Изобретение относится к сварке, а именно к установкам для кантовки длинномерных предварительно собранных изделии под сварку.
Целью изобретения является расширение технологических возможностей путем обеспечения свободного доступа к изделию и упрощение конструкции.
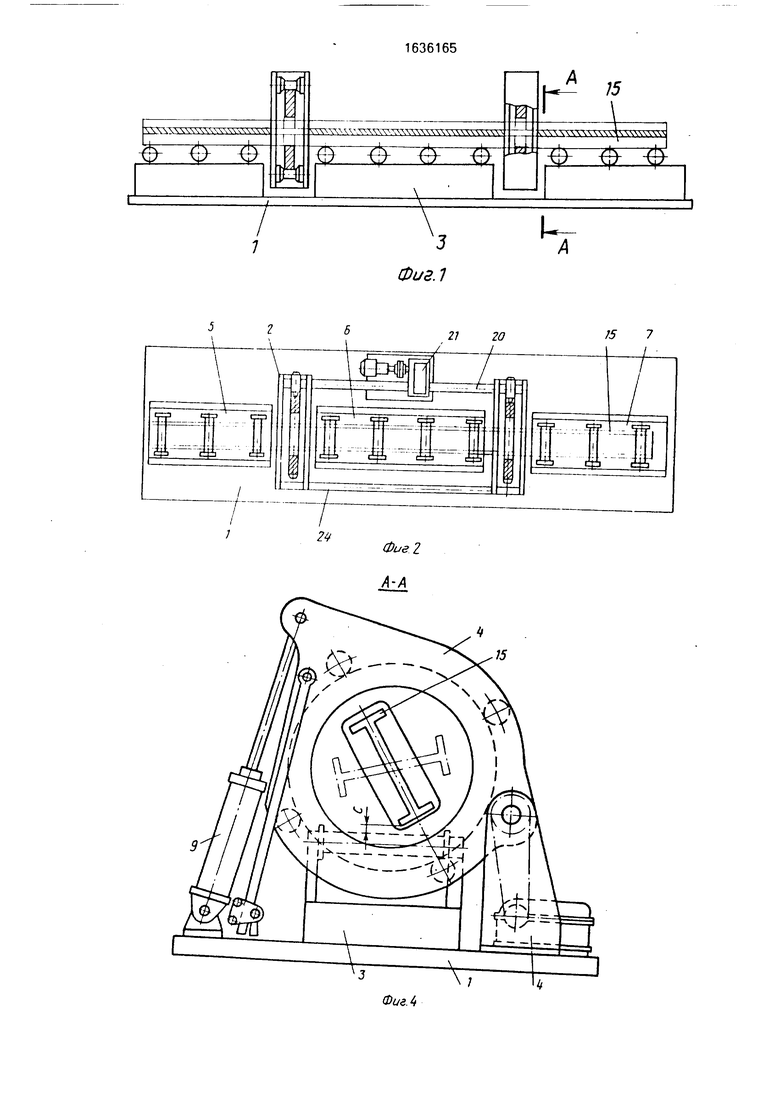
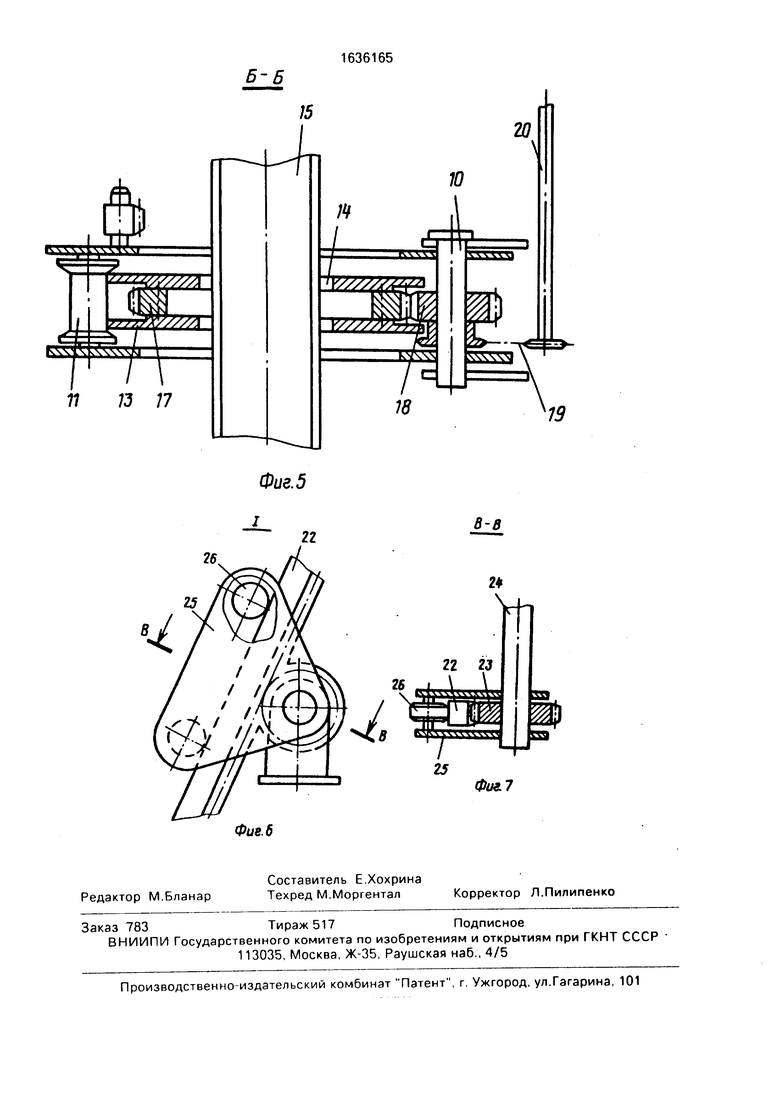
На фиг. 1 изображена установка, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - сечение А-Л на фиг. 1, исходное положение; на фиг. 4 - то же, рабочее положение; на фиг. 5 - сечение на фиг. 3; на фиг. 6 - узел на фиг. 3; на фиг. 7 - сечение В-В на фиг. 6.
Установка для кантовки длинномерных изделий содержит основание 1, на котором размещены кантователь 2, приводной роликовый конвейер 3 и опоры 4. Приводной роликовый конвейер состоит из трех секций 5 -7. Кантователь оснащен механизмом подъема, выполненный в виде например, дпух кронштейнов 8, размещенных в проемах между секциями роликового конвейера 2 и установленных на опорах 4 Каждый из кроши геймов 8 установлен с возможно- С1ью поворота пневмоцилиндром 9 вокруг оси 10 расположенной на опоре 4 Внутри ка-кдою кронштейна 8 смонтированы четыре неприводных опорных ролика 11, на которых установлена приводная поворотная кольцевая обойма 12, выполненная в виде двух дисков 13 с OKiiof.ni 14 для транспортирования и установки изделия 15 Нижняя поверхность окна 14 и верхняя образующая роликов 16 секции 5-7 в исходном положении расположены друг относительно друга с зазором (/.
