1
Изобретение относится к обработке металлов давлением и может быть исгаользоваяо для обрезки техиологи-чеокого ирипуска деталей, отштам пованеых методом вытяжки, а также для обрезки по высоте полых картонных, пластмассовых И т. п. деталей, в ТОМ числе и П-образных.
Известен штамп для обрезки кромок полых деталей, содержащий матрицу и приводной держатель, несущий прижим и упруго закрепленные по краям пластинчатой или тарельчатой пружданы ножи, имеющие на удаленной от оси щтампа стороне режущие юромки, соответствующие режущей К(ро.мке матрицы, жестко inpскрепленной своей центральной частью к держателю.
Недостатком известного щтампа я вляется низкая производительность, так как для окончательной отрезки кромки IB нем необходим поворот матрицы.
Целью щтампа является повышение производительности его работы и улучшение качества обрезаемых к|рОМок детали.
Для этого, по меньщей мере часть ножей онабжена дополнительными режущими Кромками, расположенными на боковых сторонах ножей, и эти стороны выполнены расщиряющимиоя от центра к периферии, а часть ножей выпошнена с боковыми сторонами, сужающимися в том же наеравлении и суммарная рабочая длина режущих кромок всех ножей выполнена больше периметра режущей части матрицы.
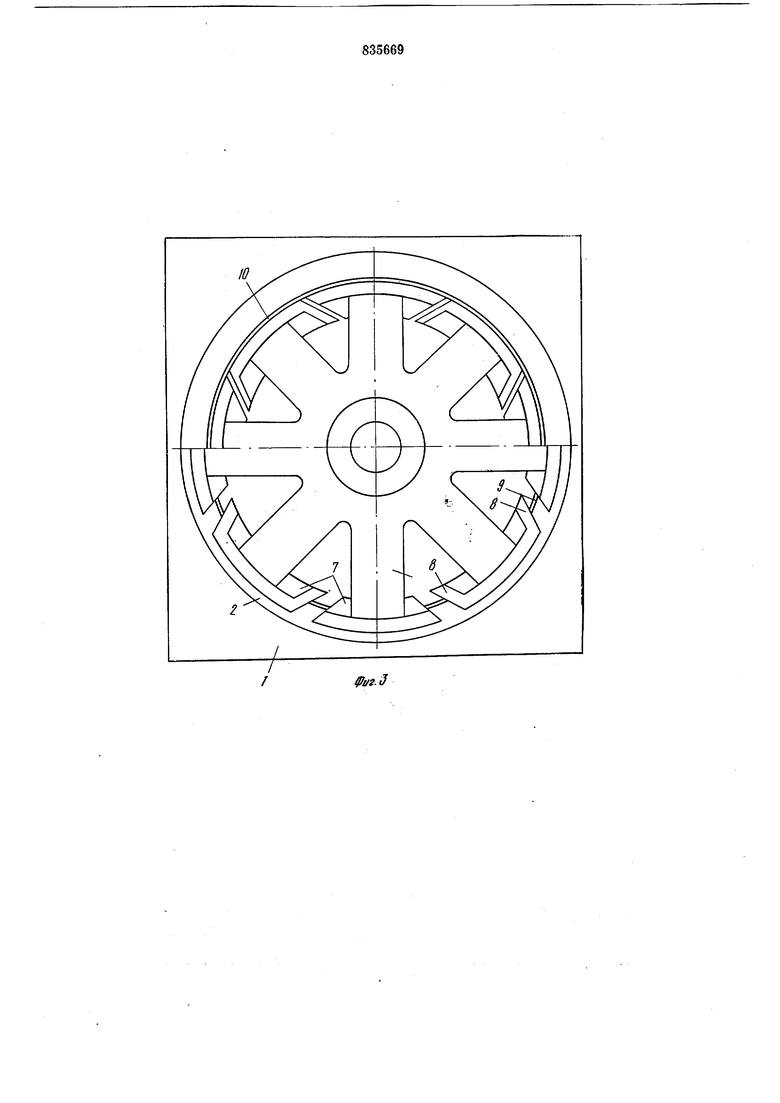
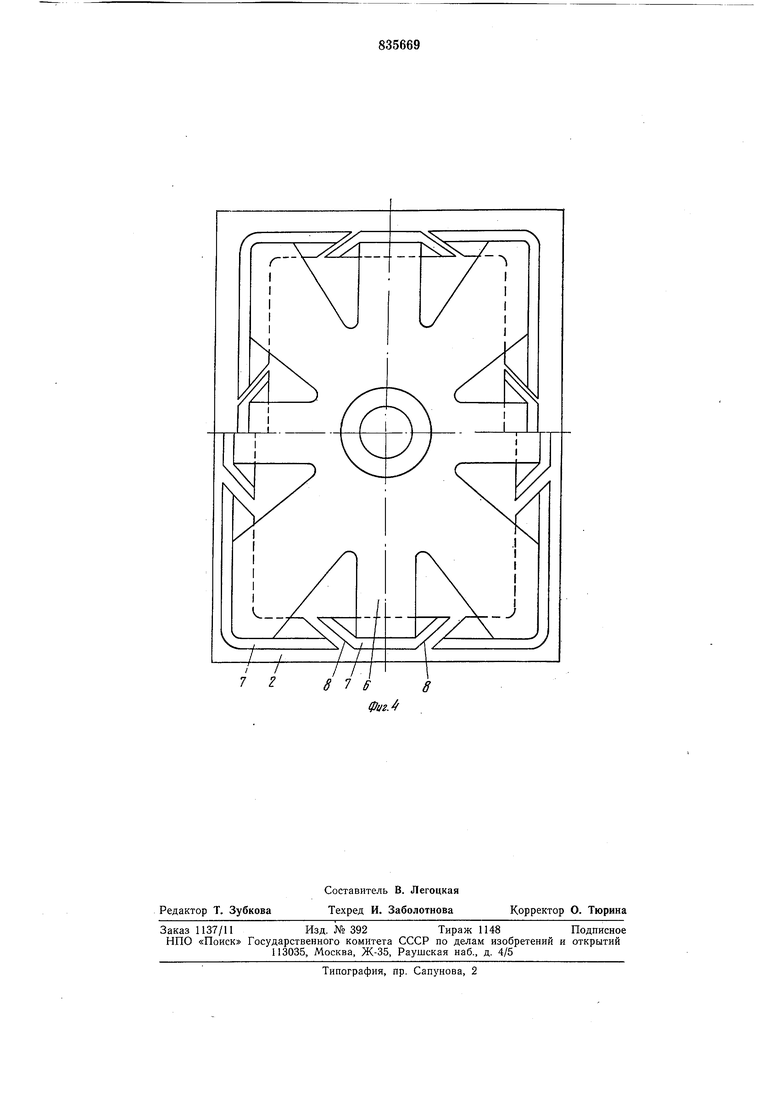
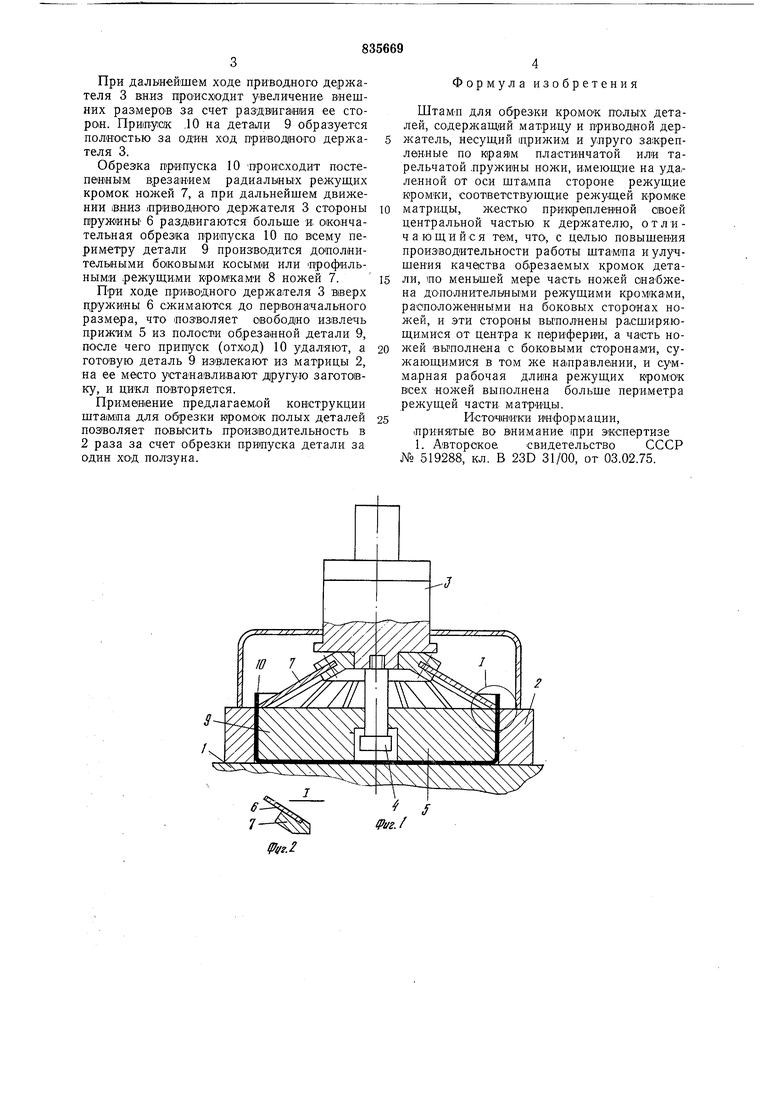
На фиг. 1 изображен общий вид предлагаемого щтампа; на фиг. 2-узел I фиг. 1 (один из вариантов крепления ножей); на фиг. 3 - щтамп, вид сверху, один из вариантов щтамиа для обрезки кромок круглых деталей: вверху от оси симметрии до обрезки кромок детали, внизу - после обрезки; на фиг. 4 - то же, одии из вариантов щтампа для обрезки кромок прямоугольных деталей.
