1 , -,-:
Изобретение относится к устройствам для обработки металлов давлением и может быть использовано для высадки круглых в плане поковок и покОвЬк с удлиненной осью и утолщением на прессах и горизонтально-ковочных ма-
шинах.
Известен высадочный пуансон, выполненный в форме прямоугольного цилйндра и включакяций крепежную часть и ра-О бочую поверхность 1. Недостаток этого высадочного пуансона заключается в том, что в прсжессе дефс мирОвания на эаготбвку действуют значительные осевые усилия, приводявдё к tS потере устойчивости заготовки при отношении ее дпийн к диаметру более 3i искривлению заготовки, образовйиию зажимов на ее поверхности, т.е. Ораку. 20
Известен пуансон для высадки стержневых заготовок, имеюгдай возможность вращения вокруг своей продольной ойи (21. За счет врацения пуансона на контакте последнего с заготовкой возни- 5 кают значительные .ка ательные напряжения, снижающие осевые усилия деформирования. При. этом критическая величина отношения длины заготовки к диаметру, .при которой происходит 30
потеря устойчивости, увеличивается на 20-46%. бднакб в HeKotop6JX случаях указанного ртйошения длины к диаметру иедостаточио для получения изделия с значительными набран1плми объемами. Такям образом недостаток известного nyeiHcbfta заключается в потере устойчивости заготовки о 4-5 кратным отношением длины к диаметру ;и более.- . ; .
Для ббеспечения возможности высадки заготовок с десятикратным н более отношением их к диаметру на рабочем торце прейпагаемого пуансона пёрпендакул ярко его продольной оси сооснр установлены два валка с возмЪжностые вревдения. При этом вал1 и снабже.яы приводсхм вращения в п отйвойоло иых направлениях и на.них выполнены вййтовые реборды.
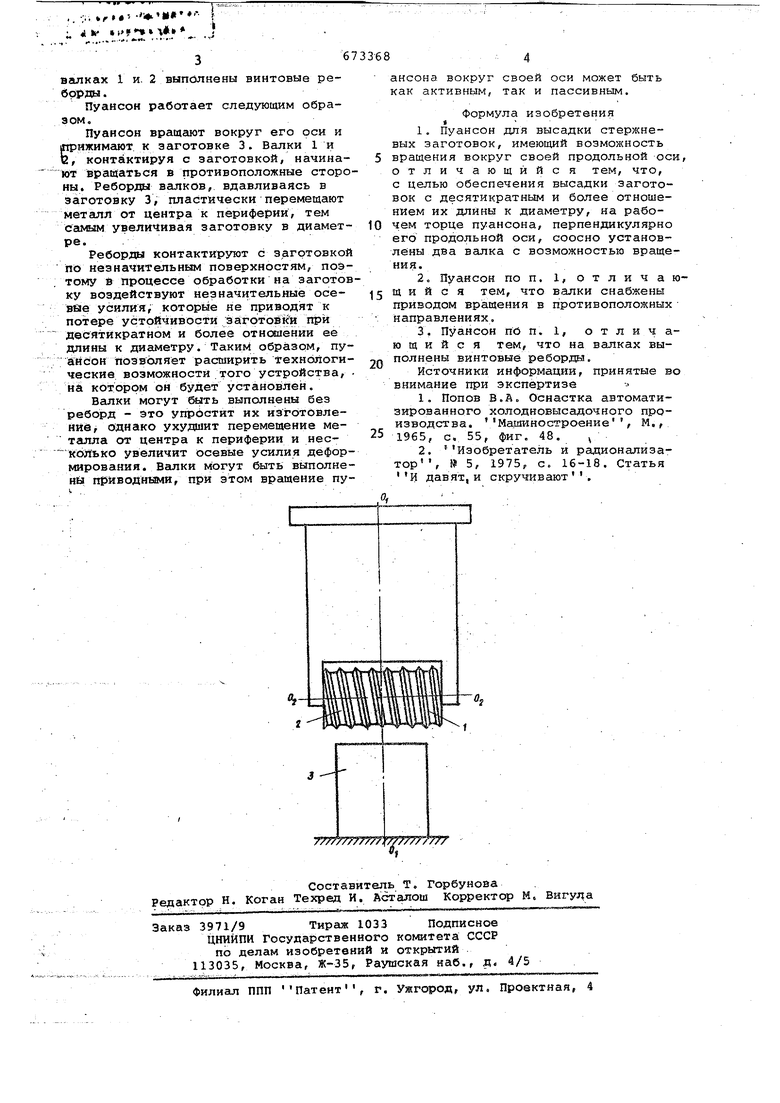
На Чертеже изображен предлагаемый пуансон, вид спереди. . Влсадочиый пуайсон выполнен с ;возможностью вращения вокруг своей продольной оси Oj-DI. На рабочем торце пуансона установлены два валка 1 и 2 с возможностью вращения вокруг общей оси , которая расположена перггендикулярно направлению движения пуансона и его оси О,-О. На
валках 1 и. 2 выполнены винтовые реборды.
