Изобретение относится к деревообрабатывающей промышленности, в частности, к оборудованию для предпропиточной обработки брусьев стрелочных переводов.
Известна автоматическая линия для обработки брусковых деталей, включающая питатель, поперечные и продольные транспортеры, пильные и фуговально-фрезерные агрегаты, накопитель и узел пакетирования готовых изделий (Афанасьев П.С. Конструкция и расчеты деревообрабатывающего оборудования. - М.: Машиностроение, 1970, - с.339-342, Рис.241. Автоматическая линия АЛБ для обработки брусковых деталей). Недостатком линии являются ограниченные технологические возможности, так как отсутствие агрегатов наколки и закрепления от растрескивания с соответствующими механизмами подачи не позволяет использовать известную автоматическую линию для предпропиточной обработки брусьев стрелочных переводов.
Известна поточная линия для обработки шпал (А.С. 674908 СССР, В 27 М 3/14, В 27 М 1/04. Поточная линия для обработки шпал. - принято за прототип), включающая питатель, поперечные и продольные транспортеры, пильные и сверлильные узлы, накопитель шпал, кантователь, узлы наколки и закрепления шпал от растрескивания и узел пакетирования на выходе линии, причем подача шпал в узле наколки осуществляется в продольном, а в узле закрепления от растрескивания - в поперечном относительно шпал направлении. Недостатком известной поточной линии являются ограниченные технологические возможности, так как линию невозможно использовать для обработки брусьев стрелочных переводов, поставляемых и обрабатываемых комплектами (по пять комплектов в полувагоне), насчитывающими, в отличие от шпал, 11 типоразмеров длин и 22 координатные схемы расположения по длине точек обработки - глубокой наколки и закрепления от растрескивания, при этом каждый типоразмер имеет свою схему обработки. Поэтому возникает множество различных схем установок брусьев при их подаче на операцию в обрабатывающий агрегат, причем поперечная подача в агрегат закрепления от растрескивания, как в прототипе, неприемлема, поскольку, в отличие от шпал, количество участков закрепления и расстояние между ними различно и зависит от типоразмера бруса. Обработка брусьев возможна при продольной их подаче в агрегатах с настройкой величины подачи и ее контролем на каждый типоразмер бруса. Определение типоразмера бруса, настройка подач и контроль величины подачи, осуществляемые ручным замером, связаны с большими потерями времени, поэтому необходимо механизировать и автоматизировать перечисленные выше операции для повышения производительности поточной линии при предпропиточной обработке брусьев стрелочных переводов, поставляемых комплектами. Кроме того, продолжительность циклов обработки в агрегатах в зависимости от типоразмеров брусьев колеблется в очень широких пределах и при поточной схеме обработки неизбежны простои агрегата в ожидании завершения цикла в соседнем по потоку агрегате, что связано с потерей времени и, следовательно, снижением производительности, поэтому необходимо наличие между агрегатами буферной емкости для брусьев.
Предлагаемым изобретением решается задача создания поточной линии для обработки брусьев стрелочных переводов, поставляемых комплектами, и обеспечивающей высокопроизводительную работу предпропиточной обработки брусьев стрелочных переводов с автоматизацией процессов определения типоразмеров брусьев, настройки подач и контроля величины подачи для каждого типоразмера бруса.
Задача решается за счет того, что в поточной линии для обработки брусьев стрелочных переводов, включающей питатель, кантователь, накопитель, продольные и поперечные конвейеры, приемник готовой продукции, агрегаты наколки и закрепления от растрескивания, каждый из которых имеет механизм подачи, а агрегат наколки установлен с продольным направлением подачи бруса, накопитель размещен между агрегатами, при этом агрегат для закрепления от растрескивания установлен также с продольным направлением подачи, кроме того, каждый агрегат снабжен устройством управления подачей, содержащим толкатель бруса, штангу, выполненную в виде неполноповоротного вала, кинематически связанного с толкателем бруса и несущего копир, имеющий цилиндрическую поверхность, разделенную на продольные секторы в соответствии с типоразмерами брусьев, а на рабочей поверхности каждого сектора выполнены впадины и выступ, расположенные согласно со схемой обработки бруса, соответствующего типоразмера, и каретку с рычажным переключателем, установленным с возможностью взаимодействия с передним торцем бруса, копиром и механизмом подачи, причем толкатель бруса установлен со стороны входа бруса в агрегат, а штанга с копиром и каретка с переключателем - на стороне выхода бруса из агрегата.
Размещение накопителя между агрегатами позволяет создать запас брусьев всех типоразмеров, что исключает простои агрегатов независимо от завершения цикла в любом из агрегатов, тем самым обеспечивается бесперебойная работа линии.
