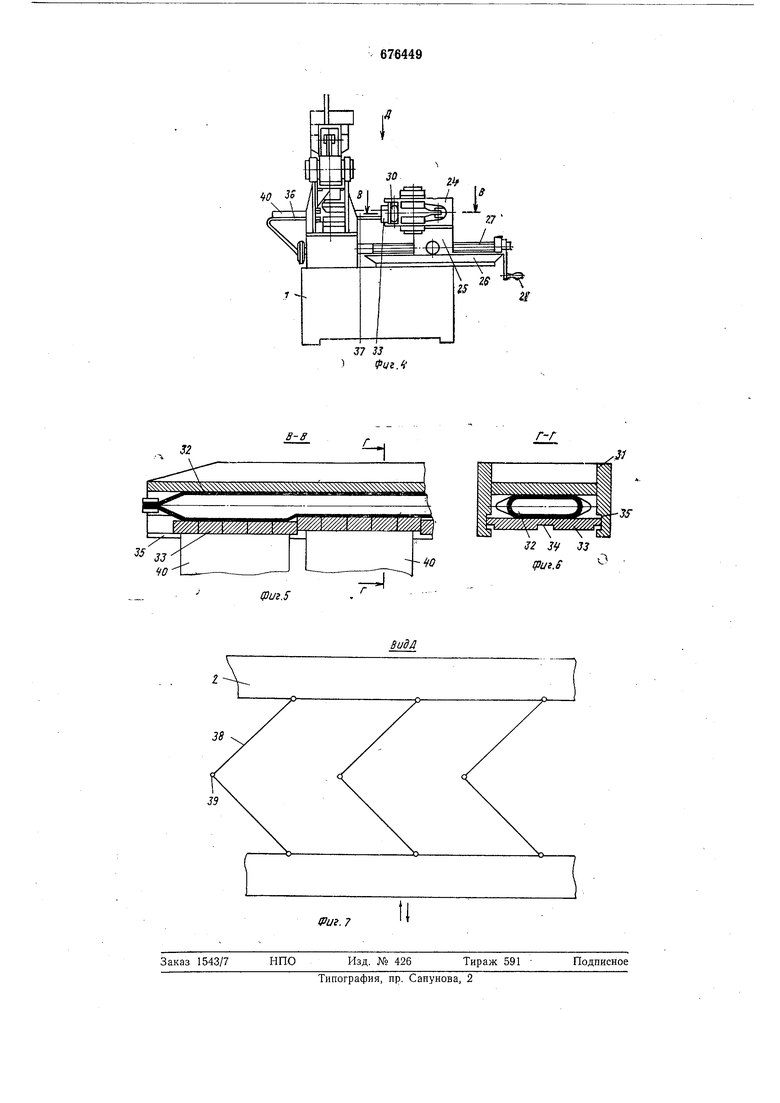
24 установлена на двух каретках 25, перемещающихся в направляющих 26 от ходовых винтов 27 при помощи рукояток 28 и кинематически связанных между собой цепной передачей 29 через звездочки 30.
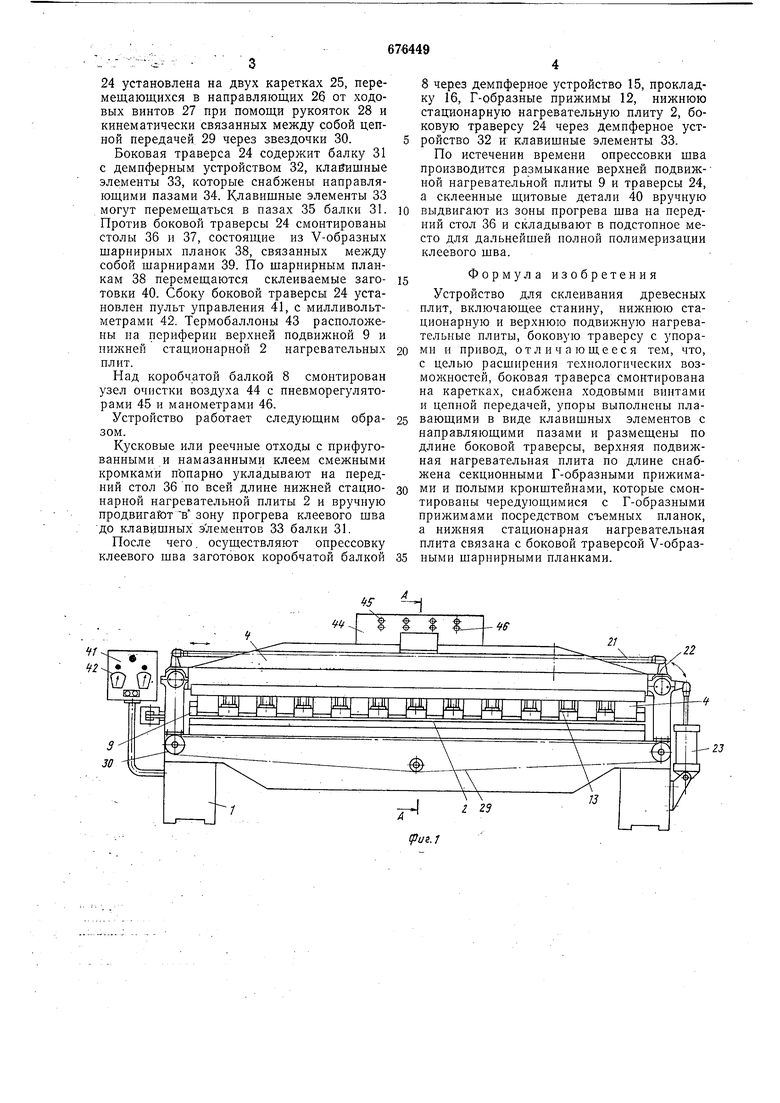
Боковая траверса 24 содержит балку 31 с демпферным устройством 32, клавишные элементы 33, которые снабжены направляющими пазами 34. Клавнщные элементы 33 могут перемещаться в пазах 35 балки 31. Против боковой траверсы 24 смонтированы столы 36 и 37, состоящие из V-образных шарнирных планок 38, связанных между собой шарнирами 39. По шарнирным планкам 38 перемещаются склеиваемые заготовки 40. Сбоку боковой траверсы 24 установлен пульт управления 41, с милливольтметрами 42. Термобаллоны 43 расположены на периферии верхней подвижной 9 и нижней стационарной 2 нагревательных плит.
Над коробчатой балкой 8 смонтирован узел очистки воздуха 44 с пневморегуляторами 45 и манометрами 46.
Устройство работает следующим образом.
Кусковые или реечные отходы с прифугованными и намазанными клеем смежными кромками пЪпарно укладывают на передний стол 36 по всей длине нижней стационарной нагревательной плиты 2 и вручную продвигают в зону прогрева клеевого шва ДО клавишных элементов 33 балки 31.
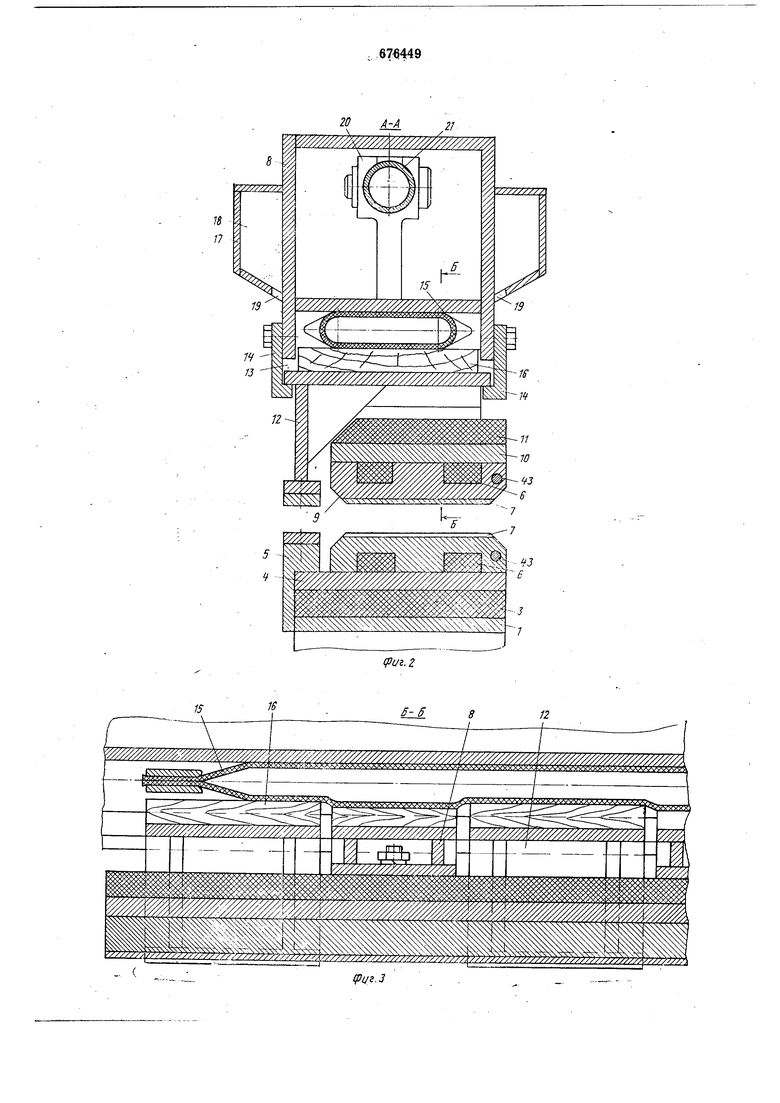
После чего. осун ествляют опрессовку клеевого шва заготовок коробчатой балкой
8 через демпферное устройство 15, прокладку 16, Г-образные прижимы 12, нижнюю стационарную нагревательную плиту 2, боковую траверсу 24 через демпферное устройство 32 и клавишные элементы 33.
По истечении времени опрессовки шва производится размыкание верхней подвижной нагревательной плиты 9 и траверсы 24, а склеенные щитовые детали 40 вручную
выдвигают из зоны прогрева шва на передний стол 36 и складывают в подстопное место для дальнейшей полной полимеризации клеевого шва.
Формула изобретения
Устройство для склеивания древесных плит, включающее станину, нижнюю стационарную и верхнюю подвижную нагревательные плиты, боковую траверсу с упорами и привод, отличающееся тем, что, с целью расширения технологических возможностей, боковая траверса смонтирована на каретках, снабл ена ходовыми винтами и цепной передачей, упоры выполнены плавающими в виде клавишных элементов с направляющими пазами и размещены по длине боковой траверсы, верхняя подвижная нагревательная плита по длине снабжена секционными Г-образными прижимами и полыми кронштейнами, которые смонтированы чередующимися с Г-образными прижимами посредством съемных планок, а нижняя стационарная нагревател ьная плита связана с боковой траверсой V-образными шарнирными планками.
ifSЧ
41 f2
IS l
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для штамповки крупногабаритных листовых заготовок | 1991 |
|
SU1834813A3 |
| СТРОГАЛЬНО-ПИЛЬНЫЙ СТАНОК | 1992 |
|
RU2050263C1 |
| Стенд для сборки под сварку нижнегозАМыКАющЕгО пОяСА C "п"-ОбРАзНОйбАлКОй, ВКлючАющЕй бОКОВыЕ ВЕРТиКАль-НыЕ СТЕНКи | 1978 |
|
SU816732A1 |
| ГИБОЧНЫЙ СТАНОК | 1973 |
|
SU367932A1 |
| Устройство для изготовления гнутых полос из плит | 1984 |
|
SU1250456A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ КОНСТРУКЦИЙ ИЗ СТАЛЬНЫХ ЛИСТОВ, ПОВОРОТНО-ГИБОЧНЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ КОНСТРУКЦИЙ ИЗ СТАЛЬНЫХ ЛИСТОВ И МАНИПУЛЯТОР ЛИСТОВ К ГИБОЧНОМУ ПРЕССУ | 1993 |
|
RU2110349C1 |
| Устройство для склеивания абразивных лент | 1974 |
|
SU486987A1 |
| ТРАКТОР | 2021 |
|
RU2838549C2 |
| Консольный кран для монтажа блоков | 1987 |
|
SU1602852A1 |
| Устройство для изготовления замкнутых коробчатых изделий | 1986 |
|
SU1342560A1 |
Ч f /
)tfiui,(f
/
J
JJ4037 33
32 3 33
с
IfQ Фиг.о
