(54) МЕХАНИЧЕСКИЙ ПРЕСС ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКОГО ПОГОШКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для прессования изделий из металлических порошков | 1980 |
|
SU927557A1 |
| Гидравлический пресс для прессования изделий из порошковых материалов | 1976 |
|
SU593932A1 |
| Устройство для прессования изделий из металлических порошков | 1976 |
|
SU597509A1 |
| Моноблочная пресс-форма роторной машины для прессования изделий из порошков | 1989 |
|
SU1696142A1 |
| Установка для прессования металлических порошков | 1983 |
|
SU1122421A1 |
| Устройство к гидравлическому или механическому прессу для одностороннего автоматического или двустороннего прессования металлических порошков | 1950 |
|
SU89700A1 |
| Устройство для прессования изделий из металлических порошков | 1986 |
|
SU1340901A1 |
| Устройство для прессования тонких таблеток из порошковых материалов | 1982 |
|
SU1076985A1 |
| УСТРОЙСТВО ДЛЯ ОДНОВРЕМЕННОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ С ОДИНАКОВОЙ СРЕДНЕЙ ПЛОТНОСТЬЮ | 2009 |
|
RU2438875C2 |
| Устройство для прессования изделий из порошка | 1981 |
|
SU946801A1 |
I
Изобретение относится к порошковой металлургии, в частности к механическим прессам, | и может быть использовано преимущественно в прессах с верхним расположением привода для прессования изделий из металлических порошков.