Продольная подача брусьев в агрегате закрепления от растрескивания, как в агрегате наколки, дает возможность, одновременно с подачей, осуществлять замеры и контроль величин ходов, необходимых для точной координации обрабатываемых участков брусьев в агрегате и последовательной обработки их по всей длине одним агрегатом независимо от количества участков обработки на брусьях для всего набора типоразмеров брусьев.
Оснащение каждого из агрегатов устройством управления подачей позволяет, в зависимости от типоразмера бруса, устанавливать требуемую программу контролируемых подач для обработки бруса по всей длине.
Выполнение устройства управления подачей, состоящего из толкателя бруса, штанги, выполненной в виде неполноповоротного вала, кинематически связанного с толкателем бруса и несущего копир, который имеет цилиндрическую поверхность, разделенную на продольные секторы в соответствии с типоразмерами брусьев, с выполненными на рабочей поверхности каждого сектора впадинами и выступом, расположенных согласно типоразмеру соответствующего бруса, и каретки с рычажным переключателем, установленным с возможностью взаимодействия с передним торцем бруса, копиром и механизмом подачи, размещение толкателя бруса со стороны входа бруса в агрегат, а штанги с копиром и каретки с переключателем - на стороне выхода бруса из агрегата, обеспечивает автоматическое, одновременно с подачей, определение типоразмера бруса, автоматическую установку требуемой программы подач и электромеханический контроль включения и выключения механизма подач при установках брусьев в агрегатах на операции, путем взаимодействия рычажного переключателя с копиром, что, в свою очередь, обеспечивает высокопроизводительную работу поточной линии при предпропиточной обработке брусьев стрелочных переводов, поставляемых комплектами.
Возможен вариант, когда в поточной линии для обработки брусьев стрелочных переводов, включающей питатель, кантователь, накопитель, продольные и поперечные конвейеры, приемник готовой продукции, агрегаты наколки и закрепления от растрескивания, каждый из которых имеет механизм подачи, а агрегат наколки установлен с продольным направлением подачи бруса, накопитель размещен между агрегатами, при этом агрегат закрепления от растрескивания установлен также с продольным направлением подачи, кроме того, каждый агрегат снабжен устройством управления подачей, содержащим командоаппарат с набором программ подач в соответствии со схемами обработки всех типоразмеров брусьев, толкатель бруса, штангу, выполненную в виде неподвижно закрепленной рейки, несущей копир с горизонтальной рабочей поверхностью, с выполненными впадинами, расположенными в соответствии со схемами обработки всех типоразмеров брусьев, и каретку с рычажным переключателем, установленным с возможностью взаимодействия с передним торцем бруса, копиром и механизмом подачи, причем толкатель бруса снабжен переключателем программ подач, связанным с кареткой через командоаппарат, кроме того, толкатель бруса установлен со стороны входа бруса в агрегат, а штанга с копиром и каретка с переключателем - на стороне выхода бруса из агрегата.
Оснащение каждого из агрегатов устройством управления подачей, содержащего командоаппарат с набором программ подач в соответствии со схемами обработки всех типоразмеров брусьев, толкатель бруса, штангу, выполненную в виде неподвижно закрепленной рейки, несущей копир с горизонтальной рабочей поверхностью, с выполненными на ней впадинами, расположенными в соответствии со схемами обработки всех типоразмеров брусьев, и каретку с рычажным переключателем, установленным с возможностью взаимодействия с передним торцем бруса, копиром и механизмом подач, снабжение толкателя брусьев переключателем программ подач, связанным с кареткой через командоаппарат, установка толкателя бруса со стороны входа бруса в агрегат, а штанги с копиром и каретки с переключателем - на стороне выхода бруса из агрегата, обеспечивает автоматическое, одновременно с подачей, определение типоразмера бруса, автоматическую установку требуемой программы подач и электронно-механический контроль включения и выключения механизма подач при установке брусьев на операции в агрегатах путем взаимодействия рычажного переключателя с копиром, что, в свою очередь, обеспечивает высокопроизводительную работу поточной линии при предпропиточной обработке брусьев стрелочных переводов, поставляемых комплектами.
