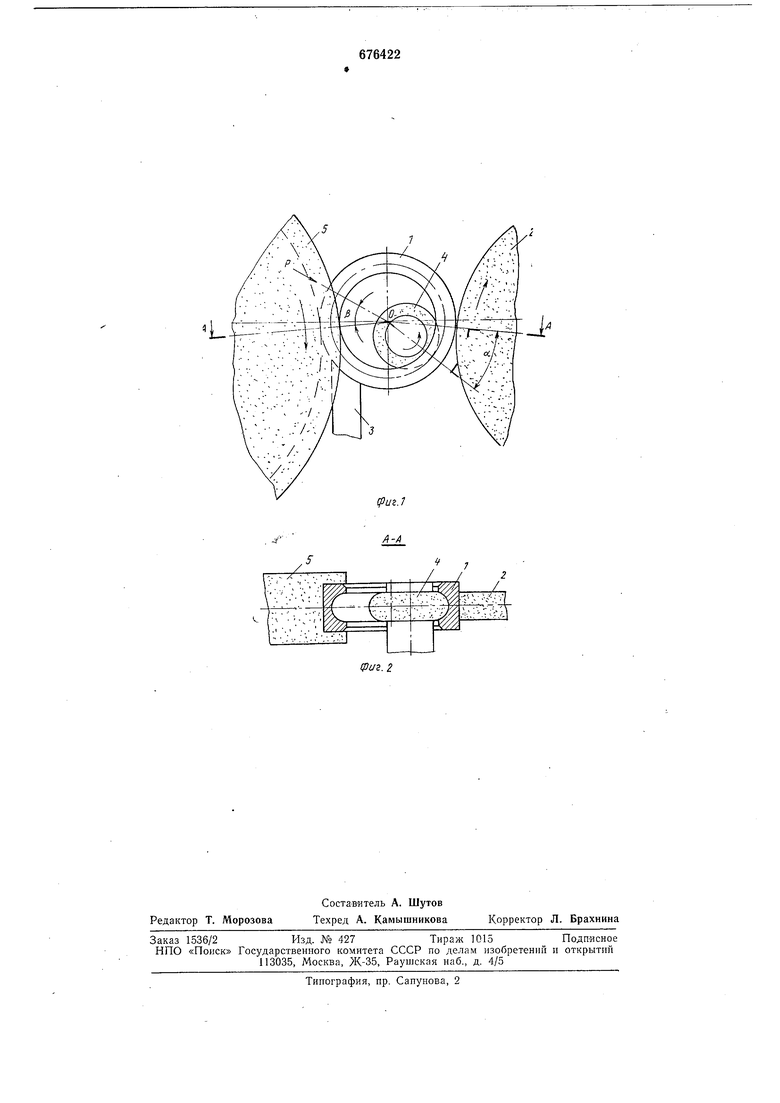
Бального круга обеспеч-ивают его рабочую подачу, после чего к детали прикладывают под углом р к плоскости расположения осей детали и шлифовального круга 5 (ось круга 5 1на фиг. не доказана) дополнительную радиальную силу Р, не зависящую от усилий шлифования. Радиальная сила Р расположена в плоскости врашения детали, которая совпадает с плоскостью симметрии Внутренней базовой поверхности детали. Затем подводят к детали I шлифовальный круг 5 и производят обработку торцов и наружной поверхности детали, причем отвод шлифовального «руга 5 производят несколько раньше ОКовчания: шлифования кругом 4. Это особенно важно п,ри шлифовании без использования дополнительной СИЛЫ Р. Сила Р необходима для надежной установки обрабатываемой детали в плоскости ее враш,ения, чтобьг исключить влияние случайных осевых сил, действующих на деталь в процессе обработки-и стремяшихСЯ ее опрокинуть. Такие сильг могут возникнуть в том случае, если, например, наружные фас-ки у детали 1 неодинаковы и круг 5 начинает шлифовать не одновременно оба торца детали 1, а поочередно. При низких требованиях к точности обработки или при шлифовании в несколько операций силу Р можно не прикладывать. Угол а. выбирают преимущественно 10-50°, угол Р - 10-40°. Базирова.ние детали по наружной и внутренней поверхностям обеспечивает возможность одновременного шлифования Нескольких поверхностей у нескольких деталей, так как внутренняя поверхность является одновременно и базовой и обрабатываемой поверкностью, а наруж-ная поверхность и оба торца детали легко доступны для обработки. Оси шлифовального и ведущего кругов и.
следовательно, обрабатываемой детали располагают параллельно для того, чтобы исключить возникновение результирующего Зсилия шлифования, находящегося внеплоокости симметрии детали, обеспечивая тем самым надежное положение детали в плоскости ее вращения.
Таким образом, предложенный способ шлифования ПО сравнению с существующими повышает произвОдительность и точность обработки.
