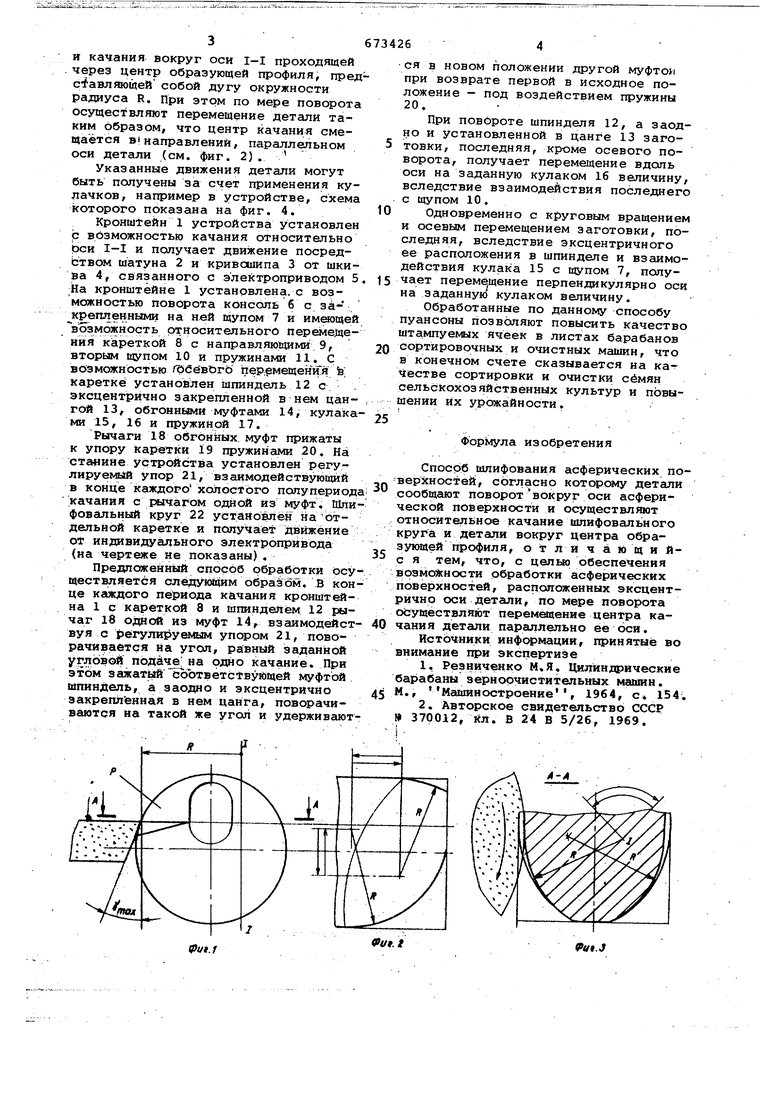
Изобретение относится к области абразивной обработки и может быть использовано при обработке несимметричных асферических поверхностей, на пример пуансон-ов для штамповки- ячеек триерных цилиндров машин для сартровки семян сельскохозяйственных ., культур. Известен способ обработки асферической поверхности пуансона, согласно которому формообразование осуществляют за счет эксцентричного вра щений: заготовки и перемещения инстру мента с контуром определенного радиуса в двух направлениях: перпендикулярно к оси вращения, так чтобы образующие цилиндра оставались касательными кду.ге инструмента, и параллельно оси вращения, так что&л на торце цилиндра образовалась фигура (площадка), соответствующая параметрам пуансона 1. Недостатком этого способа обработки является врезание круга в деталь, искажающее заданный профиль. Известен также способ шлифования асферических поверхностей деталей, согласно которому детали сообщают поворот вокруг оси асферической поверхности и осуществляют относительное качание шлифовального круга и детали вокруг центра образующей профиля 2.. Этот способ не ,позволяет обрабатывать асферические поверхнрсти, расположенные эксцентрично оси детали .. . Целью данного изобретения являетс я обеспечение возможности обработки асферических поверхностей, расположённых эксцентрично оси детали. Это достигаетсятем, что по;мере поворота детали:осуществляют перемет ение центра качания параллельно ее оси. ... На фиг. 1 изображена деталь во взаимодействии с кругом; на фиг. 2 - один из профилей формыобрабртаиной детали; на фиг, 3 - сечение А-А на фиг. 1 (стрелками показаны движения заготовки и круга в процессе обработки) ; на фиг. 4 - вариант схемы устройства, обеспечивающего необходимые движения заготовки. Согласно изобретению, обработку детали осуществляют дисковым шлифовсшьным кругом, образующая которого расяоложена под углом утох к его оси, путем поворота дета51и вокруг оси асферической поверхности Р
и качания вокруг оси I-I проходящей через центр образующей профиля, представляющей собой дугу окружности радиуса R. При этом по мере поворота осуществляют перемещение детали таким образом, что центр качания смещается вI направлений, параллельном оси детали (см. фиг. 2).