Известен механический пресс для прессования изделий из металлического порошка, включающий Ьерхний привод, опорный-винт для регулировки высоты ползуна и прессующую головку 1.
Пресс предназначен для получения изделий из порощкообразных материалов простой формы. Он не имеет верхнего прижима изделий перед извлечением его из маурицы, для предотвращения выкрашивания кромок на опрессованных изделиях. Также пресс не имеет механизма для принудительного увода матрищ 1.
Цель изобретеиия - расшире}ше технологических возможностей пресса, улучикние качества изделий и уменьшение габаритов и массы пресса.
Поставленная цель достигается тем, что механический пресс для прессования изделий
из металлического порошка, включающий верхний привод, опорный винт для регулировки высоты ползуна и прессующую головку, снабжен гидроцилиндром для удерживания спрессованных изделий, смонтированным в опорном винте, а прессзгаощая головка снабжена гидроплунжером.
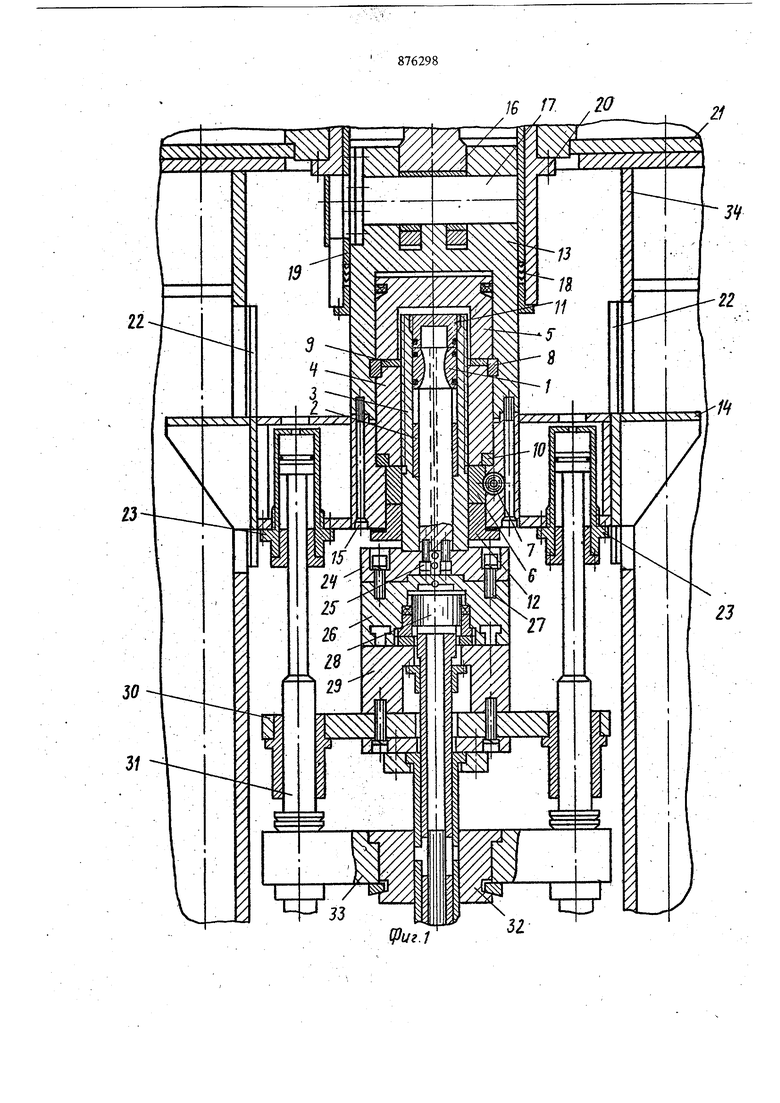
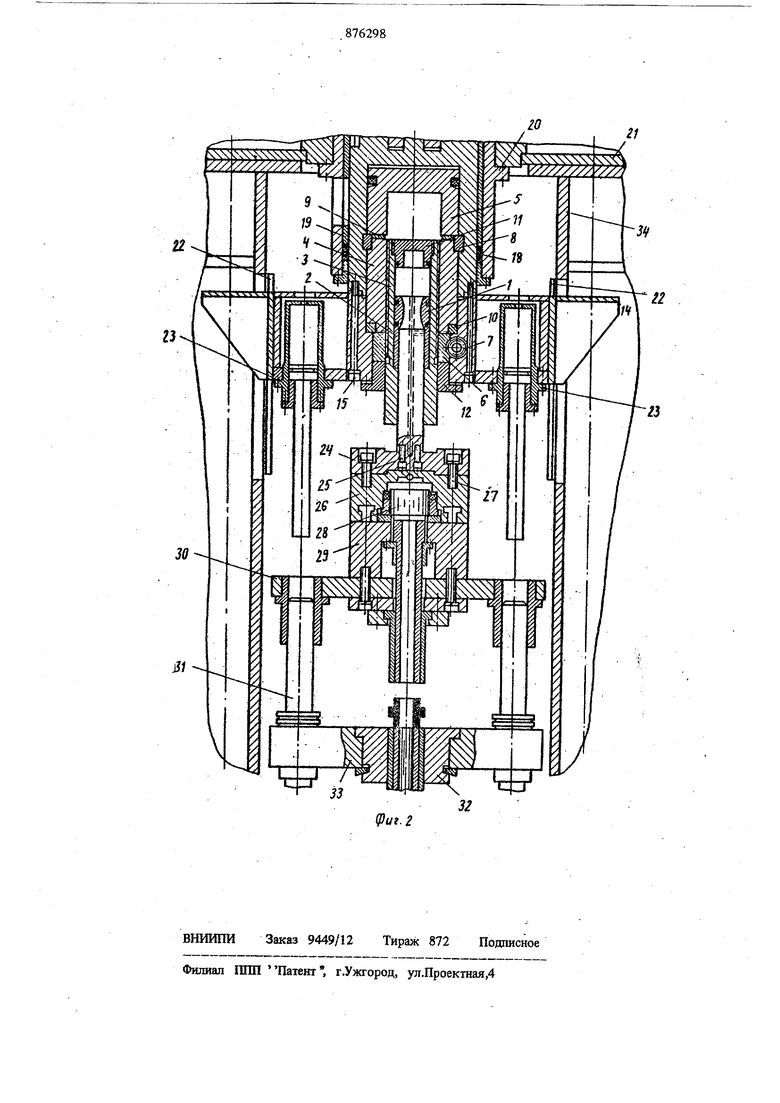
На фиг. 1 показан пресс с расположением механизмов в момент окончания прессования изделия, общий вид, разрез; на фиг. 2 - то же,
10 с расположением ползуна в верхнем ноложешш.
Пресс с верхним расположением главного механического привода состоит из поршня со штоком 1, направляющей втулки 2, винта 3 для регулирования межштампового пространства
15 опорной гайки 4, гидроопоры 5, червячного колеса 6, червяка 7, опоршах полуколец 8, опорных подшипников 9 и 10, крьшжи И, а также направляющей втулки 12.