Между дисками 13 закреплен зубчатый венец 17. На оси 10 с возможностью взаимодействия с зубчатым венцом 17 установлена шестерня 18, которая через цепную передачу 19 и трансмиссионный вал 20 соединена с приводом 21. Механизм синхронизации поворота корпусов выполнен в виде установленной на каждом из корпусов 8 рейки 22, смонтированной шарнирно и с возможностью взаимодействия с шестернями 23, связанными между собой трансмиссией 24, на которой с возможностью
поворота установлены каретки 25 с роликами 26 для обеспечения постоянного контакта в зубчатом зацеплении.
Установка работает следующим образом.
Изделие по роликам 16 транспортного средства 3 подается через окна 14 дисков 13. Пневмоцилиндры 9 поворачивают корпуса 8 с изделием 15 вокруг оси 10 на такой
угол, что при вращении обойм 12 изделие 15 не будет задевать за ролики 16. При этом синхронность корпусов 8 обеспечивается жесткой связью шестерен 23 трансмиссией 24, которая обеспечивает поворот шестерен
23 на одинаковый угол. Одинаковым является и ход реек 22, следовательно, и угол поворота корпусов 8.
Кантуется изделие следующим образом. Привод 21 через трансмиссионный вал
20, цепные передачи 19 и шестерни 18 вращает зубчатые венцы 17, при этом диски 13 обойм 12 обкатываются по роликам 11, вращая изделие 15, проходящее через окна 14. После сварки изделия 15 корпуса 8
пневмоцилиндрами 9 устанавливаются в исходное положение. При этом изделие 15 укладывается на ролики 16 транспортного средства 3 и перемещается на следующую технологическую позицию.
