упора в шток выталкивателя 5, после чего штамповый блок поворачивается на 90°, и заготовка поступает на позицию штамповкп Б.
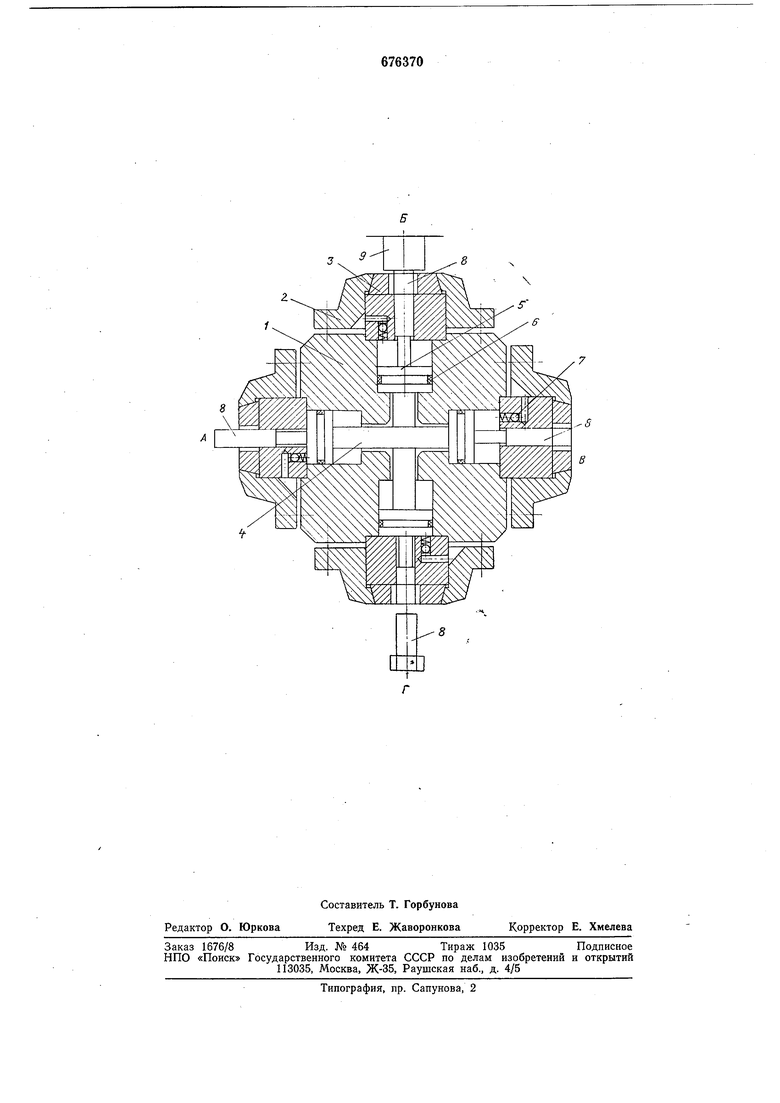
Прп опускании ползуна пресса пуансон 9 нажимает на торец заготовки 8 и она вместе с выталкивателем 5 и стержнем 4 опускается вниз до упора поршня выталкивателя 5 в торец отверстия корпуса 1, затем происходит высадка головки в матрице 3. При опускании пуансона между поршнем и матрицей образуется пространство с давлением воздуха, меньшим атмосферного. В это время открывается обратный клапан 7, давление уравновешивается, и клапан закрывается.
При следуюш,ем повороте штампового блока на 90° высаженная заготовка поступает на позицию охлаждения В, а на позиции загрузки А одновременно устанавливается следующая заготовка.
При следующ.ем повороте штампового блока поковка с позиции охлаждения поступает на позицию удаления Г. Пуансон 9 на позиции Б нажимает на торец заготовки 8, которая вместе со стержнем 4 и выталкивателем 5, находяш;имся на позиции Г, перемешаясь по ходу пуансона, выталкивают поковку на длину хода выталкивателя. Одновременно воздух под поршнем на позиции Г сжимается и в замкнутом объеме отверстия корпуса 1 матрицы создается высокое давление. Заготовка 8 наряду с действием выталкивателя испытывает давление сжатого поршнем воздуха, под действием которого происходит полное удаление ее из штампа.
Выполнение выталкивателя в штамне в виде поршня со штоком и использование для окончательного удаления поковки сжимаемого поршнем воздуха устраняет зависание конца поковки в контейнере подставки и обеспечивает надежное удаление ее из штампа.
Формула изобретения
Штамп для высадки головок на стержнях, содержащий поворотный вокруг оси матричный блок с диаметрально противоположно выполненными по оси, перпендикулярной к оси поворота блока, ступенчатыми отверстиями, в большей ступени каждого из которых размещена матрица, а в меньшей - выталкиватель, отличающийся тем, что, с целью повышения надежности его работы, каждый из выталкивателей выполнен в виде поршня со штоком, заходящим в полость матрицы с зазором, обеснечивающим истечение воздуха, сжимаемого поршнем, а в каждой из матриц выполнены каналы, соединяющие меньшую ступень с атмосферой, в которых установлены обратные клапаны.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 368922, кл. В 21J 5/08, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для высадки | 1980 |
|
SU846035A1 |
| ШТАМП ДЛЯ ШТАМПОВКИ ВЫДАВЛИВАНИЕМ | 1982 |
|
SU1078743A1 |
| Штамп для получения заготовок изделий с осевой полостью | 1988 |
|
SU1703237A1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
| ШТАМП ДЛЯ ВЫСАДКИ ГОЛОВОК НА СТЕРЖНЯХ | 1973 |
|
SU368922A1 |
| Штамповый блок | 1990 |
|
SU1792785A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА | 2023 |
|
RU2819479C1 |
| Штамп для радиальной штамповки | 1987 |
|
SU1416255A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |