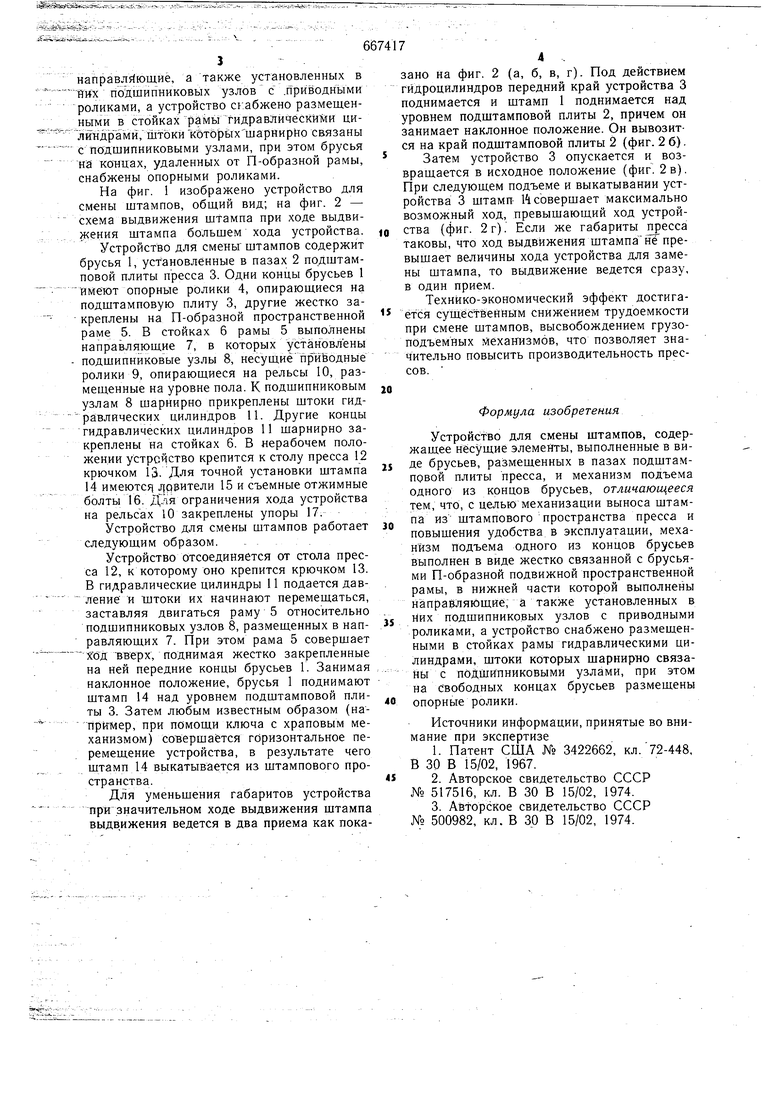
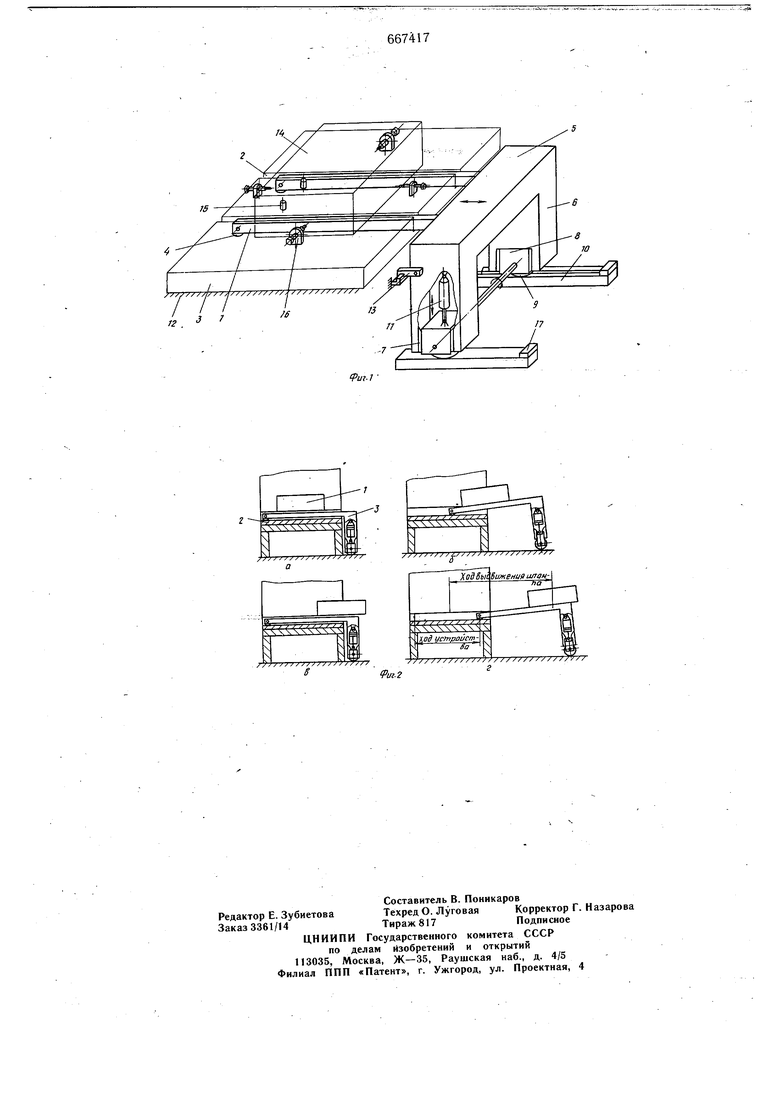
(54) УСТРОЙСТВО ДЛЯ СМЕНЫ ШТАМПОВ направлйющие, a также установленных в Них подшипниковых узлов с .приводными роликами, а устройство скабжено размещенными в стойках рамы гидравлическими цилйндрамй, штоки кбторйхшарнирйо связаны с подшипниковыми узлами, при этом брусья на концах, удаленных от П-образной рамы, снабжены опорными роликами. На фиг. I изображено устройство для смены штампов, обший вид; на фиг. 2 - схема выдвижения штампа при ходе выдвижения штампа большем хода устройства, Устройство для смены штампов содержит брусья 1, установленные в пазах 2 подштамповой плиты пресса 3. Одни концы брусьев 1 имеют опорные ролики 4, опираюш иеся на подштамповую плиту 3, другие жестко закреплены на П-образной пространственной раме 5. В стойках 6 рамы 5 выполнены направляюшие 7, в которых установлены подшипниковые узлы 8, несушиёприводные ролики 9, опирающиеся на рельсы 10, размещенные на уровне пола. К подшипниковым узлам 8 шарнирно прикреплены штоки гидравлических цилиндров 11. Другие концы гидравлических цилиндров 11 шарнирно закреплены на стойках 6. В нерабочем положении устройство крепится к столу пресса 12 крючком 13. Для точной установки штампа 14 имеютс } ;|рвители 15 и съемные отжимные болты 16. /Х.Кя ограничения хода устройства на рельсах 10 закреплены упоры 17. Устройство для смены штампов работает следующим образом. Устройство отсоединяется от стола пресса 12, к которому оно крепится крючком 13. В гидравлические цилиндры 11 подается давление и гитоки их начинают перемещаться, заставляя двигаться раму 5 относительно подшипниковых узлов 8, размешенных в направляющих 7. При этом рама 5 совершает хбд вверх, поднимая жестко закрепленные на ней передние концы брусьев 1. Занимая наклонное положение, брусья 1 поднимают штамп 14 над уровнем подштамповой плиты 3. Затем любым известным образом (например, при помощи ключа с храповым механизмом) совершаётся горизонтальное перемещение устройства, в результате чего штамп 14 выкатывается из штампового пространства. Для уменьшения габаритов устройства при значительном ходе выдвижения штампа выдв.