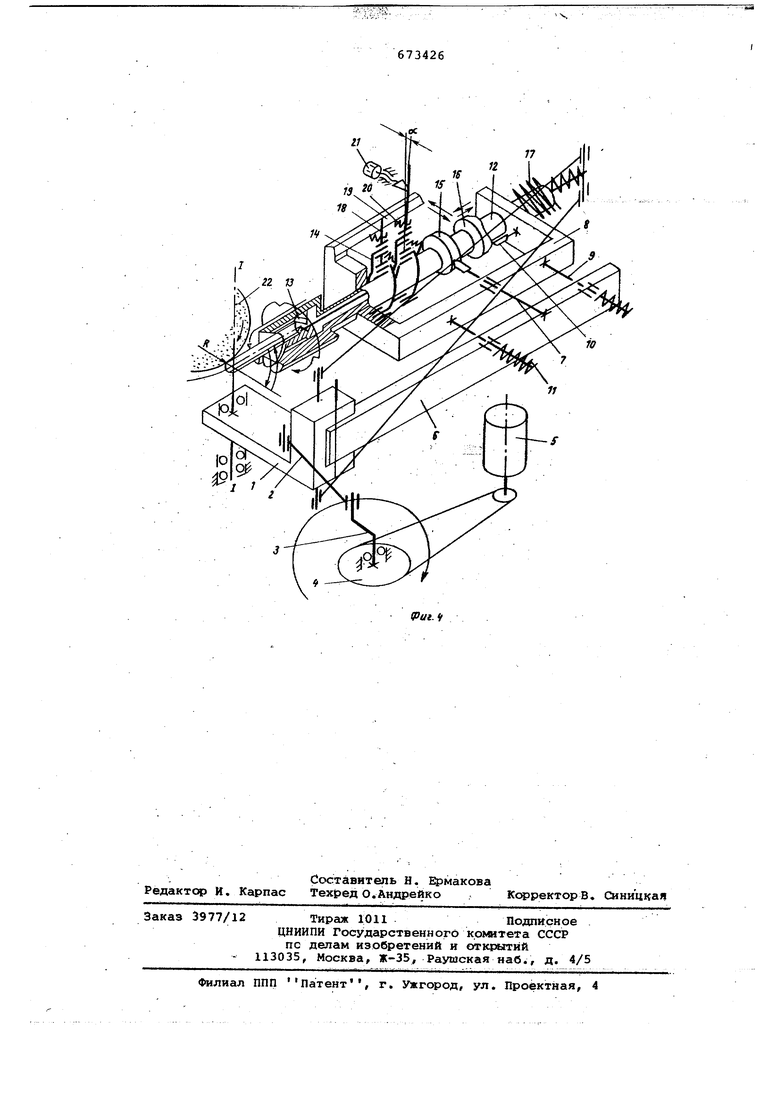
Указанные движения детали могут быть получены за счет применения кулачков, например в устройстве, схема которого показана на фиг. 4.
