шА
t Й№&
: Иаобретение относится к обработке |1еталлов давл ением, в частности ,к штампам для радиальной штамповки де- jraneft типа гранных- гаек, колец, флан- Цев и других аналогичных деталей из {сольцевых заготовок.
; Цель изобретения - повьпиение удобства -эксплуатации и качества получаемых деталей. ,
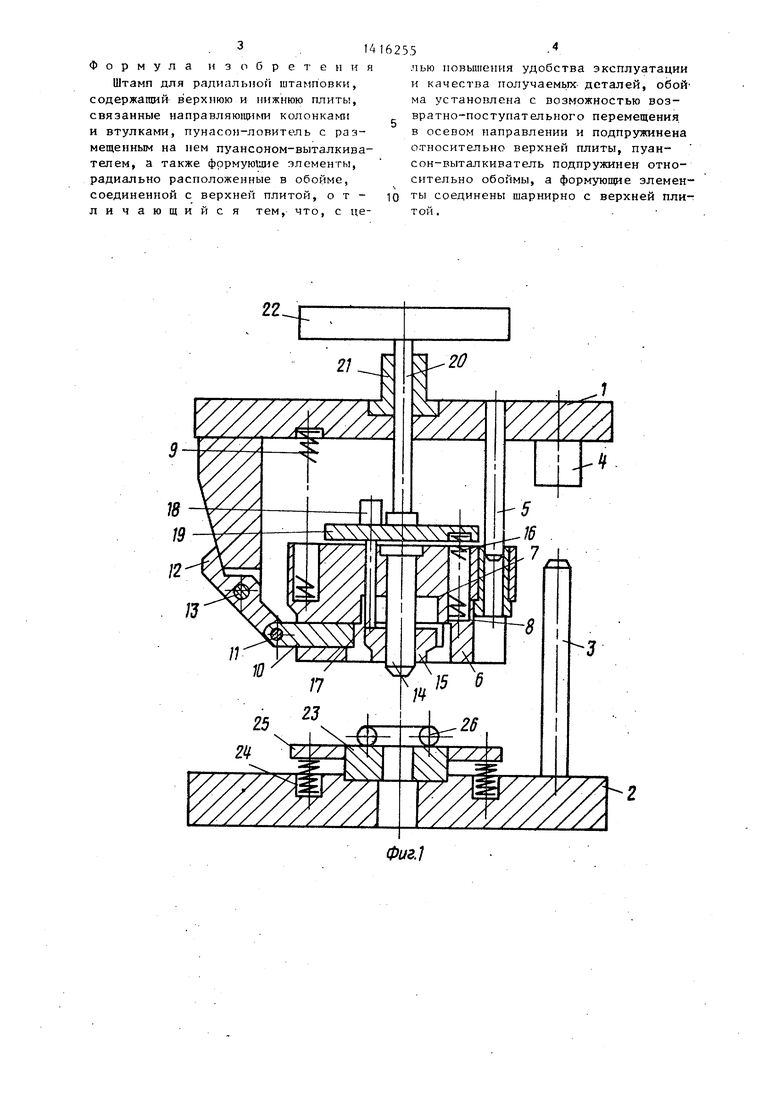
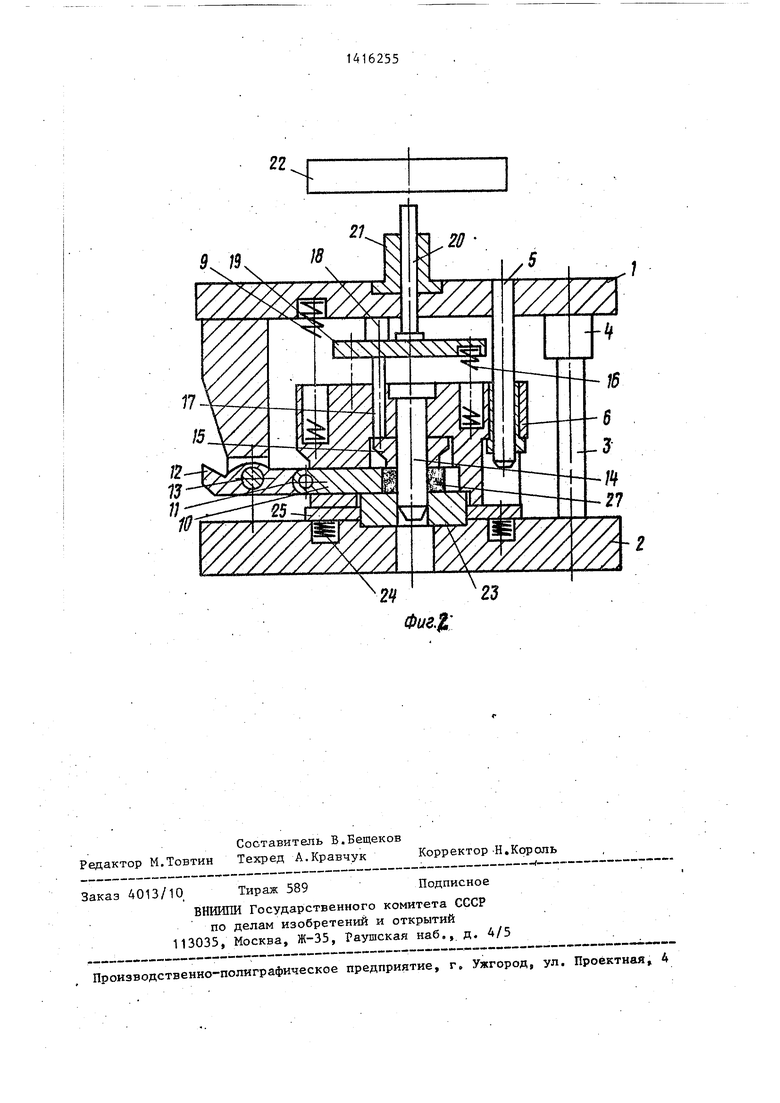
На фиг.1 представлен штамп п край- -1вм верхнем положении; на фиг. 2 - то :ке, в конце рабочего хода.
Штамп состоит из верхней 1 и ниж- eй.2 плит, связанных колонками 3 и зтулками 4. На верхн ей плите 1 с помощью колонок 5 смонтирована обойма э, имеющая выточки 7, 8. Обойма под- лружинена относительно верхней плиты 1РУЖИНОЙ 9 и имеет возможность воз- зратно-поступательного перемещения здоль оси.
В обойме 6 радиально расположены формующие элементы 10, хвостовая - часть которых с помощью шарнира 11 соединена с рычагами 12, Рычаги 12 с ломощью шарниров-13 соединены с верхней плитой 1. Когда плита 1 находит- Ья в верхнем положении, рычаги 12 занимают положение упора в нее. ; В центре обоймы 6 жестко закреплен Ьуансон-ловитель 14, на который подвижно цосажен пуансон-выталкиватель |15, подпружиненный относительно обой 1 6 пружиной 16. С помощью шпильки 17 и гайки 18 пуансон-выталкиватель 15 жестко соединен с траверсой 19. Траверса 19 имеет толкатель 20, проходящий в направляющей 21 верхней плиты 1. При верхнем положении пли- ты 1 толкатель 20 упирается в жест-, ко установленную планку 22 пресса (не показана) ,
На нижней плите 2 жестко смонтирована матрица 23 с подпружиненной пружиной 24 платформой 25, установленной заподлицо с матрицей 23.
Штамп для радиальной щтамповки работает следуюи1им образом.
