1
Изобретение относится к обработке металлов давлением и может быть использовано для обрезки технологического припуска полых деталей.
Известно устройство для обрезки кромок полых деталей, содержащее пуансон, оправку, имеющую геометрическую ось с пуансоном, и поворотную матрицу, обхватывающую оправку. Ось вращения оправки смещена относительно ее геометрической оси 11.
Однако известное устройство является конструктивно сложным.
Известен щтамп для обрезки кромок полых деталей, содержащий матрицу, в которой выполнено гнездо для обрезаемой детали, и тарельчатую пружину, несущую ножи, которыми являются края пружины и, закрепленную вместе с прижимом на ползуне .2.
В известном щтампе матрица и пружина установлены соосно, в результате чего одновременно все кромки тарельчатой пружины врезаются в обрезаемую деталь.
Цель изобретения - снизить усилия обрезки и повысить надежность щтампа в работе.
Это достигается тем, что ось пр-ужины смещена относительно оси матрицы в радиальном направлении, а величина смещения оси пружины относительно оси матрицы может соответствовать преимущественно одной-двум толщинам стенки обрабатываемой детали.
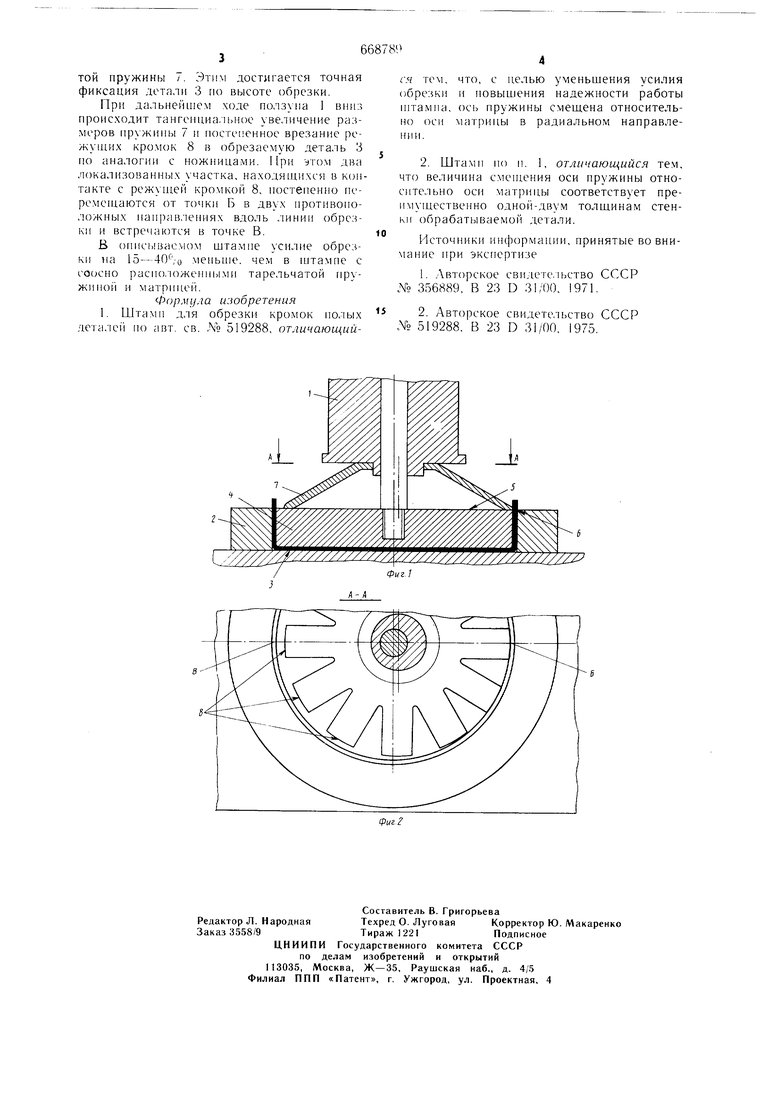
На фиг. 1 показан предлагаемый щтамп, общий вид в разрезе; на фиг. 2 - разрез А-А на фиг. 1.
Штамп содержит ползун 1 и матрицу 2, в которой выполнено гнездо для детали 3. Внутри детали 3 расположен прижим 4, верхняя плоскость 5 которого установлена заподлицо с режущей кромкой 6 матрицы 2. На прижиме 4 установ,1ен режущий инструмент в виде тарельчатой пружины 7. у которой режущие кромки 8 расположены эксцентрично относительно режущей кромки 6 матрицы 2 за счет смещения осей пружины 7 и матрицы 2.
Штамп работает следующим образом.
В матрицу 2 закладывают деталь 3. При ходе ползуна 1 вниз прижим 4 входит в полость детали 3 и плотно прижимает ее к матрице 2 за счет воздействия тарельчатой пружины /. -Лпм достигается точная фиксация детали 3 по высоте обрезки. При дальнейшем ходе ползуна 1 вниз происходит тангс11н.иа, увеличение размеров прчжины 7 и постепенное врезание режуншх кромок 8 в обрезаемую деталь 13 по аналогии с ножницами. При утом два .1окализованн15|.х участка, находящихся в контакте с режущей кромкой 8, иостепенно переменгаются от точки Б в двух противоположных направлениях вдоль линии обрезкн и встречаются в точке В. В описываемом штампе усилие обрезки на 15--40 ;о меньн1е. чем в HJTavme с cocjcHo расноложени1 1ми тарельчатой пружипоГ| и матрпней. Формула изобретения 1. Штамп для обрезкп кромок полых дета,1ей по авт. св. .Vg 519288, отличающийся тем, что, с целью уменьшения усилия обрезкп и повышения надежности работы Н1тампа, ось пружины смеш,ена относительно осп матрицы в радиальном направлеппи. 2. Штамп но п. 1, отличающийся те.м, что величина смешения оси иружины относительно осп матрицы соответствует преимущественно одной-двум толшинам стенкп обрабатываемой детали. Источники информации, принятые во внимание при экспертизе 1..Авторское свидете.1ьство СССР № 356889, В 23 D 31/00, 1971. 2.Авторское свидетельство СССР № 519288, В 23 D 31/00, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обрезки кромок полых деталей | 1978 |
|
SU668788A2 |
| Штамп для обрезки кромок полых деталей | 1975 |
|
SU519288A1 |
| Штамп для обрезки полых тонкостенных деталей | 1981 |
|
SU977119A1 |
| УНИВЕРСАЛЬНЫЙ ШТАМП ДЛЯ ОБРЕЗКИ ЛИСТОВЫХ ДЕТАЛЕЙ ПО РАДИУСУ | 1973 |
|
SU397253A1 |
| Штамп для обрезки полых деталей | 1979 |
|
SU835669A1 |
| Штамп для вытяжки и обрезки | 1982 |
|
SU1015973A1 |
| Штамп для обрезки кромок полых деталей | 1978 |
|
SU694301A2 |
| Штамп для обрезки кромок полых деталей | 1980 |
|
SU893330A1 |
| Штамп для обрезки кромок полых деталей | 1981 |
|
SU963734A1 |
| МНОГОПОЗИЦИОННЫЙ ШТАМПОВОЧНЫЙАВТОМАТ | 1971 |
|
SU430926A1 |