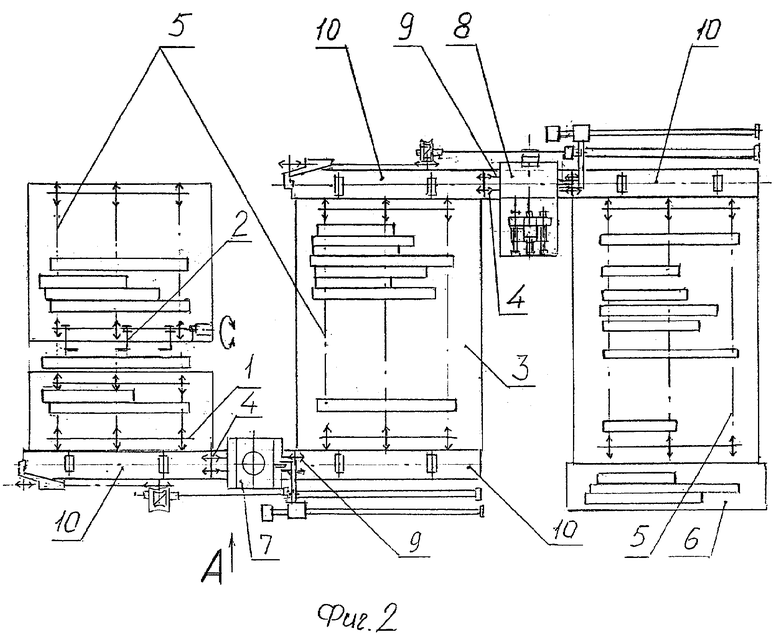
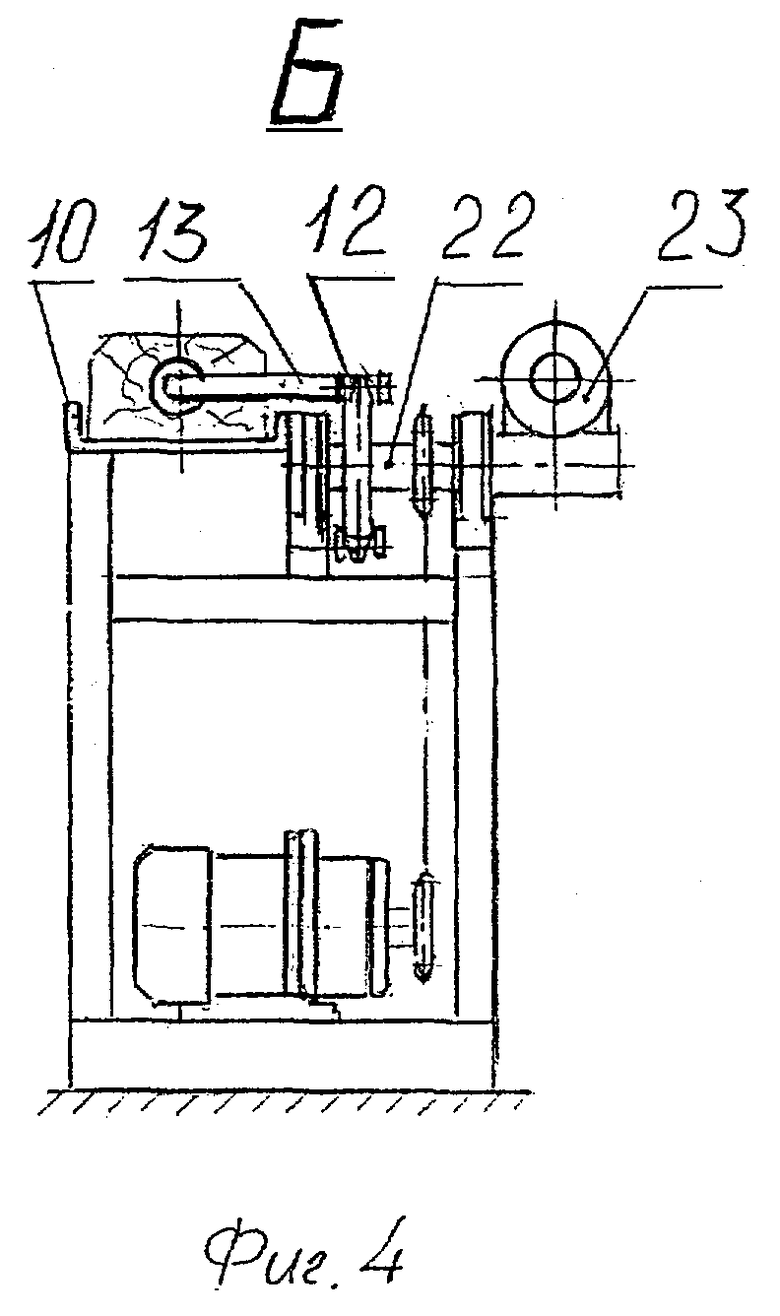
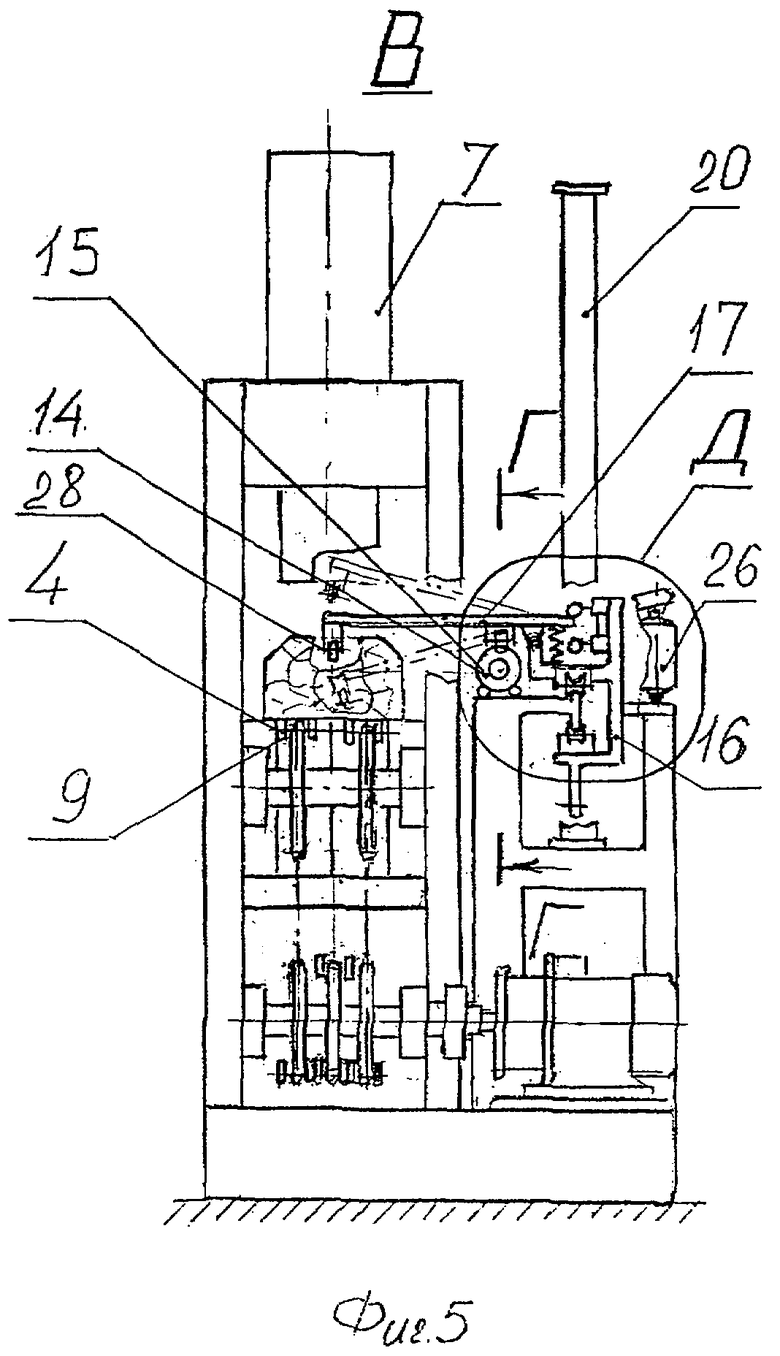
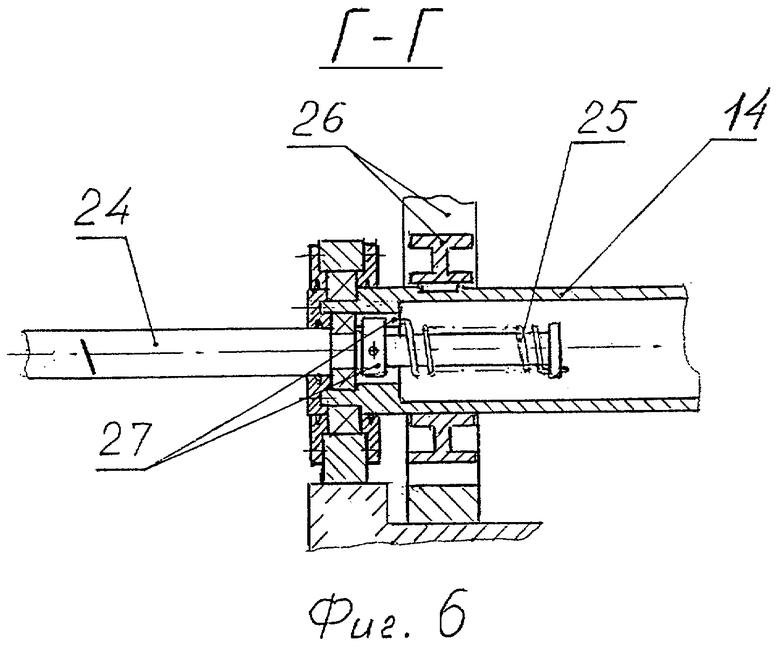
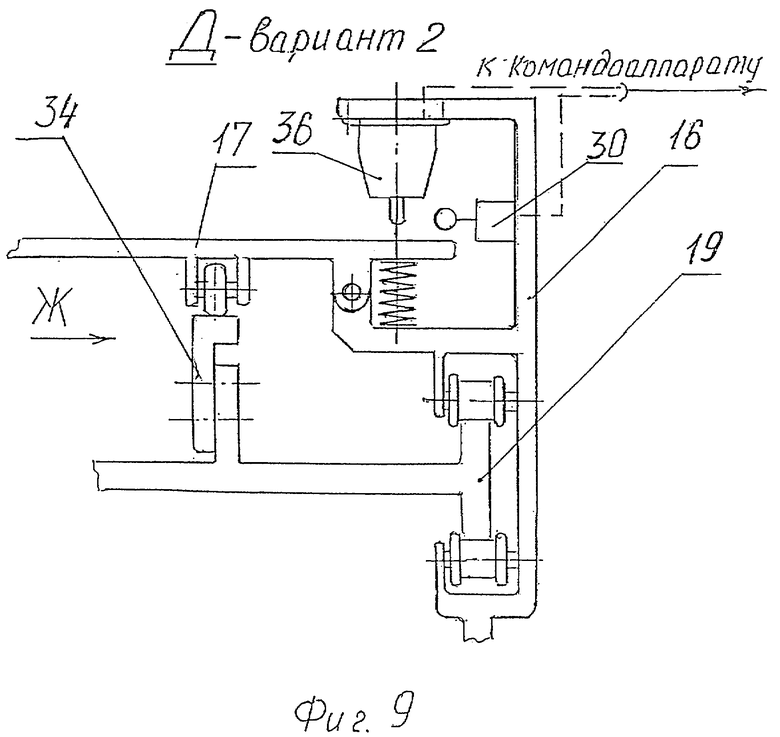
На фиг.1 показан общий вид предлагаемой поточной линии для обработки брусьев стрелочных переводов, вид сбоку (устройство управления подач не показано); на фиг.2 - общий вид линии, вид сверху; на фиг.3 - вид по стрелке А на фиг.2, устройство управления подачей, вид сбоку; на фиг.4 - вид по стрелке Б на фиг.3, толкатель бруса, вид с торца; на фиг.5 - вид по стрелке В на фиг.3, положение рычажного переключателя относительно бруса; на фиг.6 - разрез Г-Г на фиг.5, соединение приводного вала со штангой, выполненной в виде неполноповоротного вала; на фиг.7 - выноска Д на фиг.5, положение рычажного переключателя относительно копира; на фиг.8 - вид Е на фиг.7, профиль рабочей поверхности продольного сектора копира; на фиг.9 - выноска Д на фиг.5, положение рычажного переключателя относительно копира и электромагнитного толкателя, вариант 2; на фиг.10 - вид Ж на фиг.9, профиль рабочей поверхности копира, вариант 2; на фиг.11 - общий вид линии, вид сверху, вариант 2.
Поточная линия для обработки брусьев стрелочных переводов включает питатель 1, кантователь 2, накопитель 3, продольные 4 и поперечные 5 конвейеры, приемник 6 готовой продукции, агрегат наколки 7 и агрегат закрепления от растрескивания 8, установленные с продольным направлением подачи бруса и снабженные каждый механизмом подачи 9 с приводом. Механизмы подачи 9 могут быть выполнены, например, в виде продольных конвейеров 4, включающих в себя продольные направляющие каналы 10, которые расположены на входе и на выходе конвейера 4. Вместо конвейеров 4 могут быть использованы гидравлические, с шаговой продольной подачей, захватные устройства (такой вариант данной заявкой не рассматривается). Накопитель 3 установлен между агрегатами 7 и 8. Каждый из агрегатов 7 и 8 снабжен устройством управления подачей, содержащим: толкатель 11 бруса, выполненный в виде приводной цепной передачи 12 с закрепленным на ее цепи упором 13; штангу, выполненную в виде неполноповоротного вала 14, несущего копир 15, и каретку 16 с подпружиненным рычажным переключателем 17. Цепная передача 12 с приводом установлена со стороны входа бруса в агрегат, параллельно направляющему каналу 10, а упор 13 ориентирован по оси направляющего канала 10. Механизм подачи 9 снабжен выключателем 18, который предназначен для отключения привода цепной передачи 12 и установлен на входе бруса на конвейер 4. Каретка 16 с рычажным переключателем 17, неполноповоротный вал 14, несущий копир 15, установлены на направляющей 19 и расположены параллельно продольному конвейеру 4 механизма подач 9 на стороне выхода бруса из агрегата. Перед кареткой 16, перпендикулярно направляющей 19, установлена грузовая колонка 20, связанная гибкой тягой 21 с кареткой 16 для возврата ее в исходное положение. Штанга, выполненная в виде неполноповоротного вала 14, кинематически связана с толкателем 11 через последовательно соединенные друг с другом вал 22 цепной передачи 12, червячный редуктор 23, приводной вал 24 и пружину кручения 25. Вал 14 снабжен электрическим тормозом 26, а с валом 24 соединен посредством зацепов 27, прижатых друг к другу пружиной кручения 25 и допускающих обратный неполный поворот валов 14 и 24 относительно друг друга. Подпружиненный рычажный переключатель 17 несет на себе два ролика 28 и 29. Ролик 28 размещен на свободном конце рычага и предназначен для взаимодействия с передним торцем бруса, ролик 29 размещен между роликом 28 и шарниром рычага и предназначен для взаимодействия с копиром 