(54) КОЛЬЦЕВОЙ КАНТОВАТЕЛЬ
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь для сварки балок | 1980 |
|
SU927473A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| КОЛЬЦЕВОЙ КАНТОВАТЕЛЬ | 1972 |
|
SU351662A1 |
| КОЛЬЦЕВОЙ КАНТОВАТЕЛЬ | 1973 |
|
SU368960A1 |
| Кольцевой кантователь | 1978 |
|
SU774881A1 |
| Кольцевой кантователь | 1987 |
|
SU1542755A1 |
| Установка для кантовки длинномерных изделий | 1988 |
|
SU1636165A1 |
| Кантователь для автоматической сварки продольных швов изделий типа балок В.С.Левадного | 1988 |
|
SU1622112A1 |
| Кольцевой кантователь | 1978 |
|
SU749609A1 |
| Кольцевой кантователь | 1975 |
|
SU541622A1 |
1
Изобретение относится к машинострое-. ни(р и может быть использовано для кантовки длинномерных металлоконструкций коробчатого сечения при сварке и сборке.
Известен кольцевой кантователь, содержащий смонтированную на основании U-образную опору с установленным на ней разъемным поворотным кольцом с двумя откидными секциями I. Однако места крепления кантуемого изделия закрыты частями кантователя и доступ ко всей свариваемой поверхности невозможен.
Наиболее близким к изобретению по технической сущности и достигаемому результату является кольцевой кантователь, содержащий разъемную кольцевую обойму, выполненную в виде закрепленной на основании неподвижной секции и подвижной секции с приводом, а также установленное в разъемной кольцевой обойме поворотное кольцо :: зажимами для изделия 2.
Однако при сварке продольных .длинномерных конструкций типа балок полностью выполнить сварочный щов можно только по одной поверхности изделия, а по другой поверхности сварка полностью не
производится из-за ограниченного доступа к изделию. Из-за этого необходимо производить дополнительную переустановку и доварку изделия вне кантователя, что приводит к снижению производительности труда.
Цель изобретения - повышение производительности путем обеспечения сварки всех щвов изделия без его переустановки.
Это достигается тем, что в предлагаемом устройстве подвижная секция разъемной кольцевой обоймы выполнена в виде двух щарнирно-закрепленцых на неподвижной секции секторов с кулачка.ми, а поворотное кольцо выполнено в виде четырех попарно соединенных между собой поворотных рычагов с упорными роликами, взаимодействующими с кулачками секторов.
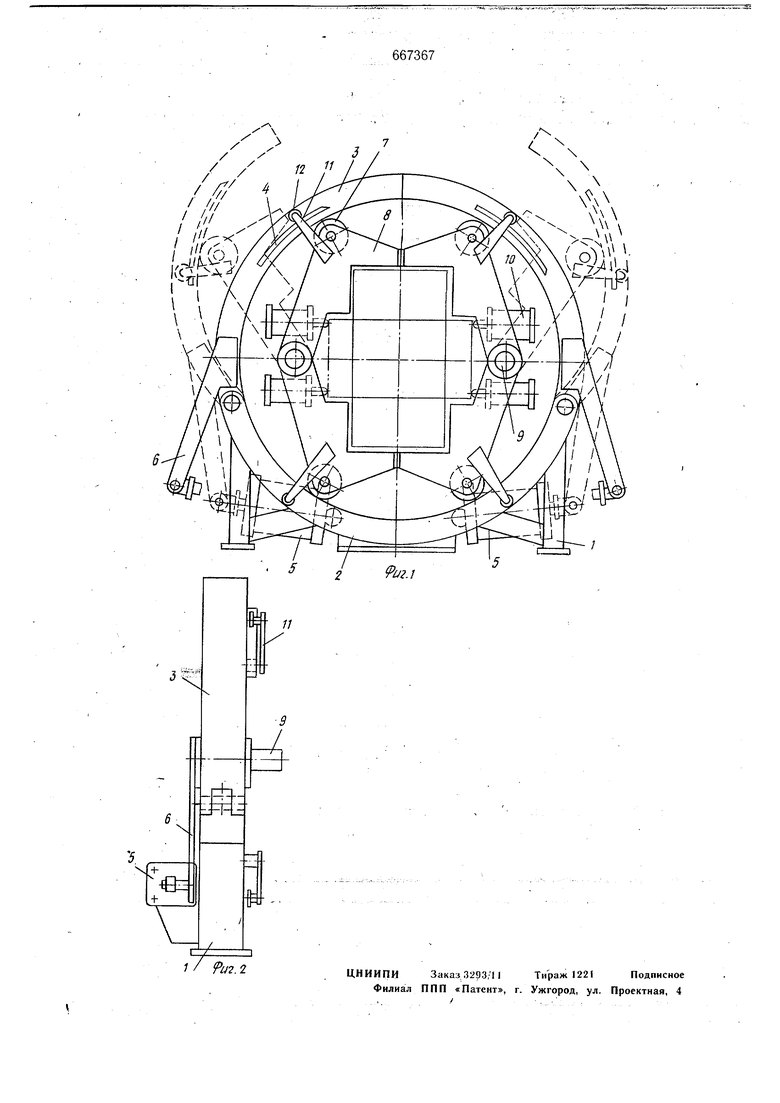
На фиг. 1 изображенпредлагаемый кантователь; на фиг. 2 - то же, вид сбоку.