ижения ведется в два приема как пока667417зано на фиг. 2 (а, б, в, г). Под действием гйдроцилиндров передний край устройства 3 поднимается и штамп 1 поднимается над уровнем подштамповой плиты 2, причем он занимает наклонное положение. Он вывозится на край подштамповой плиты 2 (фиг. 2 б). Затем устройство 3 опускается и возвращается в исходное положение (фиг. 2 в). При следующем подъеме и выкатывании устройства 3 штамп Il совершает максимально возможный ход, превышающий ход устройства (фиг. 2 г). Если же габариты дресса таковы, что ход выдвижения штампа не превыщает величины хода устройства для замены штампа, то выдвижение ведется сразу, в один прием. Технико-экономический эффект достигается существенным снижением трудоемкости при смене штампов, высвобождением грузоподъемных механизмов, что позволяет значительно повысить производительность прессов. Формула изобретения Устройство для смены штампов, содержащее нёсушие элементы, выполненные в виде брусьев, размещенных в пазах подщтамповой плиты пресса, и механизм подъема одного из концов брусьев, отличающееся тем, что, с целью механизации выноса щтампа из штампового пространства пресса и повышения удобства в эксплуатации, механизм подъема одного из концов брусьев выполнен в виде жестко связанной с брусьями П-образной подвижной пространственной рамы, в нижней части которой выполнены направляющие, а также установленных в них подшипниковых узлов с приводными роликами, а устройство снабжено размешенными в стойках рамы гидравлическими цилиндрами, штоки которых щарнирно связаны с подшипниковыми узлами, при этом на свободных концах брусьев размещены опорные ролики. Источники информации, принятые во внимание при экспертизе 1.Патент США № 3422662, кл.72-448, В 30 В 15/02, 1967. 2.Авторское свидетельство СССР № 517516, кл. В 30 В 15/02, 1974. 3.Авторское свидетельство СССР № 500982, кл. В 30 В 15/02, 1974.
7/7
3 J
iZ
fw- J 
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РАСКРЫТИЯ И СМЕНЫ ШТАМПОВ | 1992 |
|
RU2048948C1 |
| Устройство для замены штампов на прессе | 1978 |
|
SU721343A1 |
| Механический пресс для штамповки лонжеронов | 1990 |
|
SU1779610A1 |
| Устройство для замены штампов на прессах | 1986 |
|
SU1382574A1 |
| Устройство для установки и съема штампов из рабочей зоны пресса | 1990 |
|
SU1756173A1 |
| Линия для штамповки деталей из листового материала | 1985 |
|
SU1282946A1 |
| Поточная линия для штамповки крупногабаритных листовых заготовок | 1991 |
|
SU1834813A3 |
| Гидравлический пресс | 1979 |
|
SU946980A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Устройство для установки и снятияшТАМпОВ HA пРЕССАХ | 1979 |
|
SU844381A1 |
Риг. 2