15, а подпружиненным концом переключатель 17 периодически взаимодействует с конечными выключателями выключателя 30, предназначенного для отключения привода механизма подачи 9. Копир 15 имеет цилиндрическую поверхность, разделенную на продольные секторы 31 в соответствии с типоразмерами брусьев. Брусья, поставляемые для обработки комплектами (по пять комплектов в полувагоне), насчитывают 11 типоразмеров по длине и 22 координатные схемы расположения по длине точек обработки (глубокой наколки и закрепления от растрескивания), каждому типоразмеру бруса соответствует своя схема обработки. На рабочей поверхности каждого сектора 31 выполнены впадины 32 и в конце сектора выступ 33, расположенные согласно схеме обработки бруса, соответствующего данному сектору. Три уровня впадин и выступов определяют три положения рычажного переключателя 17, два из которых обеспечивают упор ролика 28 в передний торец бруса, а третье положение на выступе 33 - выход ролика 28 наверх за пределы торца бруса с дальнейшей его опорой на верхнюю пласть бруса (при возврате каретки 16 в исходное положение, фиг.8).
На фиг.9, 10, 11 приведен вариант поточной линии для обработки брусьев стрелочных переводов, в которой штанга выполнена в виде неподвижно закрепленной рейки 34, несущей копир 15. Копир 15 имеет горизонтальную рабочую поверхность, на которой выполнены впадины 35, расположенные в соответствии со схемами обработки всех типоразмеров брусьев, определяющие два уровня впадин и выступов, обеспечивающих два положения рычажного переключателя 17 с упором его ролика 28 в передний торец бруса. Третье положение переключателя 17, обеспечивающее выход ролика 28 за пределы торца бруса на его верхнюю пласть, достигнуто путем установки на каретке 16 электромагнитного толкателя 36, с которым периодически взаимодействует переключатель 