(5М ПРЕСС ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ
ПОРОШКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Механический пресс для прессования изделий из металлического порошка | 1979 |
|
SU876298A1 |
| Гидравлический пресс для прессования изделий из порошковых материалов | 1976 |
|
SU593932A1 |
| Гидравлический пресс | 1977 |
|
SU662350A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ПРЕССОВАНИЯ | 1991 |
|
RU2030290C1 |
| Установка для прессования огнеупорных изделий, преимущественно воронок | 1990 |
|
SU1749038A1 |
| Вертикальный пресс для производства изделий из металлических порошков | 1990 |
|
SU1815235A1 |
| ПРЕСС БРИКЕТИРОВОЧНЫЙ | 2009 |
|
RU2421337C2 |
| ПРЕСС ПОЛУСУХОГО ПРЕССОВАНИЯ | 1992 |
|
RU2021896C1 |
| Предохранительное устройство пресса | 1980 |
|
SU903214A1 |
| Пресс-автомат для прессования изделий из металлического порошка | 1975 |
|
SU521146A1 |

1
Изобретение относится к обработке металлов давлением, а именно к конструкциям прессов для прессования изделий из металлических порошков.
Известен пресс для прессования изделий из металлических порошков, содержащий станину с верхней траверсой, стойками и столом, приводной ползун, смонтированный в направляющих станины, а также гидравлический цилиндр перемещения центрального стержня с устройством для его регулировки, гидравлические цилиндры подпора матрицы, штоки которых соединены между собой траверсой, а также механизмы регулирования насыпной высоты порошка и плавающего хода матрицы с установочными гайками. В известном устройстве прессование изделий осуществляется при перемещений ползуна пресса, а перемещение вспомогательных механизмов - гид
равлическими цилиндрами, расположенными в столе 1 .
Недостатком известного устройства является отсутствие возможности прессования изделий сложной формы.
Цель изобретения - расширение технологических возможностей за счет обеспечения возможности прессования изделий сложной формы.
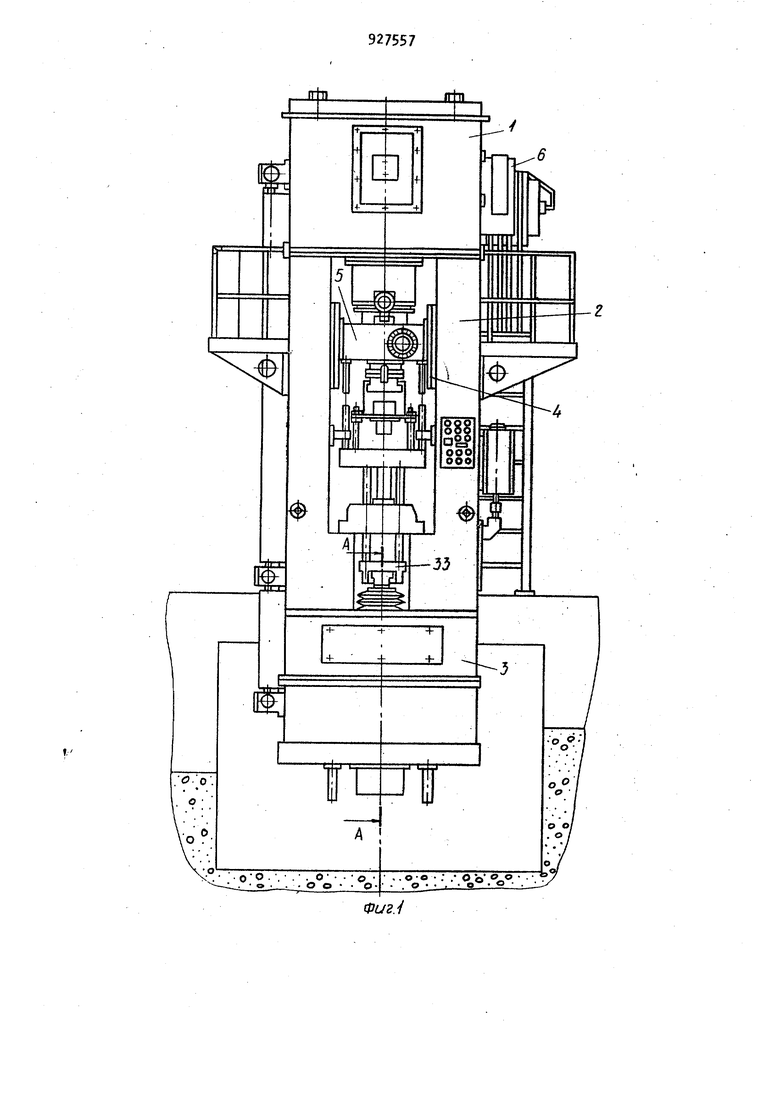
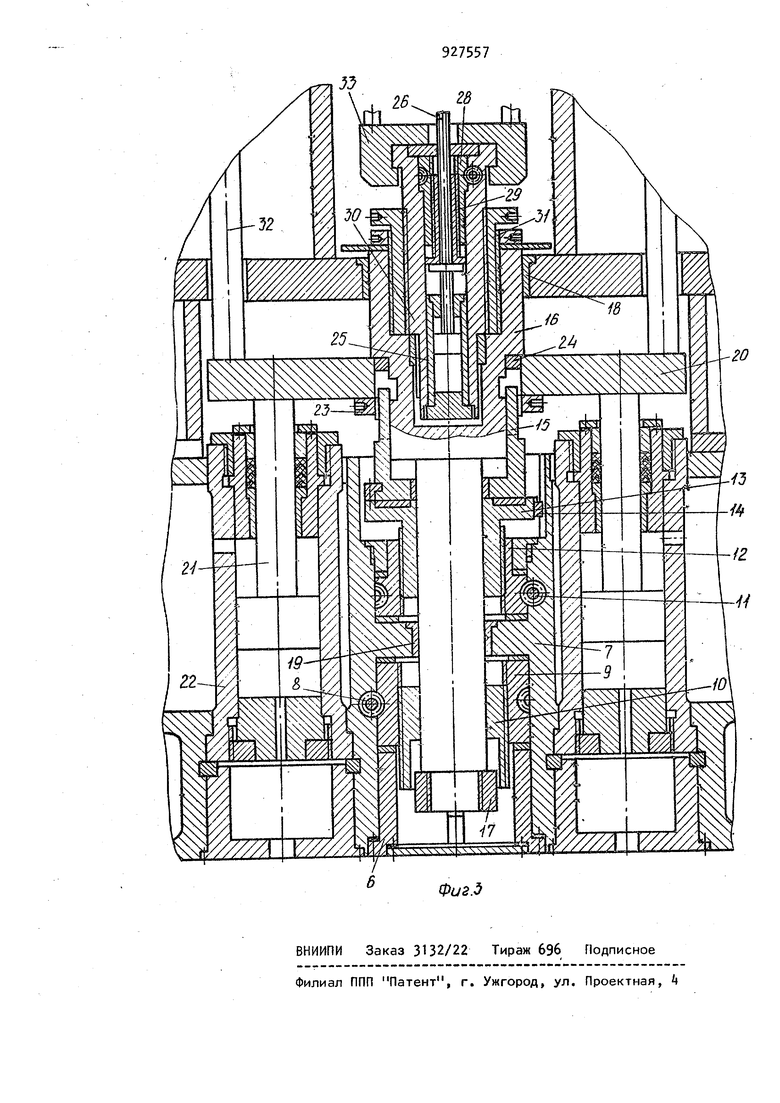
Указанная цель достигается за счет того, что пресс для прессования изделий из металлических порошков, содержащий станину с верхней траверсой, стойками и столом, приводной ползун, смонтированный в направляющих станины, а также гидравлический цилиндр перемещения центрального стержня с устройством для его регулировки, гидравлические цилиндры подпора матрицы, штоки которых соединены между собой траверсой, а также механизмы регулирования насыпной высоты порошка и плавающего хода матрицы с установочными гайками, снабжен корпусом и-Ступенчатой цилиндри ческой штангой с глухим центральным отверстием в ее утолщенной части и нарезкой на конце/ сочлененной с на резкой дополнительной гайки, а в упомянутых установочных гайках выполнены отверстия, при этом корпус закреплен на столе пресса по его оси и в нем последовательно смонтированы механизмы регулирования насыпной высоты порошка, и плавающего хода матрицы, ступенчатая цилиндрическая штанга закреплена на траверсе цилиндров подпора матрицы и разм щена частью меньшего диаметра в отверстиях установочных гаек механизмов регулировки насыпной высоты порошка и плавающего хода.