(54) ИНСТРУМЕНТ ДЛЯ ПОПЕРЕЧНОЙ ПРОКАТКИ
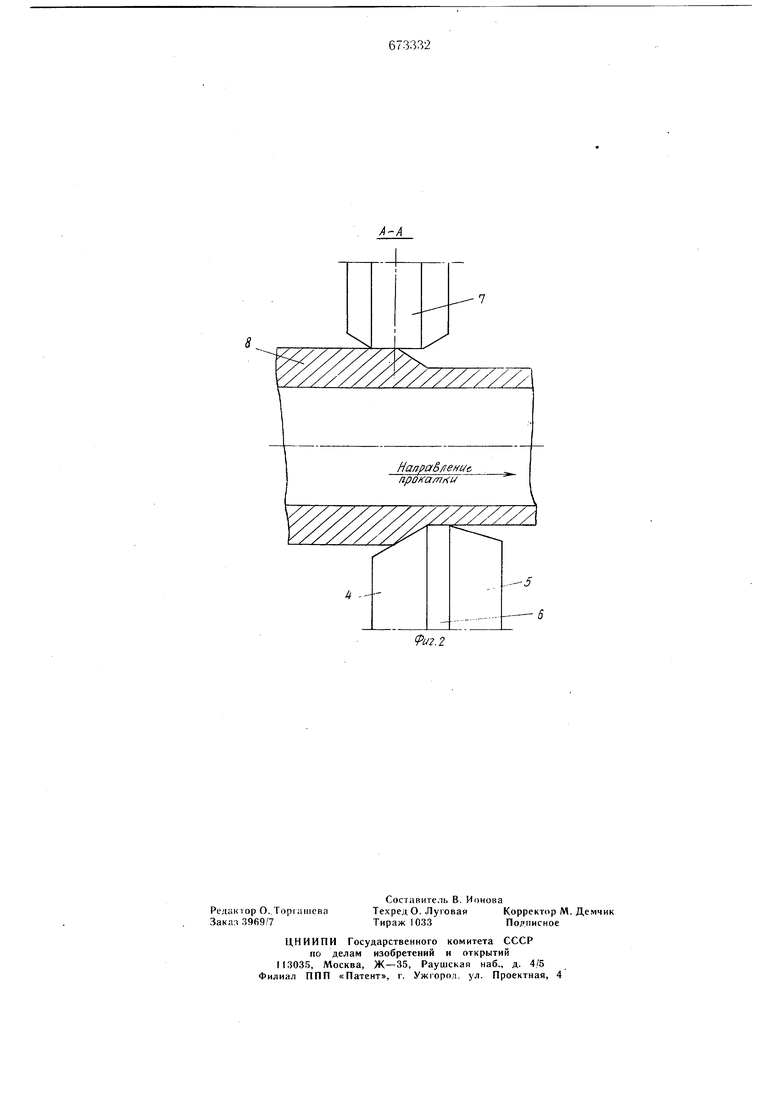
заготовки 8 или обеспечивают ее деформацию на небольшую величину.
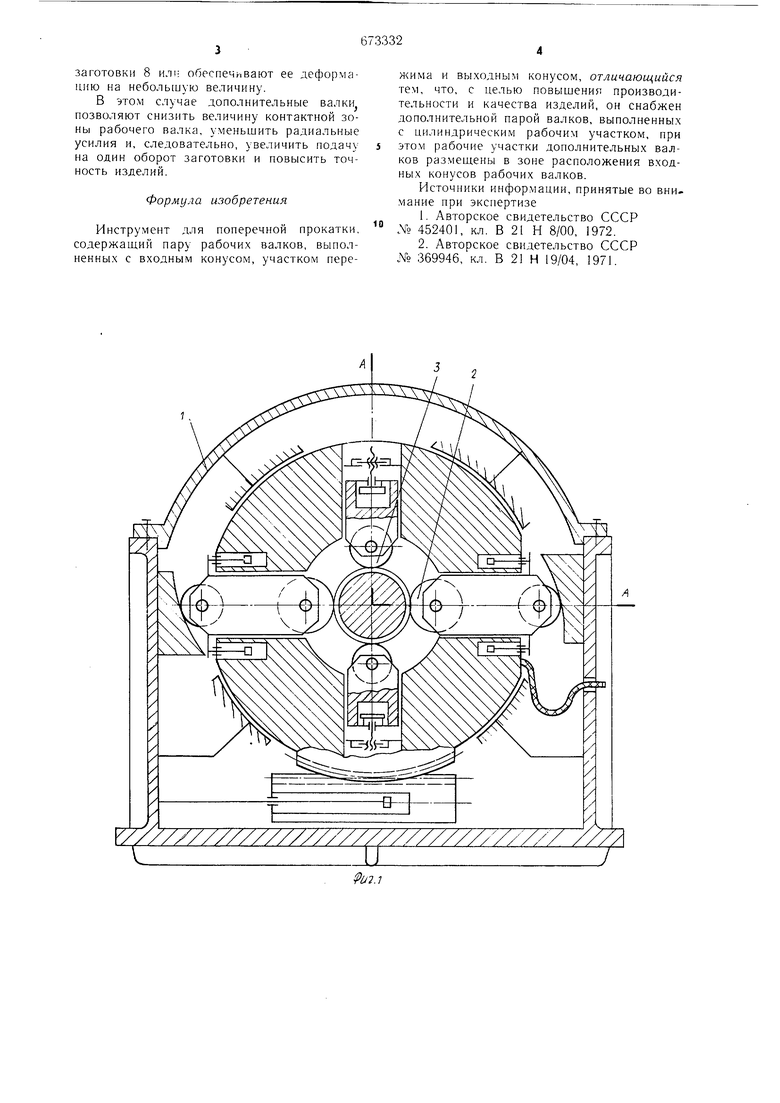
В этом случае дополнительные валки позволяют снизить величину контактной зоны рабочего валка, уменьшить радиальные усилия и, следовательно, увеличить подачу на один оборот заготовки и повысить точность изделий.
Формула изобретения
Инструмент для поперечной прокатки, содержащий пару рабочих валков, выполненных с входным конусом, участком пережима и выходным конусом, отличающийся тем, что, с целью повышения производительности и качества изделий, он снабжен дополнительной парой валков, выполненных с цилиндрическим рабочим участком, при этом рабочие участки дополнительных валков размещены в зоне расположения входных конусов рабочих валков.
Источники информации, принятые во вни. мание при экспертизе
1.Авторское свидетельство СССР .49 452401, кл. В 21 Н 8/00, 1972.
2.Авторское свидетельство СССР N° 369946, кл. В 21 Н 19/04, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для холодной прокатки труб | 1977 |
|
SU766681A1 |
| Технологический инструмент для винтовой прошивки | 1977 |
|
SU622517A1 |
| Технологический инструмент косовалкового стана | 1978 |
|
SU778833A2 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2006303C1 |
| Устройство для управления положением гидравлических нажимных механизмов | 1980 |
|
SU882673A1 |
| Редукционный стан | 1975 |
|
SU528966A1 |
| Механизм осевой регулировки валка | 1980 |
|
SU900897A1 |
| Ручей валка для холодной прокатки труб | 1975 |
|
SU602249A1 |
| Рабочая клеть косовалкового короткооправочного стана | 1977 |
|
SU740316A1 |
| Технологический инструмент стана винтовой прошивки | 1978 |
|
SU727246A1 |