17 своим подпружиненным концом. В устройство управления подачей введен командоаппарат 37 с набором программ подач в соответствии со схемами обработки всех типоразмеров брусьев, а толкатель 11 снабжен переключателем программ 38, связанным с кареткой 16 через командоаппарат 37.
Поточная линия для обработки брусьев стрелочных переводов работает следующим образом.
Брусья по подвижному складу, состоящему из поперечных конвейеров 5, поступают к питателю 1, проходя через кантователь 2, где они, при необходимости, кантуются верхней пластью вверх. В питателе 1 брусья передаются поочередно в произвольном порядке в продольный направляющий канал 10 конвейера 4 механизма подачи 9, затем конвейером 4 подаются в агрегат наколки 7, откуда поступают в накопитель 3, где накапливаются на поперечном конвейере 5. После первоначального накопления брусья подаются поочередно в направляющий канал 10 конвейера 4 механизма подачи 9 агрегата закрепления от растрескивания 8 и после окончания обработки выдаются на поперечный конвейер 5 приемника 6 готовой продукции.
Средняя производительность агрегатов 7 и 8, в расчете на общее количество точек наколок и закрепления, устанавливается равной, поэтому после первоначального накопления брусьев в накопителе 3 и отсутствия сбоев процессов в агрегатах 7 и 8, в накопителе 3 остается постоянным некоторый (буферный) объем брусьев, открытый как для пополнения, так и для выдачи, что необходимо при возможной несогласованности циклов обработки брусьев различных типоразмеров в агрегатах, а также технических сбоях и остановках в том или ином агрегате. Буферный объем брусьев в накопителе 3 может уменьшаться или увеличиваться, не прерывая поточный процесс обработки, что и обеспечивает требуемую производительность и возможность обработки брусьев стрелочных переводов, поставляемых комплектом.