Гидроопора 5 и половина опорной гайки 4
20 (по высоте) размещены в плунжере 13, который своим нижним торцом пристъскован к ползуну 14 винтами 15. Вторым концом плунжер 13 соединен с шатуном привода 16 (фиг. 1) через посредство пальца 17. Плзшжер 13 имеет уплотнение 18 и направляется направляющей втулкой 19, которая размещена в стакане 20, прикрепленном болтами к траверсе станины 21. Ползун 14 размещен в направляющих 22 станины 34. Ползун содержит два гидроцилиндра 23, предназначенные для принудительного увода матрицы во время прессования. К нижнему . торцу щтока 1 прикрепляется промежуточная плита 24 винтами 25,. к которой прикреплена прессующая головка 26 винтами 27. Прессующа головка в свою очередь имеет в. центре цилиндрическую расточку для размещения плунжера 28, являющегося опорой одаого из верхних пуансонов при прессовании изделий сложной формы (для относительного перемещения пуансона относительно неподвижного). К прессующей головке через посредство проставки.29 крепится плита 30 блока прессую щего, которая свободно перемещается в осевом направлегаш по его штангам 31. Матрица 32 вместе с матричной гоштой 33 пресс-блока жестко соединена со штангами 31. Осуществление изменения закрытой высоты межщтампового нространства в прессе получают методом вращения гайки опорной 4, посредством червячного колеса 6, на верхнем торце которого имеются выступы, входящие во впадины нижнего торца гайки и червяка 7. Работа гидроцилиндра (винта 3) в прессе при прессовании изделий из металлопорошка заключается в следующем. При ходе ползуна вниз (рабочий ход ползуна) кассета заполне1шя матрицы (не указана), наполнив матрицу металлопорошком, уходит в крайнее заднее положение. Верхние пуансоны, внедряясь в матрицу, спрессовывают его. После спрессования металлопорошка полззт возвра щается вверх, а верхние пуансоны остаются в коитакте с отпрессованным изделием благода ря тому, что в порошковую полость гидроцилиндр1а (винта 3) подается под давлением рабо чая жцдкость. В этот момент пресеующая головка 26 со щтоком 1 остаются неподвижными, а движется лишь только один ползун пресса. Во время стояния прессзтощей головки, т.е. контакта с отпрессова1шым изделием верхних пуансонов, происходит извлечение отпрессован Ного изделия из матрицы. По мере ухода ползут вверх выбирается и ход щтока с порщнем. При подходе ползуна В верхнюю точку поршневая полость цилиндра (винта 3) соединяется со сливом, при сжатом воздухе - с атмосферой, а в щтоковую полост подается давление. Шток в это время вместе с прессующей головкой также занимают верхнее положение. Происходит очередная засыпка металлопорошка в матрицу кассетой. Затем ползун движется вниз, кассета уходит в исходное заднее положение и цикл повторяется. Верхняя полость плунжера 28 находится постоянно под определенным давлением жидкости (давле1ше жидкости регулируется в зависимости от необходимого усилия при прессовании при помощи регулируемой гидроаппаратуры). На нижний торец плунжера 28 опирается один из верхних пуансонов (наружный или внутренний). Причем ход гидроплунжера ограничивается требуемой величиной ступеньки или паза, или любого другого злемента в прессуемом изделии путем набора прокладок под пуансон. Как видно (фиг. 1 и 2), исходное положение пуансонов таково, что их нижние торцы перед началом прессования находятся в одной плоскости. В даниом примере внутре1ший пуансон имеет перемещение относительно наружного. При ходе ползучи вниз пуансоны внедряются в матрицу и происходит прессование. По мере возрастания усилия при прессовании внутренний пуансон при внедрении наружного остается или неподвижным, или же медленно перемещается до упора, т.е. до полного установленного хода. При уходе ползуна вверх плунжер, находясь под постоянным давлением, опускается вниз, занимая при этом свое исходйое. йоложение. Нижние торцы верхних пуансонов должны находиться в одной плоскости, что является их исходным положением. Таким образом, пресс позволяет расширить технологические возможности прессования, прессовать изделия сложной ступенчатой формы, умножить качество изделий, кроме того, пресс имеет небольшие габариты и вес. Формула изобретения Механический пресс (Для прессования изделий из металлического порошка, включающий верхний привод, сшорный винт для регулировки высоты ползуна и прессующзто головку, о тличающийся тем, что, с целью расширения технологических возможностей пресса, улз чшения качества изделий и уменьшения габаритов и массы jipecca, он снабжен гидроцилшздром для удержания спрессованных изделий, смонтированным в опорном винте, а прессующая головка снабжена гидроплунжером. Источники информации, принятые во внимание при экспертизе 1. Патент США № 3098261, кл. 425-78, 1963.
