рого чугуна с содержанием серы 0,09- 0,15%.
Поставленная цель достигается тем, что в чугун на струю металла при заполнении им разливочного ковша вводят ферросиликобарий в количестве 0,05-0,25% от веса жидкого металла, а затем модифицируют магнийсодержащей лигатурой.
Чугун заливают в литейную форму при 1370-1420°С, магнийсодержаЩую лигатуру вводят в количестве 2,0-3,0% от металлоемкости формы.
Присадки ферросиликобария производят графитизирующую работу в жидком чугуне. Время действия ферросиликобария как графитизатора довольно длительное - до 20 мин. Вносимый с лигатурой барий, образующий в жидком чугуне тугоплавкие соединения кароида бария, сульфида бария и оксида бария, который удаляется в шлак, создает дополнительные центры кристаллизации, дегазирует металл, уменьшая в отливках брак по газовой пористости. Образование устойчивого карбида бария препятствует выпадению цементита, тем самым уменьшает склонность чугуна к отбелу при последующем модифицировании магнийсодержащей лигатурой.
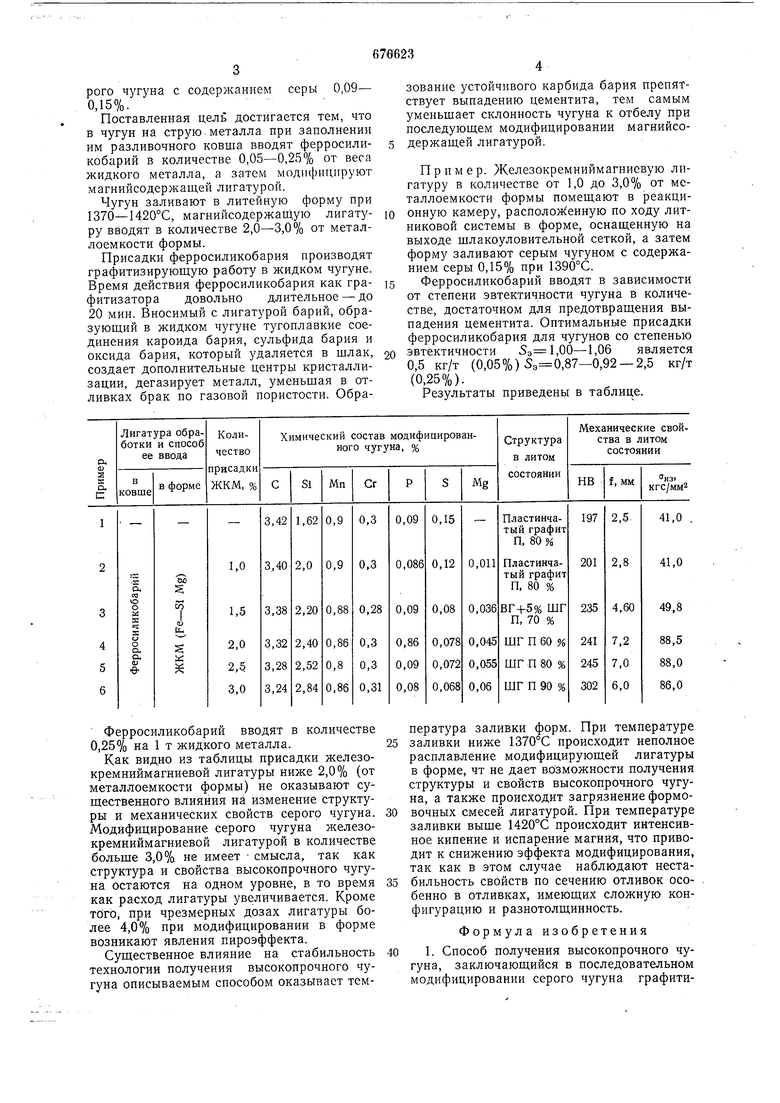
Пример. Железокремниймагниевую лигатуру в количестве от 1,0 до 3,0% от металлоемкости формы помещают в реакционную камеру, расположенную по ходу литниковой системы в форме, оснащенную на выходе шлакоуловительной сеткой, а затем форму заливают серым чугуном с содержанием серы 0,15% при 1390°С.
Ферросиликобарий вводят в зависимости от степени эвтектичности чугуна в количестве, достаточном для предотвращения выпадения цементита. Оптимальные присадки ферросиликобария для чугунов со степенью
эвтектичности ,00-1,06 является 0,5 кг/т (0,05%),87-0,92 -2,5 кг/т (0,25%). Результаты приведены в таблице.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения высокопрочного чугуна с шаровидным графитом | 1981 |
|
SU996455A1 |
| Способ получения высокопрочногочугуНА | 1979 |
|
SU798180A1 |
| Способ получения отливок из высокопрочного чугуна | 1980 |
|
SU900973A1 |
| СПОСОБ ГРАФИТИЗИРУЮЩЕГО МОДИФИЦИРОВАНИЯ ЧУГУНА | 2015 |
|
RU2620206C2 |
| Способ получения высокопрочного чугуна | 1980 |
|
SU1011697A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ И АУСТЕНИТНО-ФЕРРИТНОЙ МЕТАЛЛИЧЕСКОЙ МАТРИЦЕЙ | 2009 |
|
RU2415949C2 |
| Способ получения высокопрочного чугуна с шаровидным графитом | 1984 |
|
SU1239150A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ХЛАДОСТОЙКОГО ЧУГУНА | 2012 |
|
RU2509159C1 |
| Модифицирующая смесь | 1986 |
|
SU1331895A1 |
| Смесь для модифицирующих брикетов | 1985 |
|
SU1252348A1 |
Ферросиликобарий вводят в количестве 0,25% на 1 т жидкого металла.
Как видно из таблицы присадки железокремниймагниевой лигатуры ниже 2,0% (от металлоемкости формы) не оказывают существенного влияния на изменение структуры и механических свойств серого чугуна. Модифицирование серого чугуна железокремниймагниевой лигатурой в количестве больше 3,0% не имеет смысла, так как структура и свойства высокопрочного чугуна остаются на одном уровне, в то время как расход лигатуры увеличивается. Кроме того, при чрезмерных дозах лигатуры более 4,0% при модифицировании в форме возникают явления пироэффекта.
Существенное влияние на стабильность технологии получения высокопрочного чугуна описываемым способом оказывает температура заливки форм. При температуре заливки ниже 1370°С происходит неполное расплавление модифицирующей лигатуры в форме, чт не дает возможности получения структуры и свойств высокопрочного чугуна, а также происходит загрязнение формовочных смесей лигатурой. При температуре заливки выще 1420°С происходит интенсивное кипение и испарение магния, что приводит к снижению эффекта модифицирования, так как в этом случае наблюдают нестабильность свойств по сечению отливок особенно в отливках, имеющих сложную конфигурацию и разнотолщинность.
Формула изобретения
Источники информации, принятые во внимание при экспертизе 1. Патент Великобритании № 1437372, кл. В 22D, 1974.