матрицы, а цилиндр перемещения центрального стержня с механизмом его регулировки установлен в глухом центральном отверстии ступенчатой штанги. На фиг. 1 показан пресс, общий вид; на фиг. 2 - разрез А-А на фиг. на фиг. 3 - положение механизмов в момент извлечения отпрессованного и делия. Пресс содержит станину, включающую верхнюю траверсу 1, стойки 2 и стол 3. В направляющих Л станины смонтирован ползун 5. связанный с приводом 6. В столе 3 смонтирован корпус 7, в котором последовательно расположены механизм регулиров ания насыпной высоты порошка, вк.гяочающий червяк 8, червячное колесо 9 и регулировочную гайку 10, а также механизм регулировки плавающего хода матрицы, включающий червяк 11,червячное колесо 12.и регулировочную гайку 13, зафиксированную в корпусе 7 шпонкой 14. На регулировочной |гайке 13 установлен поворотный упор 15, на котором выполн1ены выступ| с продольными пазами. По оси стола 1 установлена цилиндрическая ступенча тая штанга 16 с навернутой на ее конце гайкой 17 которая направляет ся втулками 18 и 19 размещенными с ответственно в столе 3 и корпусе 7. Своим буртом штанга 16 опирается на траверсу 20, соединяющую штоки 21 гидравлических цилиндров 22 подпора матрицы 23. В той же траверсе 20 гайкой 23 закреплен упор 2. В отверстии ступенчатой штанги 16 смонтирован гидравлический цилиндр 25 перемещения центрального стержня 26 с механизмом его регулировки, включающим червяк 27, червячное колесо 28 и гайку 29. Цилиндр 25 установлен в гайке 30, свинчивающейся с гайкой 31, с траверсой 20 связаны две штанги 32 механизма стягивания, на гайке 30 установлен прессующий блок 33. Пресс работает следующим образом. В момент заполнения матрицы металлическим порошком кассетой подачи сырья (не показано) ступенчатая штанга 16 с блоком 33 находятся в верхнем положении, поджатые цилиндрами 22 подпора матрицы через тра-г версу 20 до упора в гайку 7, в связи с чем матрица также занимает верхнее положение. При этом ползун 5 с верхними пуансонами находится в крайнем верхнем положении. При перемещении ползуна 5 верхние пуансоны, внедряясь в матрицу, начинают спрессовывать верхние слои металлопорошка. Первоначальное прессование верхних слоев металлопорошка происходит в том случае, когда нет принудительного увода матрицы. По мере спрессовывания металлопорошка в матрицу происходит трение его о ее стенки и матрица вместе с блоком 33 преодолевая усилие цилиндров 22, перемещается вниз относительно нижних неподвижных пуансонов. S это время .