Формула изобретения
Установка для кантовки длинномерных изделий, содержащая основание с размещенными на нем приводным роликовым конвейером и кантователем с механизмом подъема изделий и приводными поворотными кольцевыми обоймами с окнами для транспортирования и установки изделий,
отличающаяся тем, что, с целью расширения технологических возможностей, механизм подъема изделий выполнен в виде размещенных вдоль приводного роликового конвейера и шарнирно соединенных с основанием кронштейнов с механизмом синхронизации поворота, при этом каждый кронштейн оснащен неприводными опорными роликами для приводной поворотной кольцевой обоймы. ,
3
Фиг Л
т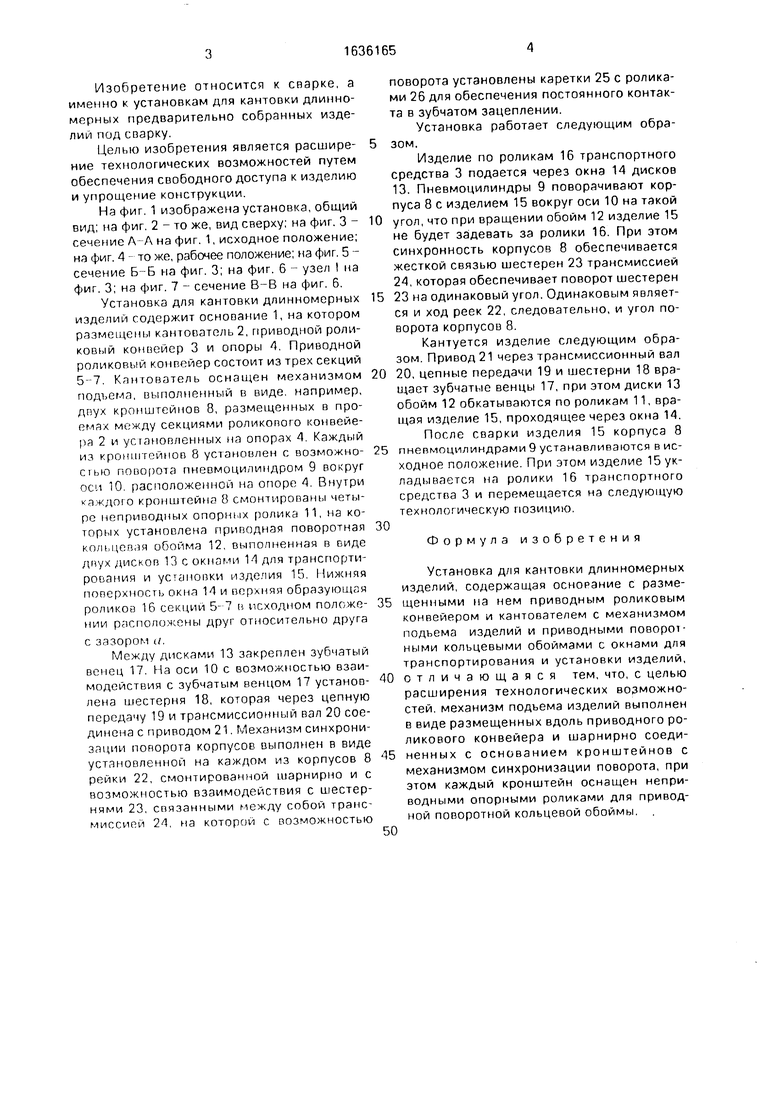
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сборки и автоматической сварки круговых стыков | 1986 |
|
SU1397229A1 |
| Устройство для подачи профильного проката в пресс-ножницы | 1982 |
|
SU1038116A1 |
| АВТОМАТИЧЕСКИЙ УКЛАДЧИК СТАЛЬНЫХ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ТИПА П И С | 2024 |
|
RU2828529C1 |
| Кантователь | 1987 |
|
SU1484537A1 |
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
| Кантователь рамных изделий | 1981 |
|
SU998068A1 |
| Поточная линия для обработки штучных длинномерных изделий | 1979 |
|
SU880505A1 |
| Поточная линия для изготовления сварных конструкций | 1978 |
|
SU770715A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Кольцевой кантователь | 1979 |
|
SU837693A1 |
Изобретение относится к сварке, а именно к установкам для кантовки длинномерных предварительно собранных изделий 2 под сварку. Цель изобретения - расширение технологических возможностей. Установка содержит размещенные на основании 1 приводной роликовый конвейер 3, опоры 4, на которых шарнирно с возможностью ловорота от пневмоцилиндров 9 закреплены кронштейны 8 с неприводными опорными роликами 11 для приводных поворотных кольцевых обойм 12. Изделие 15 по роликам 16 подается в кантователь. Кронштейны 8 пневмоцилиндрами 9 поворачиваются вокруг оси 10 на такой угол, чтобы при вращении обойм 12 с изделием 15 оно не задевало ролики 16. При вращении обойм 12 от привода 21 происходит кантование изделий в удобное для сварки положение. 7 ил. Ё 10 б О Сл) О & ся
15 7
п
Фиг. 5
26
19
Фиг. 7
| Устройство для закрепления и кан-товки изделий | 1973 |
|
SU508371A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