Штамп для обрезкн кромок полых деталей содержит установленные на нижней плите 1 матрицу 2, приводной держатель 3 и центрирующий стержень 4, несущий прижим 5 и упруго закрепленные по краям пластинчатой или тарельчатой дружины 6 ножи 7, выполненные с дополнительными режущими кромками 8. Деталь обозначена позицией 9, а обрезаемый припуск 10.
Штамп работает следуЮЩим образом. В матрицу 2 закладывают деталь 9. При ходе приводного держателя 3 прижим 5 входит в полость детали 9 и плОТяо црижимает ее к матрице 2 за счет воздействия торцов пружины 6 на отрижим -5.
При дальнейшем ходе приводного держателя 3 вниз происходит увеличение внешних размеров за счет раздвигаеия ее сторон. Првпус/к Л О на детали 9 образуется полностью за оди-н ход привод ного держателя 3.
Обреэка пропуска 10 происходит постепеиньш врезанием радиальных режущих кромок ножей 7, а при дальнейшем движении зниз (Приводного держателя 3 стороны П руж1ииьг 6 раздвигаются больше и окончательная обрезка припуска 10 до всему перим-етру детали 9 производится дополнительными боковыми косыми или Профильными режуш,ЕМИ кромками 8 ножей 7.
При ходе приводного держателя 3 В1верх дружины 6 сжимаются до первоначального размера, что нозволяет овободио извлечь прижим 5 из полости обрезанной детали 9, после чего припуск (отход) 10 удаляют, а готовую деталь 9 извлекают из матрицы 2, на ее место устанавливают другую заготовку, и цикл повторяется.
Применение предлагаемой конструкции штамиа для Обрезки RipoMOiK полых деталей позволяет повысить производительность в 2 раза за счет обрезки припуска детали за один ход ползуна.
Формула изобретения
Штамп для обрезки кромок полых деталей, содержащий матрицу и приводной держатель, несущий прижим и упруго закрепленные по юр а ям пластинчатой или тарельчатой пружины ножи, имеющие на уда,ленной от оси штампа стороне режущие кромки, соответствующие режущей кромке матрицы, жестко прикрепленной своей центральной частью к держателю, отличающийся тем, что, с целью повышения производительности работы штампа и улучшения качества обрезаемых кромок детали, шо меньшей мере часть ножей она-бжена дополнительными режущими кромками, расположенными на боковых сторонах ножей, и эти стороны выполнены расширяющимися от центра к пе1риферии, а часть ножей выполнена с боковыми сторонами, сужающимися в том же направлении, и суммарная рабочая дли1на режущих кромок всех ножей выполнена больше периметра режущей части матрицы.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 519288, кл. В 23D 31/00, от 03.02.75.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обрезки кромок полых деталей | 1975 |
|
SU519288A1 |
| Штамп для обрезки кромок полых деталей | 1978 |
|
SU668788A2 |
| Штамп для обрезки кромок полых деталей | 1978 |
|
SU668789A2 |
| Штамп для обрезки кромок полых деталей | 1981 |
|
SU963734A1 |
| Штамп для обрезки кромок полых деталей | 1982 |
|
SU1050820A1 |
| Штамп для обрезки полых тонкостенных деталей | 1981 |
|
SU977119A1 |
| Штамп для вытяжки и обрезки | 1982 |
|
SU1015973A1 |
| Штамп для обрезки кромок полых деталей | 1982 |
|
SU1050781A1 |
| Штамп для обрезки кромок полых деталей | 1983 |
|
SU1147479A2 |
| Штамп для вытяжки и обрезки | 1990 |
|
SU1784351A1 |