Пуансон работает следующим образом,
Пуансон вращают вокруг его оси и прижимают к заготовке 3. Валки 1 и в, контактируя с заготовкой, начинают вращаться в противоположные стороны. Реборды валков, вдавливаясь в заготовку 3, пластически перемещают металл от центра к периферии, тем увеличивая заготовку в диаметре. .- - ,
Реборды контактируют с заготовкой по незначительным поверхностям, поэтому S процессе обработки на заготовку воздействуют незначительные осевйе усилия/ которые не приводят к потере устойчивости заготойки при десятикратном и более отноаении ее длины к диаметру. Таким образом, пу айеон позволяет расширить технсотогические возможности того устройства, Ни котором он будет установлен.
Валки могут быть выполнены без реборд - это упростит их изготовление, однако ухудшит перемещение метгшла от центра к периферии и нес koWbKO увеличит осевые усилия деформирования. Валки могут быть выполнены приводными, при этом вращение пу673368
аксона вокруг своей оси может быть как активным, так и пассивным.
Формула изобретения
1.Пуансон для высадки стержневых заготовок, имеющий возможность
вращения вокруг своей продольной оси, отличающийся тем, что, с целью обеспечения высадки заготовок с десятикратным и более отношением их длины к диаметру, на рабочем торце пуансона, перпендикулярно его продольной оси, соосно установлены два валка с возможностью вращения.
2.Пуансон по п. 1, отличающийся тем, что валки снабжены приводом вращения в противоположных направлениях,
3.Пуансон пб п. 1, о т л и ч аю щ и и с я тем, что на валках выполнены винтовые реборды.
Источники информации, принятые во внимание при экспертизе
1.Попов в.и. Оснастка автоматизированного холодновысадочного производства. Машиностроение, М., 1965, с, 55, фиг. 48.
2.Изобретатель и радионализатор, № 5, 1975, с. 16-18. Статья
И давят, И скручивают
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для высадки стержневых заготовок | 1985 |
|
SU1269911A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ГОЛОВКОЙ И КОНИЧЕСКИМ УЧАСТКОМ НА СТЕРЖНЕ | 2007 |
|
RU2336143C1 |
| Способ наладки узла пуансона | 1990 |
|
SU1729678A1 |
| Устройство для высадки утолщений на концах заготовок типа стержней | 1980 |
|
SU878403A1 |
| Устройство для разделения прутковогоМАТЕРиАлА HA зАгОТОВКи | 1978 |
|
SU841804A1 |
| СПОСОБ ВЫСАДКИ ДЕТАЛЕЙ С ПРЯМЫМ ШЛИЦЕМ НА ГОЛОВКЕ | 1992 |
|
RU2039625C1 |
| Устройство для высадки и осадки заготовок | 1981 |
|
SU1020177A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СТЕРЖНЯ С УТОЛЩЕНИЕМ | 2015 |
|
RU2596511C1 |
