(54) ШТАМП ДЛЯ O5PF,;;KiI ПОЛЫХ ТОНКОСТЕННЫХ
1
Изобретение относится к обработке металлов давлением, в частности к штампам для обрезки полых тонкостенных деталей.
Известен Штамп для обрезки полых тонкостенных деталей, содержащий установленные на нижней плите пуансон, два ползуна с клиновыми скосами, несущие матрицы, закрепленные на верхней плите приводные клинья, установленные с возможностью взаимодействия с ползунами 1.
Недостатком известного штампа является низкое качество обрезаемых на нем деталей.
Цель изобретения - повышение качества обрезки.
Указа1| ная цель достигается тем, что в штампе для обрезки полых тонкостенных деталей, содержащем установленные на нижней плите пуансон, два ползуна с клиновыми скосами, несущие матрицы и закрепленные на верхней плите приводные клинья, установленные с возможностью взаимодействия с ползунами, приводные клинья выполнены разной длнь1, а матрицы установлены с возможностью поочередного горизонтального возвратно-поступательного перемещения, при этом по крайней мере одД1-;ТАЛЕЙ
на из матриц имеет ход на величину, превышающую половину размера детали по направлению движения матрицы.
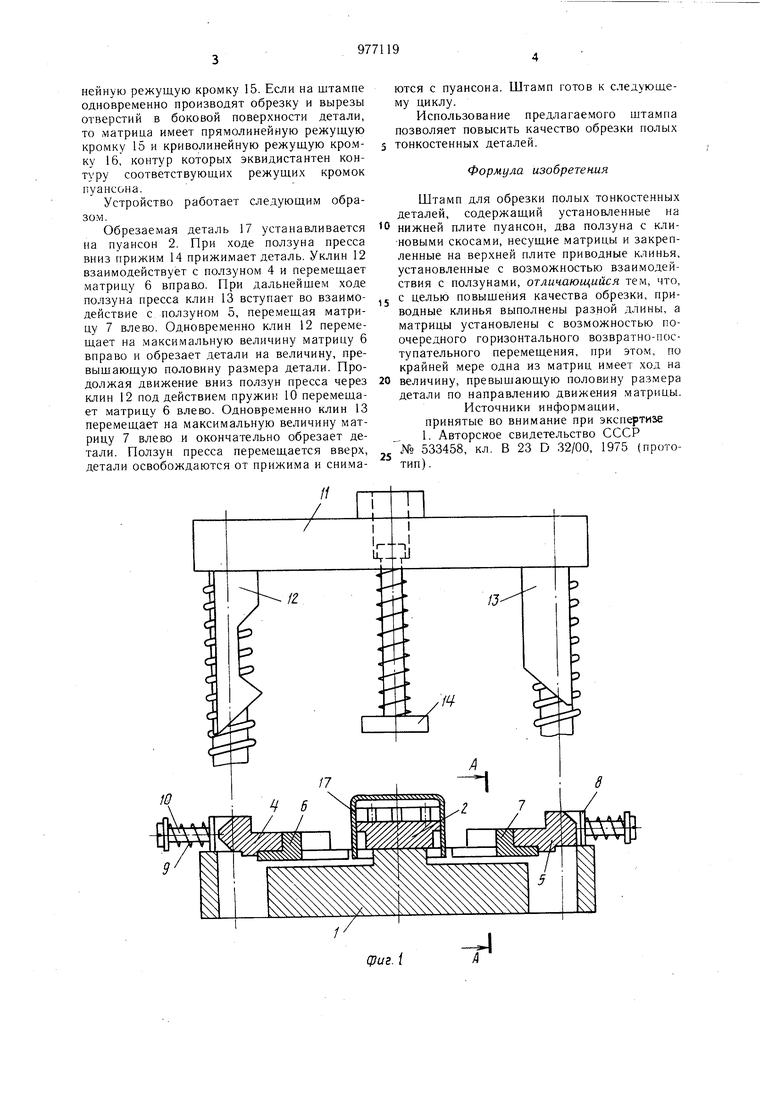
На фиг. 1 изображен штамп для обрезки полых тонкостенных деталей, общий вид;
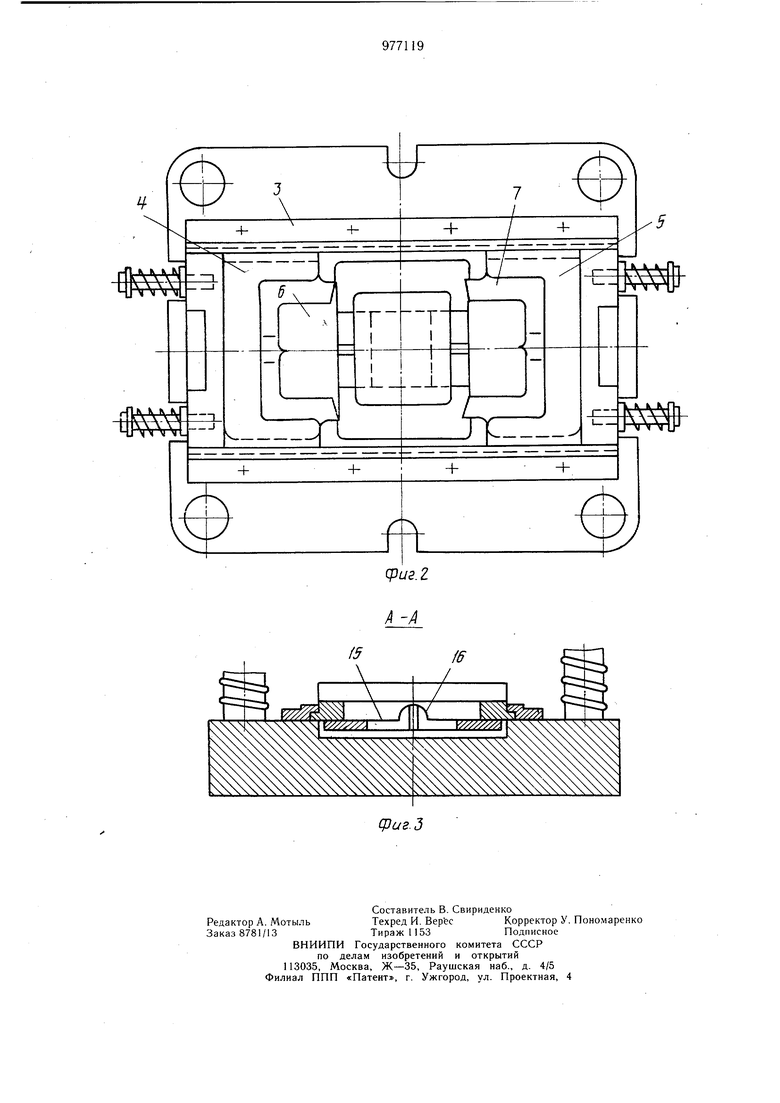
5 на фиг. 2 - то же, вид в плане; на фиг. 3 - разрез А-А на фиг. 1.