Заготовка 26 с помощью задающего
устройства (не показано) по торцам платформы 25 и матрицы 23 подается на центр матрицы 23. После этого опускается ползун пресса (не показан) , вместе с- ним опускается верх- няя плита 1 и связанная с ней обойма 6. По мере перемещения верхней ПЛИТЫ и обоймы 6 вниз пуансон-выталкиватель 15 под действием пружины
5 0 5 0
5
0
16 будет оставаться на месте до тех пор, пока торец выточки 7 обоймы 6 не упрется в торец пуансона-пыталки- вателя 15. При дальнейшем движении плиты 1 вниз 1ГИЖНИЙ торец обоймы 6 упрется в платформу 25 и, сжимая пружины 24, будет опускать ее до тех пор, пока торец выточки 8 обоймы 6 не упрется в верхний торец матрицы 23. В это время пуансон-ловитель
14войдет в отверстие заготовки 26 и матрицы 23, а формующие элементы займут положние напротив заготовки 26. Пр.и дальнейшем перемещении плиты 1 вниз происходит сжатие пружин 9, обойма 6 остается на месте, рьиаги
12 на шарнирах 13, 11 поворачиваются, при этом формующие элементы 10 одновременно сходятся к це}1тру, производя тем самым формовку заготовки 26.
В процессе формовки заготовки возникнут вертикальные распорные усилия и обойма 6, преодолевая усилия пружин 9, несколько поднимется вверх. При дальнейшем перемещении плиты 1 вниз она упрется в гайку 18 и через шпильку 17 и пуансон-выталкиватель
15завершит формообразование заготовки 26. На этом движение верхней плиты 1 вниз прекратится.
-При ходе ползуна пресса вверх происходит следующее. Верхняя плита 1 поднимается, но обойма 6 под действием усилий пружин 9 остается на месте. Рычаги 12 на шарнирах 13, 11 поворачиваются и тем самым перемещают формую1ще элементы 10 от центра. Как только хвостовая часть рьта- га 12 упрется в верхнюю плиту 1, система верхняя плита - обойма станет жесткой и обойма 6, пуансон-вьггалки-, ватель 15, пуансон-ловитель 14 вместе с верхней плитой начнут движение вверх. Толькатель 20 упрется в планку 22 пресса. Вместе с толкателем 20 остановятся пуансон-ловитеЛь 14 и пуансон-выталкиватель 15.
При дальнейшем движении плиты 1 вверх обойма 6 будет подниматься относительно поковки 27, а пуансон- ловитель 14 вместе с поковкой 27 и пуансон-выталкивателем 15 будут оставаться на месте, за счет чего происходит выталкивание поковки 27.
-Далее цикл повторяется.
314
Формула изобретения
Штамп для ралнальной штамповки, содержащий верхнюю и нижнюю плиты, связанные направляю1цими колонка и втулками, пунасон-ловитель с размещенным на нем пуансоном-выталкивателем, а также формующие элементы, радиально расположенные в обойме, соединенной с верхней плитой, о т - личающийс я тем, что, с це5
лью повышения удобства эксплуатации и качества получаемых- деталей, обойма установлена с возможностью возвратно-поступательного перемещения в осевом направлении и подпружинена относительно верхней плиты, пуансон-выталкиватель подпружинен относительно обоймы, а формующие элемен- ты соединены шарнирно с верхней пли- т ой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для безоблойной штамповки | 1985 |
|
SU1299695A2 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Устройство для закрытой объемной штамповки | 1982 |
|
SU1044403A1 |
| Штамп с разъемными матрицами | 1982 |
|
SU1047574A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| Ковочный пакет для горячей безоблойной штамповки | 1986 |
|
SU1433619A1 |
| Комбинированный штамп | 1980 |
|
SU880601A1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011463C1 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
Изобретение относится к обработке металлов -давлением и, в частности, к штампам для радиальной штамповки. Цель изобретения - повьшение удобства эксплуатации и качества получаемых деталей. Обойму штампа подпружинивают относительно верхней плиты, пуансон-выталкиватель подпружинивают относительно обоймы. Формообразующие элементу соединены с верхней плитой посредством шарниров. При движении плиты вниз. обойма воздейст™ вует на платформу, сжимает пружины и опускается до матрицы. Далее при последующем перемещении плиты рычаги поворачиваются и воздействуют на за- готовку. 2 ил.
22
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