спрессовываются, нижние слои металлопорошка. В начале прессования матрица вместе с блоком 33 перемещается вниз до упора выступов на деталях 15 и 2 и останавливается, и при дальнейшем перемещении ползуна 5 производится окончательная допрессовка изделия верхними пуансонами. При ходе ползуна вверх после спрессовывания изделия матрица не перемещается вверх вслед за ползуном, а остается на месте вследствие запирания штоковых полостей гидроцилиндров 22 и подпора матрицы.В этот момент нижний упор 15 разворачивается таким образом, что его впадины совпадают с выступами упора 27, вг результате чего- матрица начинает перемецатьсй вниз относительно нижних неподвижных пуансонов при помощи механизма стягивания (не показано), посредством двух штанг 32 и траверсы 20 происходит извлечение отпрессованного изделия, которое затем удаляется из зоны матрицы. После удаления изделия матрица под действием гидроцилиндров 22 возвращается в исходно верхнее положение. Экономический эффект от внедрени изобретения обеспечивается за счет расширения технологических возможностей пресса. Формула изобретения Пресс для прессования изделий из металлических порошков, содерУкащий станину с верхней траверсой, стойками и столом, приводной ползун, смонтированный в направляющих стани ны, а также гидравлический цилиндр перемещения центрального стержня с устройством для его регулировки, гидравлические цилиндры подпора матрицы, штоки которых соединены между собой траверсой, а также меха низмы регулирования насыпной высоты порошка и плавающего хода матрицы с установочными гайками, отлича щийся тем, что, с целью расширения технологических возможностей, за счет обеспечения возможности прессования изделий сложной формы. он снабжен /корпусом и ступенчатой цилиндрической штангой с глухим центральным отверстием в ее утолщенной части и нарезкой на конце,сочлененной с нарезкой дополнительной гайки, а в упомянутых установочных гайках выполнены отверстия, при этом корпус закреплен на столе пресса по его оси и в нем последовательно смонтированы механизмы регулирования насыпной высоты порошка и плавающего хода матрицы, ступенчатая цилиндрическая штанга закреплена на траверсе цилиндров подпора матрицы и размещена частью меньшего диаметра в отверстиях установочных гаек механизмов регулировки насыпной высоты порошка и плавающего хода матрицы, а цилиндр перемещения центрального стержня с механизмом его регулировки установлен в глухом центральном отверстии ступенчатой штанги. Источники информации, принятые во внимание при экспертизе i . Проспект по прессам для прес.сования изделий из порошковых матеиалов РСН-360 фирмы ИОШИЗУКА, Япония., 1978 (прототип).
25 Фиг. г ..