Штамп для обрезки полых тонкостенных деталей содержит нижнюю плиту 1, верхняя плоскость которой является базовой. К плите жестко крепится пуансон 2. По базовой плоскости плиты в направляющих 3 скользят ползуны 4 и 5 с жестко подвешенными к ним матрицами 6 и 7. Ползун 4 име.ет два клиновых скоса, а ползун 5 - один клиновый скос. По торцам плиты закрепJ5 лены планки 8, служащие упорами пружинам 9, которые посредством винтов 10 возвращают ползуны 4 и 5 в исходное положение. На верхней плите 1 установлены приводные клинья 12 и 13 разной длины и подпружиненный прижим 14. Клинья 12
20 и 13 передают усилия пресса на ползуны 4 и 5 и обеспечивают возвратно-поступательное перемещение матриц 6 и 7.
Если на штампе производят только обрезку детали, то матрица имеет прямолинейную режущую кромку 15. Если на штампе одновременно нроизводят обрезку и вырезы отверстий в боковой поверхности детали, то матрица имеет прямолинейную режущую кромку 15 и криволинейную режущую кромку 16, контур которых эквидистантен контуру соответствующих режущих кромок пуансона.
Устройство работает следующим образом.
Обрезаемая деталь 17 устанавливается на пуансон 2. При ходе ползуна пресса вниз прижим 14 прижимает деталь. Уклин 12 взаимодействует с ползуном 4 и перемещает матрицу 6 вправ.о. При дальнейшем ходе ползуна пресса клин 13 вступает во взаимодействие с ползуном 5, перемещая матрицу 7 влево. Одновременно клин 12 перемещает на максимальную величину матрицу б вправо и обрезает детали на величину, превышающую половину размера детали. Продолжая движение вниз ползун пресса через клин 12 под действием пружин 10 перемещает матрицу 6 влево. Одновременно клин 13 перемещает на максимальную величину матрицу 7 влево и окончательно обрезает детали. Ползун пресса перемещается вверх, детали освобождаются от прижима и снимаются с пуансона. Штамп готов к следующему циклу.
Использование предлагаемого щтампа позволяет повысить качество обрезки полых 5 тонкостенных деталей.
Формула изобретения
Штамп для обрезки полых тонкостенных деталей, содержащий установленные на нижней плите пуансон, два ползуна с клиновыми скосами, несущие матрицы и закрепленные на верхней плите приводные клинья, установленные с возможностью взаимодействия с ползунами, отличающийся тем, что,
с целью повыщения качества обрезки, приводные клинья выполнены разной длины, а матрицы установлены с возможностью поочередного горизонтального возвратно-поступательного перемещения, при этом, по крайней мере одна из матриц имеет ход на
величину, превышающую половину размера детали по направлению движения матрицы.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР
№ 533458, кл. В 23 D 32/00, 1975 (прототип).
Ij
gy /
-f
-h
Т
T
irni
n fc к
+
-t
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обрезки отливок | 1977 |
|
SU738762A1 |
| Штамп для вытяжки и обрезки | 1982 |
|
SU1015973A1 |
| Штамп для вытяжки и обрезки | 1990 |
|
SU1784351A1 |
| ВСЕСОЮЗНАЯ па vr;!v:"-r5 -.-.-v'.'''''i^'''' "(I | 1973 |
|
SU365217A1 |
| УСТРОЙСТВО К ШТАМПУ ДЛЯ УДАЛЕНИЯ ДЕТАЛЕЙ И ОТХОДОВ С ЗЕРКАЛА МАТРИЦЫ | 1972 |
|
SU429864A1 |
| КЛИНОВОЙ ШТАМП ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКАМИ | 1973 |
|
SU405640A1 |
| Штамп для обрезки полых деталей без фланца | 1979 |
|
SU893329A1 |
| Штамп для обрезки полых деталей по высоте | 1986 |
|
SU1344528A1 |
| Штамп для обрезки облоя горячештампованных поковок | 1986 |
|
SU1523239A1 |
| Штамп для обработки торцовых участков металлических деталей | 1983 |
|
SU1123767A1 |