Изобретение относится к обработк металлов давлением, а именно к способам секционной штамповки дисков.
Известен способ секционной штамповки дисков путем приложения дефор мирующйх усилия к торцам заготовки в несколькостадий от центра ее к периферии с обжимом заготовки на последней стадии по всей поверхност торцовых сторон 1,
Цель изобретения - повысить качество получаемых изделий и рентабельности процесса.
Это достигае тся тем, что на всех стадиях, предшествующих последней, реформирующие усилия прикладывают к Части поверхности торЦовых сторон заготовки с сохранением равенства площадей этих участков. .
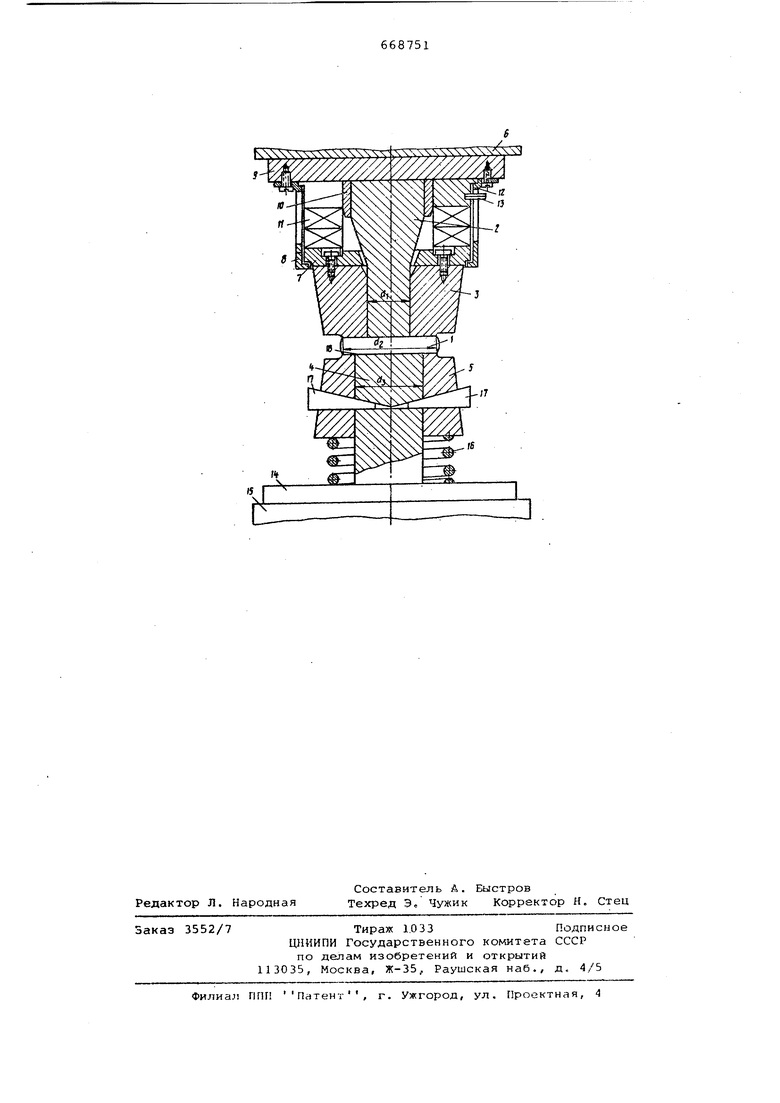
На чертеже изображено. 2|стройство реализующее предлагаемый способ.
способ секционной штамповки дисков включает последовательное приложение деформирующего усилия от центрального участка 1 к периферийным, при приложении деформирующих усилий с двух сторон навстречу друг к другу.. Причем деформирование заготовки производят поочередным действием верхнего пуансона, выполненного в
виде центрального пуансона 2 и наружного пуансона 3, и нижней секции, состоящей из центральной секции 4 и наружной секции 5.
В верхней части устройства, укрепленной На подвижной траверсе 6 пресса, смонтированы центральный ггуансон 2 и наружный пуансон 3, который совместно с нижним зубчатым венцом 7 с помощью фланцевого стакана 8 крепят к верхней плихе 9, Центрггльнь й пуансон 2 перемещают в направляющей втулке 10.