Формула изобретения
Способ бесцентрового щлифования, при котором за одну установку детали одновременно шлифуют ее наружную и торцовую поверхности с базированием детали наружной поверхностью на неподвижную радиальную опору и ведущий круг, отличающийся тем, что, с целью повышения производительности и точности обработки деталей типа колец Шарикоподщипнвков, одновременно с базирОванием по наружной
поверхности деталь дополнительно базируют внутренней поверхностью по рабочей поверхности круга для внутреннего шлифования, при этом шлифуют внутреннюю поверхность и ее обработкой -начинают и
оканчивают шлифование детали, а перед началом шлифования наружной и торцовой поверхностей деталь дополнительно прижимают к ведущему кругу и радиальной опоре силой, расположенной В плоскости вращения детали, которая совпадает с плоскостью симметрии внутренней базовой поверхности детали.
Источники информации, принятые во внимание при экспертизе
I. Авторское свидетельство СССР № 215754, кл. В 24В 5/2.8, 1965.
(puz.l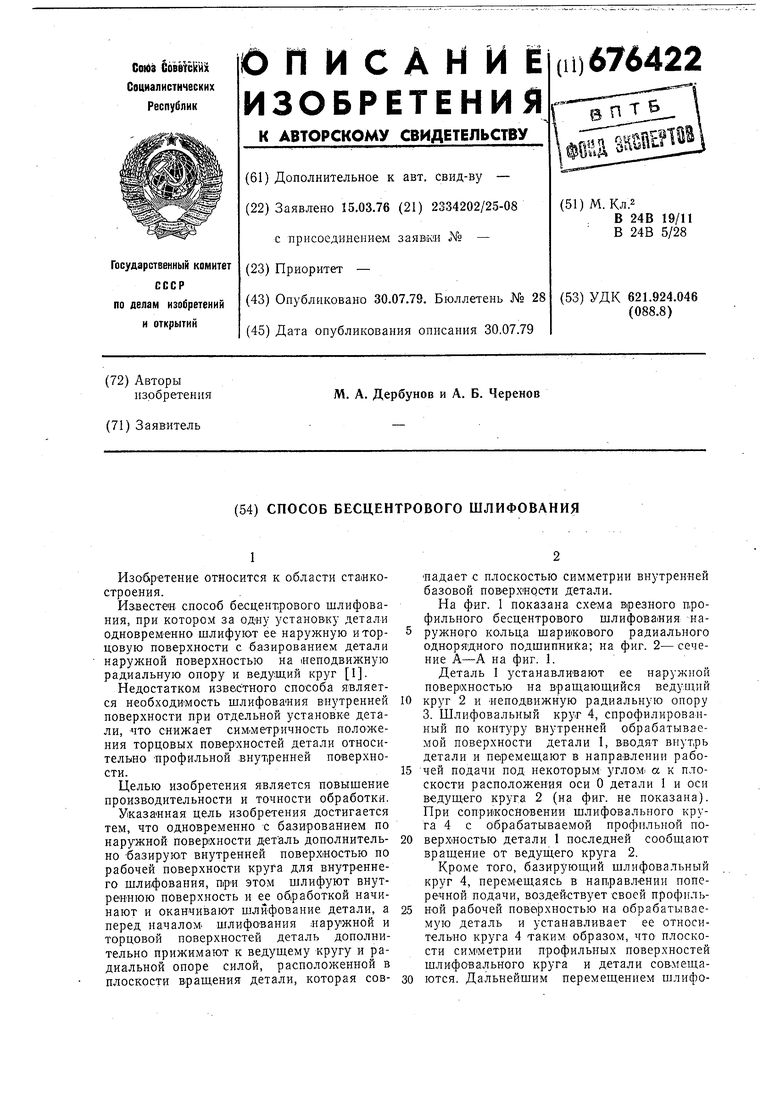
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования торцов кольцеобразных деталей из немагнитных материалов | 1986 |
|
SU1355460A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| Роторный станок для шлифования отверстий деталей | 1989 |
|
SU1660940A1 |
| Устройство для базирования и крепления хрупких деталей | 1981 |
|
SU1038208A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКОЙ ПРОБКИ КРАНА С ШАРОВЫМ ЗАТВОРОМ | 1995 |
|
RU2122487C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 2011 |
|
RU2493953C2 |
| Способ шлифования длинномерных деталей | 1987 |
|
SU1577940A1 |
| СПОСОБ ШЛИФОВАНИЯ НА СТАНКАХ С КРУГЛЫМ МАГНИТНЫМ СТОЛОМ ТОРЦОВ ДЕТАЛИ В ВИДЕ КОЛЬЦА | 2016 |
|
RU2647724C2 |
| СПОСОБ СКВОЗНОГО БЕСЦЕНТРОВОГО НАРУЖНОГО ШЛИФОВАНИЯ | 1992 |
|
RU2023575C1 |