Брус, поданный в направляющий канал 10 продольного конвейера 4 механизма подачи 9 агрегата наколки 7, воздействует на датчик (на чертеже не показан), который включает привод цепной передачи 12 толкателя 11, входящих в устройство управления подачей. Упор 13, воздействуя на задний торец бруса, толкает его по каналу 10. При входе бруса на конвейер 4 его передний торец воздействует на выключатель 18, который выключает привод цепной передачи 12 толкателя 11. Ход упора 13 от исходного положения до его остановки соответствует типоразмеру бруса. Во время хода упора 13 вал 22 цепной передачи 12 поворачивает неполноповоротный вал 14, несущий копир 15, и в конце хода упора 13 устанавливается в исходное положение сектор 31 копира 15, соответствующий данному типоразмеру бруса. Это соответствие обеспечивается подбором передаточного отношения кинематической связи вала 22 с валом 14. После отключения привода цепной передачи 12 автоматически включается тормоз 26 вала 14 и реверс привода цепной передачи 12 толкателя 11. Возможность реверса обеспечена упругой связью за счет пружины 25 между валами 24 и 14 и неполным обратным поворотом зацепов 27 относительно друг друга. Поворот приводного вала 24 осуществляется за счет соединения его с валом 22 цепной передачи 12 через червячный редуктор 23. Упор 13 возвращается в исходное положение, одновременно включается привод механизма подачи 9, брус перемещается дальше, передним торцем встречается с роликом 28 переключателя 17 каретки 16 и толкает их по направляющей 19 вдоль вала 14 с копиром 15, по сектору 31 которого перекатывается ролик 29 переключателя 17. Как только ролик 29 попадает во впадину 32 на поверхности сектора 31, рычаг переключателя 17 отклоняется вниз и подпружиненный конец рычага взаимодействует с одним из конечных выключателей выключателя 30 привода подачи 9. Привод отключается, а брус устанавливается на позиции обработки в агрегате. После завершения операции обработки бруса в агрегате автоматически включается привод механизма подачи 9 и цикл повторяется. По окончанию последней операции обработки бруса ролик 29 заходит на выступ 33, рычаг переключателя 17 поднимается вверх, а ролик 28 поднимается за пределы торца бруса и выходит на верхнюю пласть. Каретка 16, под действием тяги 21 грузовой колонки 20, возвращается по направляющей 19 в исходное положение. Одновременно переключатель 17 подпружиненным концом взаимодействует с другим конечным выключателем выключателя 30 механизма подачи 9, который подает команду на завершение операции по обработке бруса в агрегате 7 или 8 и на включение привода цепной передачи 12 толкателя 11 для взаимодействия упора 13 со следующим брусом. Обработанный брус поступает либо в накопитель 3, либо в приемник 6 готовой продукции. Далее цикл повторяется.
При варианте выполнения штанги механизма управления подачей в виде неподвижной рейки 34, несущей копир 15, работа поточной линии осуществляется следующим образом.
Брус, перемещаясь с помощью упора 13 по направляющему каналу 10, взаимодействует передним торцем с выключателем 18 привода цепной передачи 12 толкателя 11. Привод цепной передачи 12 выключается, упор 13 останавливается. Вал 22 цепной передачи 12, поворачиваясь, взаимодействует с переключателем программ 38, который устанавливает программу подач в электронной схеме командоаппарата 37, согласно со схемой обработки, соответствующей данному типоразмеру бруса. Это соответствие обеспечивается подбором передаточного отношения кинематической связи вала 22 и переключателя программ 38. После установки в рабочий режим требуемой программы подач в электросхеме командоаппарата 37 автоматически включается блокировка программы и реверс привода цепной передачи 12 толкателя 11. Упор 13 возвращается в исходное положение и одновременно включается привод механизма подачи 9. Брус, перемещаясь дальше, передним торцем встречается с роликом 28 переключателя 17 каретки 16 и толкает их по направляющей 19 вдоль рейки 34 с копиром 15, по рабочей поверхности которой перекатывается ролик 29 переключателя 17. При попадании ролика 29 во впадину 35 копира 15 рычаг переключателя 17 опускается, а его подпружиненный конец взаимодействует с выключателем 30 привода подач 9. При