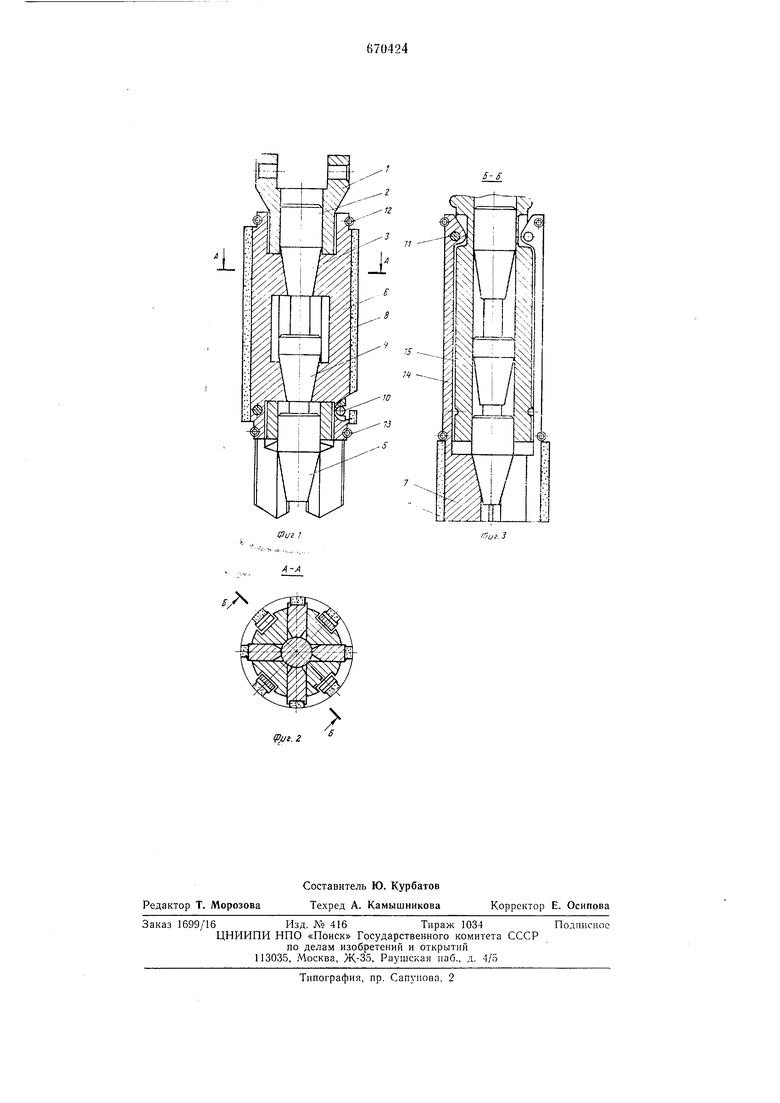
и возвратно-поступательное движение, а на разжимной шток 2 подается рабочее давление от гидросистемы станка. В результате осевого перемещения штока 2 разжимные конуса 3, 4 и 5 воздействуют на хонинговальные колодки 6, 7 и прижимают режущие бруски 8, 9 к стенкам обрабатываемого отверстия. Удельное контактное давление брусков 9 на обработываемую поверхность больше, чем удельное давление брусков 8. Это обеспечивается большим углом наклона нижнего разжимного конуса 5.
В процессе обработки из-за отсутствия технологического перебега режущих брусков 9 за края обрабатываемого отверстия в их нижней части будет происходит больший износ. Однако, благодаря щарнирному закреплению рычагов 14 при помощи опорных штифтов И на корпусе 1, при воздействии разжимного конуса 5 на хонинговальные колодки 7 с брусками 9, последние получают наибольшее радиальное неремещение в нижней части, тем самым постоянно компенсируя величину износа режущих брусков 9 (см. фиг. 3). Кроме того, при одной величине осевого перемещения штока 2, бруски 8 и 9 получают различные радиальные перемещения из-за разности углов разжимных конусов, что, в свою очередь, позволяет повысить съем материала в нижней части глухого отверстия и одновременно компенсировать величину линейного износа нижнего ряда брусков 9. В результате большего удельного давления нижнего ряда режущих брусков и шарнирного закрепления рычагов 14 происходит равномерный съем материала по всей длине обрабатываемого отверстия. После окончания цикла обработки рабочее давление снимается, шток 2 поднимается, а кольцевые пружины 12 и 13 сводят хонинговальные колодки 6, 7 с брусками 8, 9.
Формула изобретения
Хонинговальная головка, состоящая из корпуса с установленными в ней двумя рядами колодок для обрабатывающих брусков, верхний из которых установлен с возможностью поступательного перемещения,
а нижний - с возможностью качания, и щтока с разжимными коническими поверхностями, отличающаяся тем, что, с целью расщирения технологических возможностей головки, щток вынолнен в виде соосных конических поверхностей, при этом углы образующих конусов верхней и нижней поверхностей относятся как 1,20-1,25.
Источники информации, принятые во внимание при экспертизе
1. Патент ФРГ № 1045841, кл. 67а9,
1958.
Фиг
S-B
fr:iji J
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка для обработки глухих отверстий | 1991 |
|
SU1777981A1 |
| Хонинговальная головка для обработки отверстий | 1980 |
|
SU863313A1 |
| Хонинговальная головка для предварительной и окончательной обработки | 1986 |
|
SU1404298A1 |
| Хонинговальная головка | 1985 |
|
SU1355463A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1992 |
|
RU2033915C1 |
| Хонинговальная головка | 1979 |
|
SU856768A1 |
| Хонинговальная головка для обработки глухих отверстий | 1986 |
|
SU1425060A1 |
| Хонинговальная головка | 1985 |
|
SU1310177A1 |
| Хонинговальная головка | 1986 |
|
SU1505763A1 |
| Хонинговальная головка | 1977 |
|
SU715304A1 |
.г
