(54) СПОСОБ РАЗМЕЩЕНИЯ ПРОТЯЖЕК
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОТЯГИВАНИЯ ПАЗОВ И ПРОТЯЖНОЙ БЛОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151031C1 |
| СПОСОБ ПРОТЯГИВАНИЯ УШКОВ ДЕТАЛИ ТИПА "ВИЛКА РУЛЕВОГО УПРАВЛЕНИЯ" И ПРОТЯЖНОЙ БЛОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2321477C1 |
| Станок для нарезания крупномодульных колес внешнего зацепления | 1989 |
|
SU1710226A1 |
| ВЕРТИКАЛЬНО-ПРОТЯЖНОЙ СТАНОК | 1991 |
|
RU2014179C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2018416C1 |
| Протяжной блок | 1979 |
|
SU837630A1 |
| Устройство для протягивания пазов | 1983 |
|
SU1144809A1 |
| Протяжка | 1990 |
|
SU1815021A1 |
| Шлицевая протяжка | 1990 |
|
SU1745444A1 |
| Протяжка генераторная для обработки фасонных поверхностей | 2020 |
|
RU2753220C1 |
1
Изобретение относится к способу размещения инструментов при протягивании наружных поверхностей одновременно у группы деталей или нескольких поверхностей одной детали и может быть использовано при обработке деталей, имеющих неболь Шую длину протягиваемых поверхностей.
Известен способ размещения протяжек, параллельно расположенных на общей инструментальной плите, при одновременной обработке наружных поверхностей у группы деталей или нескольких поверхностей одной детали ,
Иедостаток этого способа заключается в том, что при обработке деталей небольщой длины для исключения ударных нагрузок и уменьшения вибраций в процессе -протягивания необходимо, чтобы в резании одновременно участвовало не менее трех зубьев. При малой длине протягивания выполнение этото условия приводит к ;применению протяжек с очень малым шагом зубьев, а такие протяжки имеют невысокую стойкость и допускают малое число переточек.
Кроме того, в протяжках с малым шагом зубьев исключена возможность использования твердого сяяава,а это значительно сужает область применения .протягивания как высокопроизводительного процесса.
Целью изобретения является повышение
стойкости протяжек и качества обработанной поверхности.
Для этого протяжки смещают одна относительно другой на 0,3-0,5 шага зубьев в продольном направлении..
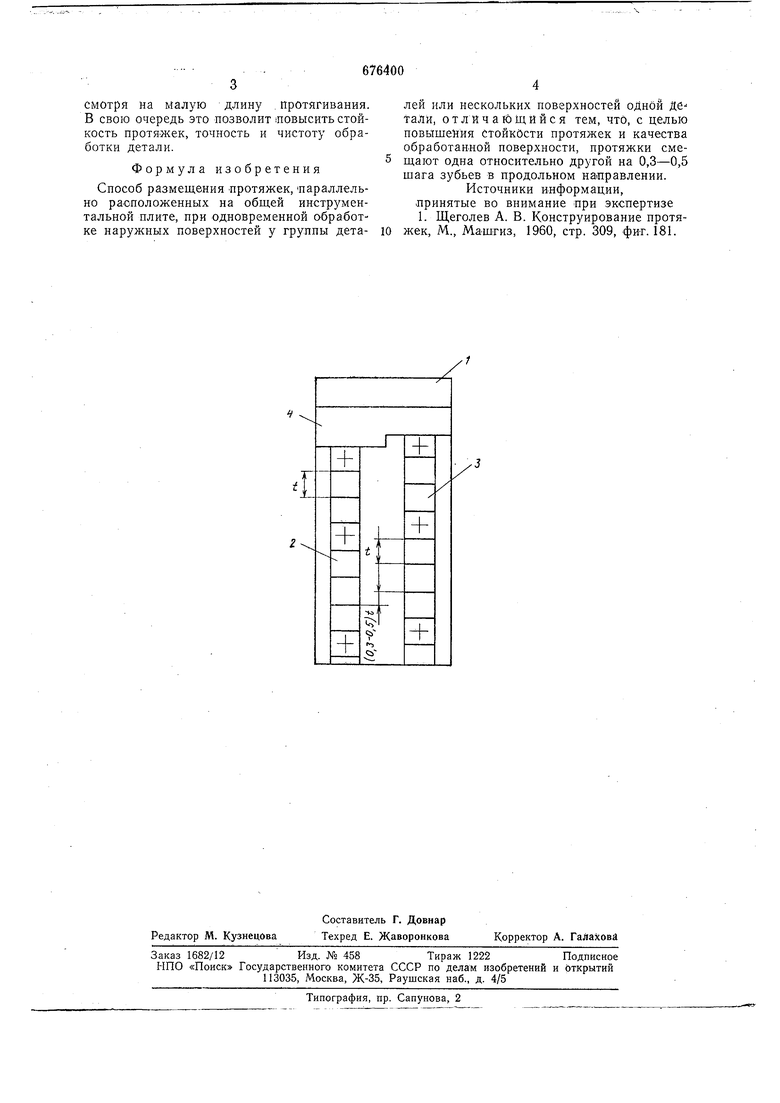
На чертеже иллюстрируется предлагаемый способ.
Па общей инструментальной плите 1 смонтированы параллельно расположенные протяжки 2 и 3. Протяжки имеют равные шаги зубьев и смещены одна относительно другой на 0,3-0,5 шага зубьев. Это смещение обеспечивается либо смещением режущих кромок зубьев соседних протяжек, либо смещением олорных плоскостей упора 4.
В зависимости от характера обрабатываемых поверхностей зубья протяжек могут быть прямыми или наклонными. В последнем случае угол наклона зубьев также быть у обеих протяжек одинаковым или различным. Величина его выбирается исходя из конструктивных соображений.
При использовании зубья протял ек вступают в работу последовательно и фактический шаг зубьев комплекта протяжек оказывается в 2,-3 раза меньще шага зубьев каждой отдельной протяжки.
Использование предлагаемого способа обеспечит достижение равномерной нагрузки на инстпумент в -процессе резания, несмотря на малую длину .протягивания. В свою очередь это позволит шовысить стойкость протяжек, точность и чистоту обработки детали.
Формула изобретения
Способ размещения протяжек, параллельно расположенных на общей инструментальной плите, при одновременной обработке наружных поверхностей у группы деталей или нескольких поверхностей оДнОй Дб таЛй, отличающийся тем, что, с целью повышения стойкости протяжек и качества обработанной поверхности, протяжки смещают одна относительно другой на 0,3-0,5 шага зубьев в продольном направлении.
Источники информации, .принятые во внимание при экспертизе 1. Щеголев А. В. Конструирование протяжек, М., Машгиз, 1960, стр. 309, фи-г. 181.