совпадении координаты впадины 35 на поверхности копира 15 с программой, установленной в командоаппарате 37, привод механизма подач 9 выключается, брус останавливается на позиции обработки в агрегате 7 или 8. Если координата впадины 35 не соответствует программе подач на командоаппарате 37, выключатель 30 блокируется и брус перемещается дальше без остановки. На последней впадине 35, соответствующей программе подач на командоаппарате 37, рычаг переключателя 17 опускается, взаимодействуя с выключателем 30 привода подач 9. Автоматически включается электромагнитный толкатель 36 и поднимает рычаг переключателя 17 в верхнее положение, ролик 28 выходит на верхнюю пласть, каретка 16 возвращается в исходное положение. Процесс обработки в агрегате 7 или 8 завершается и брус поступает либо в накопитель 3, либо в приемник 6 готовой продукции. Далее цикл повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ НАКОЛКИ ШПАЛ И ЗАКРЕПЛЕНИЯ ИХ ОТ РАСТРЕСКИВАНИЯ | 2003 |
|
RU2249645C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ НАКОЛКИ ШПАЛ И ЗАКРЕПЛЕНИЯ ИХ ОТ РАСТРЕСКИВАНИЯ | 2007 |
|
RU2336995C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНОГО ПЕРЕВОДА ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2451125C1 |
| Установка для изготовления гофрированных фильтрующих элементов из картона | 1986 |
|
SU1456184A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| Установка для окраски изделий | 1980 |
|
SU927333A1 |
| Поточная линия механообработки и термообработки деталей | 1980 |
|
SU861010A1 |
| Автоматическая поточная линия для изготовления книг | 1986 |
|
SU1426848A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2008 |
|
RU2373319C1 |
| Линия для сборки узлов | 1989 |
|
SU1722771A1 |





Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию для предпропиточной обработки брусьев стрелочных переводов. Поточная линия для обработки брусьев стрелочных переводов содержит питатель, кантователь, накопитель, продольные и поперечные конвейеры, приемник готовой продукции, агрегаты наколки и закрепления от растрескивания, каждый из которых имеет механизм подачи. Накопитель установлен между агрегатами и каждый агрегат снабжен устройством управления подачей, содержащим толкатель бруса, штангу, выполненную в виде неполноповоротного вала, кинематически связанного с толкателем бруса и несущего копир, который имеет цилиндрическую поверхность, разделенную на продольные секторы в соответствии с типоразмерами брусьев, а на рабочей поверхности каждого сектора выполнены впадины и выступ, расположенные согласно со схемой обработки каждого типоразмера соответствующего бруса, и каретку с рычажным переключателем, установленным с возможностью взаимодействия с передним торцем бруса, копиром и механизмом подачи. Вариантом изобретения является выполнение устройства управления подач, которое содержит командоаппарат с набором программ подач в соответствии со схемами обработки всех типоразмеров брусьев, а штага выполнена в виде неподвижно закрепленной рейки, несущей копир с горизонтальной рабочей поверхностью с выполненными на ней впадинами, расположенными в соответствии со схемами обработки всех типоразмеров брусьев, при этом толкатель бруса снабжен переключателем программ подач, связанным с кареткой через командоаппарат. Техническим результатом является создание поточной линии для обработки брусьев стрелочных переводов, поставляемых комплектами, и обеспечивающей высокопроизводительную работу предпропиточной обработки брусьев с автоматизацией процессов определения типоразмера бруса, настройки подач и контроля величины подачи для каждого типоразмера бруса. 2 н.п. ф-лы, 11 ил.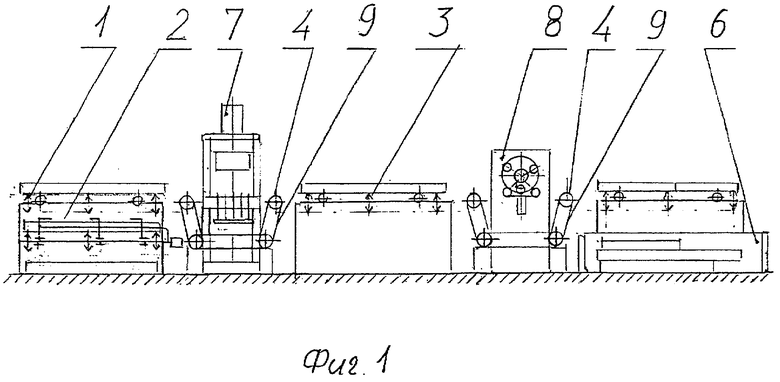
| Поточная линия для обработки шпал | 1976 |
|
SU674908A1 |
| Поточная линия для глубокой наколки шпал | 1989 |
|
SU1728012A1 |
| УСТРОЙСТВО ДЛЯ НАКАЛЫВАНИЯ ДЕРЕВЯННЫХ ШПАЛ ПЕРЕД ПРОПИТКОЙ | 1990 |
|
RU2019404C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ГЛУБОКОЙ НАКОЛКИ ШПАЛ | 1991 |
|
RU2026174C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СПЕКТРАЛЬНЫХ КОЛЕБАТЕЛЬНЫХ ХАРАКТЕРИСТИК КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ РЭС И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2536325C2 |