Кантователь содержит основание 1, на котором смонтирована разъемная кольцевая обойма, выполненная в виде неподвижной U-образной секции 2 и подвижной секции, состоящей из двух щарнирно-закрепленных на неподвижной секции секторов 3 с кулачками 4. На основании смонтированы также нриводы В поворота секторов 3, штоки которых посредством кронн тейнов 6 соединены с секторам н 3. Кольцевая обойма, снабжена кольцевыми направляющими, в которых устйновлены ролики 7 поворотного кольца,образованного четырьмя поворотными рыча га1у1и 8. Рычаги 8 попарно соединены между собой цапфами 9 и снабжены зажимами 10 для изделия и кронштейнами Л 1 с упорными роликами 12, взаимодействующими с кулачками 4 секторов 3. Перед загрузкой, изделия при помощи приводов 5, штоки которых при обратном ходе воздействуют через кронштейны 6 на откидные сектора 3, производят их размыкание, При размыкании откидных секторов 3 упорные ролики 12 взаимодействуют с кулачками 4 н производят поворот одного из каждой пары поворотных рычагов 8 вокруг цапфы 9, которая в этом случае является неподвижной, осуществляя тем самым одновременно с отводом откидных секторов 3 отвод двух рычагов 8.. Положение двух других поворотных рычагов 8 остается неизменным, они образуют опорную поверхность для установки изделия. После этого производится уста1ГВКа изделия на поверхность двух поворотных рычагов 8 и рабочим (обратный) ходом нриводов 5через кронштейны 6 производится замыкание откидных секторов .3, которые, своей внутренней поверхностью воздействуя через ролики 7 на отведенные поворотные рычаги 8, осуществляют замыкание их, при этом упорные ролики 12 перемещаются по кулачкам 4 с зазором. Поворотные рычаги 8 не обхватывают плотно изделие, и для око 1чательной фиксации изделия при кантовании вводят в действие зажимы 10, например, пневматические. По .Окончапии операции загруЖи от )ивода любой известной конструкции цапфам 9 сообщается движецие по окружности, концентричной поверхности, образованной U-o6 разной секцией 2 и откидными секторами 3, при этом через замкнутую рычажную систему, образованную четырьмя поворотными рычагами 8, перемец|аюш,Имися на роликах 7, вращение передается изделию, а упорные ролики 12 свободно перемещаются совместно с поворотными рычагами 8.
667367 После того, как изделие повернется на пол-оборота вокруг оси вращения, можно произвести повторение цикла, так как в любом случае при таком угле поворота упорные ролики 12 одного из каждой пары поворотных рычагов 8 входят в зацепление с кулачком 4 поворотных секторов 3, что обеспечивает возможность повторения цикла через каждые 180°. Таким образом, изобретение позволяет производить сварку по всей длине свариваемого изделия без применения дополнительной доварки вне кантователя, а также повысить производительность труда за счет исключения дополнительной кантовки и доварки изделия. Для кантования длинномерных изделий необходимо применять несколько кантователей, размещая их по длине изделия так, чтобы не допустить его прогиба под собственным весом, причем в этом случае требуется привод только для одного кантователя, вращение остальным /может быть переданоот первого любым способом или за счет использования жесткости изделия. Формула изобретения Кольцевой кантователь, содержащий разъемную кольцевую обойму, выполненную в виде закрепленной на основании неподвижной секции и подвижной секции с приводом, а также установленное в разъемной кольцевой обойме поворотное кольцо с зажимами для изделия, отличающийся тем, что, с целью првьтшения производительности путем обеспечения сварки всех швов изделия без его переустановки, подвижная секция разъемной кольцевой обоймы выполнена в виде двух шарнирно-закрепленных на неподвижной секции секторов с кулачками, а поворотное кольцо выполнено в виде четырех попарно соединенных между собой поворотных рычагов с упорными роликами, взаимодействующими с кулачками секторов. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 368960, кл. В 23 К 37/04, 1973. 2.Авторское свидетельство СССР № 356085, кл. В 23 К 37/04, 1971. х / / / / X / / / /V-x U . х т