Подвижный зубчатый венец 11 опирается на кольцо 12, расположенное в верхней части-фланцевого стакану 8. Венед 11 вращают с помощью рукоятки .13.. .
Нижнюю секциЕО устройства устанавливают на нижней плите 14 и крепят к столу 15 пресса. Она представляет собой составную матрицу, состоящую из центральной секции 4,- жестко соединенной G нижней плитой 14, и наружной секци-и 5, которая опирается на пружину 16. С помощью клиньев 17 можно .осуществить жесткое соединение наружной секции S и центральной
Центральная секция 4 имеет неодина.ковый рабочий диаметр с центральным пуансоном 2 верхней части устройства, нижняя часть имеет диаметр dj и верхняя часть d,. Наружная секция 5 нижней части устройства имеет внутренний диаметр d и наружный d Наружный пуансон 3 верхней части ,имеет внутренний диаметр dj и наружный Дз , одинаковый, с наружным диаметром секции нижней части. При работе центральным пуансоном 2 за первых ход траверсы б верхний зубчатый венец 11 поворачивают с помощью рукоятки 13 так, что зубцы, находяащеся на его нижней стороне, устанавливают против соответствующих впадин на нижнем зубчатом венце 7. В этот момент с помощью клинь ев 17 наружная секция 5 жестко соединяется с центральной секцией 4.Центральный пуансон 2 деформирует (пр шивает) заготовку 1, нижняя часть которой;опирается на горизонтальную площадку 18, образованную центральной секцией 4 и наружной секцией 5. Усилия процесса передают при этом на центральный пуансон 2, а наружный пуансон 3 не работает. При работе центральной .секции 4 наружная 5 может свободно перемещаться вниз в осевом направлении, подпираемая обрабатываемой заготовкой 1, преодолевая сопротивленй пружин 16. В-этот момент клинья 47 выведены в стороны от центра и не крепят центральную секцию 4 с наруж ной 5. При этом наружный пуансон 3 и центральный пуансон 2 действуют как одно«Целое, так как зубцы верхнего зубчатого венца 11 находятся против соответствующих зубцов; нижнего зубчатого венца 7. Центральная секция 4 деформирует заготовку 1 по кольце вой площади с наружным диаметром djj и внутренним dj .. При работе наружной секции 5 поледняя жестко закреплена секцией 4, центральный 2 и наружный 3 пуаноны также действуют как одно целое. ри этом наружная секция 5 деформиует заготовку 1 по кольцевой плоади с конечным наружным диаметром и внутренним диаметром d2. Деформируемые поочередно площади I F и Р должны быть примерно рав а. При этом F, .J (dj- df)ji. flt , ,2 г. - 3- Площадь поковки щ плане F ткуда опрёдея яется dj. Затем соотетственно определяют dj и d, ая, что F F2 РЗ Предложенный способ штамповки беспечивает улучшение качества изго авливаемых изделий при повышении ентабельности процесса. Формула изобретения Способ секционной штамповки дисков путем приложения деформирующих усилий к торцам заготовки в несколько стадий от центра к ее периферии с обжимом заготовки на последней стадии по всей поверхности торцовых сторон, отличающийся тем что, с целью повышения качества палу чаемых изделий и рентабельности процесса:, на всех стадиях, предшествую.щих последней, деформирующие усилия прикладывают к части поверхности тор цовых сторон заготовок с сохранением равенства площадей этих.участков. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 343750, кл. В 21 j 1/04, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СЕКЦИОННОЙ ШТАМПОВКИ КРУПНОГАБАРИТНЫХДЕТАЛЕЙ | 1972 |
|
SU343750A1 |
| Устройство для изготовления полых,преимущественно составных деталей с наружными и внутренними профилированными кольцевыми утолщениями | 1982 |
|
SU1097421A1 |
| Способ изготовления цилиндрических шестерен | 1980 |
|
SU946781A1 |
| Способ и устройство для штамповки блисков | 2021 |
|
RU2766625C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| Способ получения трубчатых изделий с фланцем | 1989 |
|
SU1637933A1 |
| Способ и устройство для штамповки блингов | 2021 |
|
RU2769333C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ИЗДЕЛИЙ | 1967 |
|
SU203450A1 |
| Способ изготовления крупногабаритных дисков | 2022 |
|
RU2796033C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |