. 2-вид А фиг. 1; на фиг. 3 - палец со сменной гребенкой, Вид Б фиг. 2; на фиг. 4 - узел фиксации больг- шой каретки, разрез В-В фиг. 1. Установка состоит из сварочной машины 1 и устройства перемещения свариваемого .узла, включающего манипуляторробот 2, большую рамную каретку 3, изготовленную из немагнитного металла и перемещающуюся по оси у-у на роликах по направл5пощим станины 4, малую рамную каретку 5, изготовленную из немагнитного металла и перемещающуюся по ос X-X на роликах по направляющим ббльшой каретки. В малой каретке на пластинчаты опорных пружинах устанавливается приспо собление 6 со свариваемым узлом. Манипулято{ -робот 2 имеет возможность пальцем 7, закрепленным на кисти руки, входить в зацепление со сменной гребенкой 8, смонтированной на малой ка ретке. При повороте руки робота вокруг вертикальной оси палец, находясь в пазу сменной гребенки, перемещает каретки с оси у-у. Положение большой каретки по оси у-у фиксируется специальными фиксаторами 9, установленными на станине и входящими в нужный момент в отверстия сменных планок 10, закрепленных на бол шой каретке. Перемещение малой каретки по оси производится пальцем, упираю щимся в сменную гребенку при поступательном перемещении руки робота, при этом малая каретка прижимается к пальц через сменную гребенку двумя пружинами 11. Установка оснащена коммутационной пйнелью, электрически связывающей пульт управления робота со сварочной машиной Обратная связь с исполнительными элементами установки осуществляется конечными микроаыключателями 12, 13, 14, 15, установленными на сварочной машине фиксаторов 9. Работа установки происходит согласно программы, заложенной в блоки памяти робота, например, с помощью перфоленты в спе цующей последовательности. Оператор устанавливает приспособление 6 с собранным узлом в малую каретку, подготовленную к работе установки и производит ее пуск, при этом палец 7 Ьходит в зацепление с соответствукхцим пазом гребенки 8 и при повороте руки робота вокруг вертикальной оси производит перемещение кареток по оси у-у. 7 024 При достижегии заданного положения поворот прекращается, подается команда на механизм фиксации большой каретки, и фиксаторы 9 входят в соответствующие отверстия сменных планок 10, чем достигается точность и стабильность положения свариваемого узла по оси у-у. При срабатывании фиксаторов последние через конечный микровыключатель 12 выдают сигнал роботу о выполнении команды по фиксации положенич большой каретки. Затем, в соответствии с программой, робот перемешает малую каретку 5 по оси х-х в по ложение сварки первой точки; по достижении заданной координаты вещается команда на опускание верхнего электрода в рабочее положение. Положение верхнего электрода определяется конечным микровыключателем 13 (нижнее положение), 14 (верхнее положение). Эти же микровыключатели сигнализируют о выполнении соответствующих команд. Согласно программы робот выдает команду на управляющие блоки сварочной машины, и производится сварка первой точки. После подъема электрода конечный выключатель 15 выдает роботу сигнал об окончании цикла сварки первой точки, после чего робот, в соответствии с заданной программой, перемещает малую каретку 5 поосих-тХв координату постановки следующей точки (перемещение на шаг). Циклы перемещения малой каретки по оси х-х на шаг расположения точек и сварка точек повторяются согласно заданной программы. После выполнения цикла сварки последней точки по оси х-х согласно заданной программы, верхний электрод поднимается , в вертикальное положение, определяемое конечным микровыключателем 14, который выдает сигнал об окончании сварки всех точек, расположенньгх на оси х-х. По получении указанного сигнала робот выводит палец 7 из зацепления с гребенкой 8 и переводит в зацепление со следующим пазом гребенки, после чего выдается сигнал на расфиксацию большой каретки 3. После срабатывания фиксаторов и подачи соответствующего сигнала микровыключатепями 12, робот производит согласно заданной программы перемещение кареток по оси у-у в следующее положение. Продолжение процесса сварки узла прюисходит аналогично описанному с за- программой. По окончании сварки всего узла робот возвращает каретки в
исходное положение и выходит из запеп ° 6
«ения с miMH. возможностью перемеще™«, а вторая
ly - S-- г„-Г-;.-г - ;хгг т- гглг гг-г---: ..-|:.Л-Го.- Г - «аТме- оГГр е ПТ. нне операций будет продолжено в сСве; Г выполнен в виТ SLf Рс раммой.- манипулятора, на поворотной руке ко
Робот может выходить из зацепления с Г. находящими в каретками и выполнять другие, не связан Р бенкой, при этом вторая
ные со сваро ой машиной операции ( И «Дпружинена к пальцу.
ример. сборки и т.п.-). при свароч «новка для контактной точечной
НОЙ машине могут производиться ° 1 « « « « а ю щ а я с я
сварочные работы, как с исггользо а ем а сГ -««Ронизации цикла
кареток, так и без кареток, которые м К Узла от точки к гут выводиться из рабочей зоны 20 Гя -набжена коне., ной машины. выключателем положения электрода
Формула изобретения
1.Установка для контактной точечной
--...„. .ид ржащая сварочную машину с«Р ьшленности и приборостроения, 1960 сварки, содержащая сварочную машину с
электродами и устройство для перемещения In электродами и .
свариваемого узла, выполненное ГвиГевя™ и оборудоДвух приводных кареток, из которых пер. зо ™ «« актной сварки.М.. Машиновая установлена в направляющих таЛГ «нчающая
р4иГ ° УпРо «ення конст. РУкции за счет применения единого при вода для перемещения кареток, втор Ретка снабжена сметой гребенкой. Тп вод пепем(Э11то1гя„ .,- ожвния электрода электрически связанным с манипуля- ором.
электрически пйог,о,„ ..,
Источники информация, принятые во внимание при экспертизе
1. Сварочное оборудование Квтяпг 25 справочник .ЦИНГИ a VcJSJScKoT

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для контактной сварки крупногабаритных криволинейных конструкций | 1972 |
|
SU452457A1 |
| Установка для контактной точечной сварки | 1982 |
|
SU1031684A1 |
| Машина для контактной многоточечной сварки | 1976 |
|
SU549292A1 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2013 |
|
RU2542187C2 |
| Автоматизированная поточная линия для изготовления сварных конструкций | 1991 |
|
SU1784430A1 |
| Устройство для контактной сварки | 1987 |
|
SU1479237A1 |
| Машина для сборки и сварки сотовых заполнителей | 1981 |
|
SU1011352A1 |
| Робототехнический сборочно-сварочный комплекс | 1987 |
|
SU1537475A1 |
| Установка для контактной сварки крупногабаритных изделий | 1979 |
|
SU897437A1 |
| Установка для автоматической сварки замкнутых швов с радиусными скруглениями | 1982 |
|
SU1038161A1 |