Кронштейн 1 устройства установлен р возможностью качания относительно Ьси I-I и получает движение посредством шатуна 2 и кривошипа 3 от шкива 4, связанного с электроприводом 5 На кронштейне 1 установлена, с возможностью поворота консоль 6 с закреш11енными на ней щупом 7 и имеющей возможность относительного перемедения кареткой 8 с направляюьдами.9, вторым щупом 10 и пружинами 11. С возможностью ШбевЬго перрмещенЖя 5з: каретке установлен шпиндель 12 с эксцентрично закрепленной в нем цангой 13, обгонными муфтами 14, кулаками 15, 16 и пружиной 17.
Рычаги 18 обгонных муфт прижаты к упору каретки 19 пружинами 20, На станине устрсйства установлен регулируемь4й упор 21, взаимодействующий в конце каждогохолостого полупериод качания с рычагом одной из муфт. Шлифовальный круг 22 установлен наотдельной каретке и получает движение от индивидуального электропривода {на чертеже не показаны).
Предложенный способ обработки осуществляется следующим образом. В конце каждого периода качания кронштейна 1 с кареткой 8 и шпиндейём 12 рычаг 18 однсда из муфт 14, взаимодействуя с р€(гули| уемым упором 21, поворачивсается на угол, равный заданной угловой поДйче: на одно качание. При этОм зажаТ1 1й соответствующей муфтой шпиндель, а заодно и эксцентрично эакрапленная в нем цанга, поворачиваются на такой же угол и удерживаются в новом положении другой муфтои при возврате первой в исходное положение - под воздействием пружины 20.
При повороте шпинделя 12, а заодно и установленной в цанге 13 заготовки, последняя, кроме осевого поворота, получает перемещение вдоль оси на заданную кулаком 16 величину, вследствие взаимодействия последнего с щупом 10.
Одновременно с круговым вращением и осевым перемещением заготовки, последняя, вследствие эксцентричного ее расположения в шпинделе и взаимодействия кулака 15 с щупом 7, получает переме щение перпендикулярно оси на заданную кулаком величину.
Обработанные по данному способу пуансоны позволяют повысить качество шта мпуемых ячеек в листах барабанов
Q сортировочных и очистных машин, что в конечном счете сказывается на качестве сортировки и очистки семян сельскохозяйственных культур и повышении их урожайности.
изобретения
Способ шлифования асферических поверхностей, согласно которому детали сообщают поворотвокруг оси асферической поверхности и осуществляют относительное качание шлифовального круга и Д1етали вокруг центра образующей профиля, отличающийс я тем, что, с целыо обеспечения
врзмо ности обработки асферических поверхностей, расположенных эксцентично оси детали, по мере поворота ойуществляют перемещение центра качания детали параллельно ее оси.
Источники информации, принятые во внимание при экспертизе
1.Резниченко М.Я. Цилиндрические барабаны зерноочистительных машин.
М,, Машиностроение , 1964, с 154.
2.Авторское свидетельство СССР 370012, Кл. В 24 в 5/26, 1969.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования рабочих поверхностей | 1977 |
|
SU663556A1 |
| Способ обработки деталей и устройство для его осуществления | 1989 |
|
SU1683868A1 |
| Станок для обработки копированием зубчатых колес | 1980 |
|
SU996115A1 |
| Устройство для обработки наружных и внутренних поверхностей деталей многоугольной формы | 1974 |
|
SU707512A3 |
| Станок для шлифования выпуклых асферических поверхностей оптических деталей алмазным инструментом | 1980 |
|
SU901027A1 |
| Устройство для шлифования и полирования асферических поверхностей | 1980 |
|
SU927484A1 |
| Устройство для обработки асферических поверхностей | 1972 |
|
SU589107A1 |
| Устройство для обработки сферических поверхностей деталей | 1982 |
|
SU1024239A1 |
| Станок для шлифования канавок и спинок сверл | 1984 |
|
SU1274907A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |